Procedimiento para la impresión de material en placas.
Procedimiento para la impresión de sustratos con una imagen de impresión,
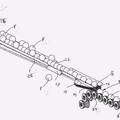
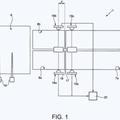
en el que los sustratos se mueven respectivamente de una estación de suministro (5) a una estación de impresión (3), en ésta se aplica la imagen de impresión y fuera de ésta se mueve subsiguientemente mediante un dispositivo de transporte (18) en la dirección de transporte (4), caracterizado porque los sustratos a imprimir son placas (2) con superficies frontales (31) y las placas (2) se disponen en la dirección de transporte (4) al menos en una zona de entrada (32) en la estación de impresión (3), delante de la estación de impresión (3), directamente unas detrás de otras formando una fila (36-38) de placas (2) en contacto mutuo de las superficies frontales (31) dirigidas unas hacia otras y éstas se mueven conjuntamente a través de la estación de impresión (3) durante el proceso de impresión, aplicándose la imagen de impresión mediante un dispositivo de impresión por chorro de tinta (13).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08010105.
Solicitante: DURST PHOTOTECHNIK DIGITAL TECHNOLOGY GMBH.
Nacionalidad solicitante: Austria.
Dirección: JULIUS-DURST-STRASSE 11 9900 LIENZ AUSTRIA.
Inventor/es: Weingartner,Peter,Dipl.-Ing.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B41J11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B41 IMPRENTA; MAQUINAS COMPONEDORAS DE LINEAS; MAQUINAS DE ESCRIBIR; SELLOS. › B41J MAQUINAS DE ESCRIBIR; MECANISMOS DE IMPRESION SELECTIVA, es decir, MECANISMOS QUE IMPRIMEN DE OTRA MANERA QUE NO SEA POR UTILIZACION DE FORMAS DE IMPRESION; CORRECCION DE ERRORES TIPOGRAFICOS (composición B41B; impresión sobre superficies especiales B41F; marcado para el lavado B41K; raspadores, gomas o dispositivos para borrar B43L 19/00; productos fluidos para corregir errores tipográficos por recubrimiento C09D 10/00; registro en materia de medidas G01; reconocimiento o presentación de datos, marcado de soportes de registro en forma numérica, p. ej. por punzonado, G06K; aparatos de franqueo o aparatos de impresión y entrega de tiquets G07B; conmutadores eléctricos para teclados, en general H01H 13/70, H03K 17/94; codificación en relación con teclados o dispositivos similares, en general H03M 11/00; emisores o receptores para transmisión de información numérica H04L; transmisión o reproducción de imágenes o de dibujos invariables en el tiempo, p. ej. transmisiones en facsímil, H04N 1/00; mecanismos de impresión especialmente adaptados para aparatos, p. ej. para cajas-registradoras, máquinas de pesar, produciendo un registro de su propio funcionamiento, ver las clases apropiadas). › Dispositivos o disposiciones para soportar o manipular un material de copia en hojas o en bandas (especialmente adaptados para soportar o manipular un material de copia en longitudes pequeñas B41J 13/00, en continua B41J 15/00; soportes para el texto a copiar B41J 29/00).
- B41J11/50 B41J […] › B41J 11/00 Dispositivos o disposiciones para soportar o manipular un material de copia en hojas o en bandas (especialmente adaptados para soportar o manipular un material de copia en longitudes pequeñas B41J 13/00, en continua B41J 15/00; soportes para el texto a copiar B41J 29/00). › en los que varios papeles o juegos de papel son utilizados por separado en la misma dirección hacia la posición de impresión.
- B41J13/00 B41J […] › Dispositivos o disposiciones adaptados especialmente para soportar o manipular un material de copia de formato pequeño, p. ej. hojas.
- B41J13/03 B41J […] › B41J 13/00 Dispositivos o disposiciones adaptados especialmente para soportar o manipular un material de copia de formato pequeño, p. ej. hojas. › mandados, p. ej. cilindros de alimentación distintos de cilindros de apoyo.
- B41J13/28 B41J 13/00 […] › Señales anteriores, topes anteriores o calibres anteriores.
- B41J3/407 B41J […] › B41J 3/00 Máquinas de escribir o mecanismos de impresión o de marcado selectivo caracterizados por la finalidad para la cual han sido construidos (máquinas de escribir criptográficas G09C 3/00). › para el marcado sobre materiales especiales (impresión sobre superficies especiales B41F 17/00).
- B41J3/62 B41J 3/00 […] › para la impresión sobre dos o más hojas o bandas separadas de material de impresión (B41J 3/54 tiene prioridad).
- B65G47/31 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › haciendo variar las velocidades relativas de los transportadores en serie.
- B65H5/00 B65 […] › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › Transferencia de artículos sacados de las pilas; Alimentación de artículos a las máquinas (mecanismos o elementos idénticos para la libertad o progresión de artículos a la salida de las máquinas B65H 29/00; recirculación de artículos B65H 85/00).
- B65H9/06 B65H […] › B65H 9/00 Posicionado o artículo, p. ej. orientación; Dispositivos con este fin. › Topes o calibradores móviles, p. ej. topes frontales que se levantan y se bajan.
PDF original: ES-2482993_T3.pdf
Fragmento de la descripción:
Procedimiento para la impresión de material en placas
La invención se refiere a un procedimiento para la impresión de material en placas con una imagen de impresión, en el que el material en placas se mueve de una estación de suministro a una estación de impresión, en ésta se aplica la imagen de impresión y de ésta se mueve subsiguientemente mediante un dispositivo de transporte en la dirección de transporte.
Por el documento EP 0 802 136 B1 o el DE 697 05 987 T2 se ha conocido un dispositivo y un procedimiento para la decoración de láminas perfiladas. En este caso la instalación para la decoración de las láminas perfiladas comprende una estación para la separación de las láminas individuales, en la que en la dirección de transporte está dispuesto a continuación un transportador para el transporte subsiguiente de las láminas. En la estación de separación están previstos dispositivos para la retención de una multiplicidad de láminas en una posición objetivo en la que las láminas están apartadas en paralelo y dispuestas de manera que su dirección longitudinal es paralela respecto a la dirección de avance del transportador. Además, la estación de separación comprende otros dispositivos para llevar las láminas que ocupan la posición objetivo hacia el siguiente transportador. Está dispuesta una estación de guiado para las láminas en la vía de movimiento de las láminas movidas por el transportador en la dirección de trabajo delante de la estación de impresión, presentando esta estación de guiado guías que mantienen una distancia y que son apropiadas para la cooperación con las láminas en el entorno de sus bordes longitudinales. Por consiguiente las láminas se deslizan entre estas guías y están obligadas a ocupar su posición objetivo antes de la entrada en la estación de impresión. Para el posicionamlento de las láminas individuales, en la zona de la estación de guiado están previstos adicionalmente topes que se pueden desplazar de una posición que se interpone en el recorrido de transporte a una posición situada fuera del recorrido de transporte. Estos topes posicionan las láminas individuales en relación a la posición del cilindro de impresión rotativo que sirve para la entrega de la tinta de impresión sobre la superficie de las láminas individuales. La impresión de las láminas individuales se realiza en este caso por grupos de varias láminas dispuestas unas junto a otras, siendo necesario un posicionamiento apropiado de las láminas previstas para la impresión antes de cada realización del proceso de impresión.
El documento US 5,401,012 A describe un dispositivo de suministro de documentos para una copiadora, que comprende un dispositivo de desapilado y un dispositivo de transporte para las hojas o documentos aislados. El dispositivo de desapilado comprende rodillos separadores y rodillos de transporte, suministrando los rodillos separadores los documentos de una pila de éstos individualmente a los rodillos de transporte. Éstos suministran la hoja aislada al siguiente dispositivo de transporte, donde en el modo 2 en 1 se depositan respectivamente dos documentos poslclonados uno tras otro canto contra canto en el cristal de contacto o cristal de exposición para el proceso de lectura o copiado siguiente en una hoja individual. Esto se realiza porque los rodillos separadores aíslan una primera hoja de la pila y la impulsan en los rodillos de transporte. Éstos impulsan la primera hoja aislada hasta que se detecta el canto trasero visto en la dirección de transporte mediante un sensor. Esta señal desencadena el desapllado de una segunda hoja de la pila. En cuanto el sensor detecta el canto delantero visto en la dirección de transporte de la segunda hoja, se Interrumpen el proceso de desapilado y el transporte de la primera hoja. La posición de la segunda hoja se mantiene Invariable entre los rodillos de transporte hasta que la primera hoja se pone en contacto canto contra canto con la segunda hoja en contra de la dirección de transporte mediante el dispositivo de transporte. A continuación de ello las dos hojas canto contra canto se llevan a la posición predeterminada sobre el cristal de contacto o cristal de exposición mediante el dispositivo de transporte. Tras realizar el proceso de lectura y copiado, los documentos originales situados en la posición de copiado se alejan fuera de la zona de lectura sin ninguna modificación.
Por el documento DE 196 25 470 A1 se ha conocido un procedimiento y un dispositivo para el transporte de objetos, en el que una multiplicidad de objetos se mueve subsiguientemente por un alimentador hacia un transportador agregado. Desde el transportador agregado, los objetos Individuales se transfieren a un transportador de acumulación para almacenar siempre un número suficiente de objetos almacenados para el aislamiento posterior hacia un transportador de aislamiento. Desde el transportador de acumulación, los objetos dispuestos unos tras otros se transfieren de forma aislada a distancias predeterminadas sobre el transportador de aislamiento.
En el documento DE 1 043 2008 se describe un dispositivo de solapamiento para instalaciones de procesamiento de chapas. Para ello la chapa a apilar se transfiere de un primer transportador a otro transportador que le sigue. En este caso la velocidad de transporte del primer transportador está seleccionada más elevada que la del segundo transportador. Durante la transferencia de la chapa apilada del primer transportador hacia el segundo transportador, en el extremo en voladizo de la primera cinta transportadora está prevista una placa ajustable en su longitud, que pasa por encima del extremo de entrada de la segunda cinta transportadora y garantiza que una chapa siguiente no choque con su borde frontal contra el borde posterior de la chapa anterior, sino que se solapen debidamente el borde frontal y posterior de las chapas. En este caso la placa ajustable está configurada de forma desplazable automáticamente con la ayuda de un dispositivo de control que trabaja en función de la velocidad de la primera cinta transportadora.
El documento US4220081 da a conocer un procedimiento para le suministro, registro e impresión de las hojas de papel
según el preámbulo de la reivindicación 1.
La presente invención tiene el objetivo de crear un procedimiento para la impresión de material en placas con el que se pueda aumentar la productividad de la estación de impresión.
Este objetivo de la invención se resuelve mediante un procedimiento según la reivindicación 1.
La sorprendente ventaja que se produce mediante la combinación de características de las etapas del procedimiento de la reivindicación 1 consiste en que, mediante las placas dispuestas directamente unas tras otras formando una fila, se evita el ciclo de carga en y descarga de la estación de impresión en cada proceso de impresión a realizar. De este modo es posible una aplicación casi continua de la imagen de impresión sobre una multiplicidad de placas dispuestas unas tras otras. Además, se puede realizar una aplicación simultánea de gran superficie de la imagen de impresión durante el proceso de impresión realizado de forma continua, el cual se puede adaptar a la extensión longitudinal de las placas individuales en la dirección de transporte. Entonces la imagen de impresión se puede adaptar de forma sencilla a diferentes tamaños de placa. Allende, con ello se puede obtener una elevada calidad de la imagen de impresión. Además, de este modo se suprimen los tiempos de parada mayores en la aplicación del medio de impresión entre los tiempos de carga y descarga que se producen de otro modo, por lo que se evita un secado y por consiguiente un pegado o atasco posibles del dispositivo de impresión, en particular de los cabezales de impresión. Allende, ventajosamente se obtiene una elevada producción del material en placas impreso, dado que éste se transporta de forma casi continua a través de la estación de impresión y se imprime en este caso. Por consiguiente, en las estaciones de impresión caras y de gran valor semejantes se obtiene un grado de aprovechamiento más elevado con calidad de impresión siempre constante.
Además, es ventajoso un proceder según las características indicadas en la reivindicación 1, ya que de este modo, a excepción de una zona mínima, la superficie a imprimir está configurada continua en la dirección longitudinal pese a las placas individuales y de este modo se hace posible una impresión hasta el borde exterior, sin que a ello le acompañe un ensuciamiento de la cinta transportadora situada por debajo.
Otro modo de proceder ventajoso se describe en la reivindicación 2, por lo que las filas del material en placas a imprimir siempre se ponen en contacto mutuamente entre... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la impresión de sustratos con una imagen de impresión, en el que los sustratos se mueven respectivamente de una estación de suministro (5) a una estación de impresión (3), en ésta se aplica la imagen de impresión y fuera de ésta se mueve subsiguientemente mediante un dispositivo de transporte (18) en la dirección de transporte (4), caracterizado porque los sustratos a imprimir son placas (2) con superficies frontales (31) y las placas (2) se disponen en la dirección de transporte (4) al menos en una zona de entrada (32) en la estación de impresión (3), delante de la estación de impresión (3), directamente unas detrás de otras formando una fila (36-38) de placas (2) en contacto mutuo de las superficies frontales (31) dirigidas unas hada otras y éstas se mueven conjuntamente a través de la estación de impresión (3) durante el proceso de impresión, aplicándose la imagen de impresión mediante un dispositivo de impresión por chorro de tinta (13).
2.- Procedimiento según la reivindicación 1, caracterizado porque en la estación de suministro (5) las placas (2) a imprimir se mueven subsiguientemente hacia la estación de impresión (3) con una velocidad de transporte del suministro que se selecciona más elevada en relación a la velocidad de transporte en la estación de impresión (3), reduciéndose la distancia (39) entre las placas (2) debido a esta velocidad de transporte del suministro seleccionada más elevada de las placas (2) antes de la estación de impresión (3), hasta que esta distancia (39) se elimina completamente.
3.- Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la fila (36-38) de placas (2) a imprimir y dispuestas unas tras otras se orienta en la estación de suministro (5) en paralelo a la dirección de transporte (4).
4.- Procedimiento según una de las reivindicaciones anteriores, caracterizado porque en la estación de suministro (5) se disponen varias filas (36-38) de placas (2) orientadas unas junto a otras y en paralelo unas respecto a otras en relación a la dirección de transporte (4).
5.- Procedimiento según la reivindicación 4, caracterizado porque las filas (36-38) de placas (2) se disponen espaciadas unas de otras en la dirección transversal en relación a la dirección de transporte (4).
6.- Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque las placas (2) a imprimir, durante el movimiento a través de la estación de impresión (3), se mantienen fijas en relación al dispositivo de transporte (18) relativamente respecto a éste.
7.- Procedimiento según la reivindicación 6, caracterizado porque las placas a imprimir (2) se aspiran en el dispositivo de transporte (18) mediante la aplicación de una depresión en éste.
8.- Procedimiento según una de las reivindicaciones anteriores, caracterizado porque las placas (2) a imprimir se aprietan contra el dispositivo de transporte (18) mediante un dispositivo de apriete (33) dispuesto en la zona de entrada (32) de la estación de impresión (3).
9.- Procedimiento según una de las reivindicaciones anteriores, caracterizado porque a la o a las filas (36-38) de placas (2) se les asigna, en la zona de entrada (32) en la estación de impresión (3), al menos un elemento de tope (34) que se puede desplazar de una posición que se interpone en el recorrido de transporte de las placas (2) a una posición que libera el recorrido de transporte.
10.- Procedimiento según la reivindicación 9, caracterizado porque a cada una de las filas (36, 38) de placas (2) a imprimir se le asigna, en la zona de entrada (32) en la estación de impresión (3), en particular en la zona de los elementos de tope (34), al menos un dispositivo de detección (35, 41) y éste determina la presencia de las placas (2).
11.- Procedimiento según la reivindicación 10, caracterizado porque en presencia de una fila (36-38) de placas (2) delante del dispositivo de detección (35, 41) se emite una señal y de este modo el elemento de tope (34) de esta fila (36- 38) se desplaza de la posición que se interpone en el recorrido de transporte a la posición que libera el recorrido de transporte.
12.- Procedimiento según la reivindicación 10 u 11, caracterizado porque en el caso de varias filas (36-38) de placas (2) dispuestas unas junto a otras en la dirección de transporte (4) se emite respectivamente una señal por cada dispositivo de detección (35, 41) asociado a las filas (36-38) individuales y de este modo cada elemento de tope (34) asociado a la fila (36-38) correspondientes se desplaza simultáneamente de la posición que se interpone en el recorrido de transporte a la posición que libera el recorrido de transporte.
13.- Procedimiento según la reivindicación 11 ó 12, caracterizado porque después del desplazamiento del o de los elementos de tope (34), las placas (2) se transportan a una zona de impresión (21) de la estación de impresión (3).
14.- Procedimiento según una de las reivindicaciones 10 a 13, caracterizado porque en ausencia de las placas (2) en una fila (36-38) se emite una señal por el dispositivo de detección (35, 41) y de este modo el elemento de tope (34)
asociado a ésta fila (36-38) se desplaza de la posición que libera el recorrido de transporte a la posición que se interpone en el recorrido de transporte.
15.- Procedimiento según una de las reivindicaciones 9 a 14, caracterizado porque en la posición del o de los elementos de tope (34) que se interpone en el recorrido de transporte se interrumpe el transporte de las placas (2) a imprimir en la
estación de suministro (5).
16.- Procedimiento según una de las reivindicaciones 9 a 15, caracterizado porque en la posición del o de los elementos de tope (34) que se interpone en el recorrido de transporte, las placas (2) todavía situadas en la estación de Impresión (5) se continúan imprimiendo hasta la aplicación completa de la imagen de impresión.
Patentes similares o relacionadas:
Método de transporte, del 8 de Mayo de 2019, de DAIFUKU CO., LTD.: Método de transporte para un objeto de transporte , siendo transportado el objeto de transporte a través de una trayectoria de transporte […]
Máquina de embalaje y procedimiento para la operación de una máquina de embalaje, del 16 de Abril de 2019, de SIG TECHNOLOGY AG: Máquina de embalaje con - por lo menos dos estaciones de embalaje dispuestas secuencialmente en orden consecutivo, en donde cada estación de embalaje presenta una cinta […]
Aparato y método para articular embalados helicoidalmente, del 25 de Abril de 2018, de Oakbridge Investments Limited: Un aparato de empaquetado que comprende: un aplicador de material de embalaje para embalar helicoidalmente artículos (A); un transportador de […]
Unidad y método para formar una capa de lotes de grupos de artículos, del 7 de Febrero de 2018, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un lote que tiene una longitud L de grupos de artículos, que comprende: - un primer trasportador adaptado […]
Dispositivo de transferencia de artículos entre máquinas de desplazamiento intermitente y de desplazamiento continuo e instalación de acondicionamiento correspondiente, del 12 de Julio de 2017, de SERAC GROUP: Dispositivo de transferencia de artículos entre una primera máquina que funciona con un desplazamiento intermitente de los artículos según un primer […]
Aparato y método para la fabricación de paneles, del 6 de Julio de 2016, de PRISMA S.R.L.: Aparato para la fabricación de un panel que comprende al menos una capa externa sobre la que están dispuestos elementos estructurales […]
 Dispositivo para la separación de frutas, del 24 de Febrero de 2016, de MAF AGROBOTIC: Procedimiento de separación implementado en un dispositivo de separación utilizado con un equipo de manipulación de frutas que comprende unos soportes […]
Dispositivo para la separación de frutas, del 24 de Febrero de 2016, de MAF AGROBOTIC: Procedimiento de separación implementado en un dispositivo de separación utilizado con un equipo de manipulación de frutas que comprende unos soportes […]
 Unidad y método para formar una capa de lotes de grupos de artículos, del 17 de Febrero de 2016, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un primer lote (2a; 2b, ..., 2n) y de un segundo lote (2b; 2a, ...,2n) de los respectivos primeros […]
Unidad y método para formar una capa de lotes de grupos de artículos, del 17 de Febrero de 2016, de Gebo Packaging Solutions Italy SRL: Una unidad para formar una capa de al menos un primer lote (2a; 2b, ..., 2n) y de un segundo lote (2b; 2a, ...,2n) de los respectivos primeros […]