Procedimiento para fabricar un material compuesto no tejido y dispositivo para la realización del procedimiento.
Procedimiento para fabricar un material compuesto no tejido elástico,
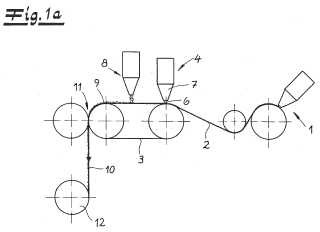
en el que se suministra una película elástica(2) y se la provee seccionalmente de adhesivo, y
en el que se genera con un dispositivo (8) de soplado en fusión una capa (9) de material no tejido soplado en fusión y, sin una consolidación previa, se la deposita directamente sobre la película elástica (2) y se la une seccionalmentecon la película elástica (2) por medio del adhesivo,
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08018308.
Solicitante: Mondi Consumer Packaging Technologies GmbH.
Nacionalidad solicitante: Alemania.
Dirección: JOBKESWEG 11 48599 GRONAU ALEMANIA.
Inventor/es: BALDAUF, GEORG, SCHONBECK, MARCUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B27/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › adyacente a una capa fibrosa o filamentosa.
- B32B27/28 B32B 27/00 […] › teniendo copolímeros de resinas sintéticas no completamente cubiertas por los siguientes subgrupos.
- B32B5/02 B32B […] › B32B 5/00 Productos estratificados caracterizados por la heterogeneidad o estructura física de una de las capas (B32B 9/00 - B32B 29/00 tienen prioridad). › caracterizados por las características de estructura de una capa que tiene fibras o filamentos.
- B32B5/04 B32B 5/00 […] › caracterizados por una capa que está especificada como extensible en razón de su estructura o de su disposición.
- B32B7/14 B32B […] › B32B 7/00 Productos estratificados caracterizados por la relación entre las capas; Productos estratificados caracterizados por la orientación relativa de elementos característicos entre capas, es decir, productos que comprenden capas que tienen propiedades físicas, químicas o fisicoquímicas diferentes; productos estratificados caracterizados por la unión entre capas. › aplicados de forma espaciada, p.ej. en bandas.
PDF original: ES-2432400_T3.pdf
Fragmento de la descripción:
Procedimiento para fabricar un material compuesto no tejido y dispositivo para la realización del procedimiento.
La invención concierne a un procedimiento para fabricar un material compuesto no tejido elástico y a un dispositivo para la realización del procedimiento. Secciones de un material compuesto no tejido de esta clase son adecuadas, por ejemplo, para la confección de productos higiénicos que deban presentar propiedades elásticas. Así, a partir del material compuesto no tejido se pueden formar tiras de cierre elásticas o alas elásticas de pañales. En tales productos se requiere frecuentemente en la práctica una superficie blanda a base de un material no tejido. Unas capas exteriores correspondientes son, por ejemplo, ventajosas para evitar o aminorar el peligro de una irritación de la piel bajo un contacto directo con ésta. Asimismo, las superficies de material no tejido que sean relativamente blandas son percibidas a menudo por los clientes como especialmente valiosas y ventajosas con independencia de su idoneidad técnica.
En la elaboración de películas elásticas existe en general el problema de que éstas, debido al carácter pegajoso de las materias primas elásticas, se aglomeran fácilmente al enrollarlas sobre un rodillo. Para evitar un apelmazamiento de películas elásticas es conocido el recurso de proveerlas de un papel de separación que tiene que ser retirado de una manera costosa durante la elaboración ulterior, o bien dotarlas de un polvo que dificulta la elaboración ulterior y especialmente un pegado de la película elástica.
Se conoce por el documento EP 1 686 209 B1 el recurso de dotar a una película elástica inmediatamente después de la extrusión con al menos una capa exterior de material no tejido que se retira de un rollo y se une con la película elástica por extrusión-laminación o mediante un adhesivo termofusible. Al enrollar el laminado elástico así formado la al menos una capa de material no tejido forma una capa de separación dentro del rollo e impide un apelmazamiento de la película elastómera pegajosa. Es desventajoso el hecho de que, debido a la capa aportada de material no tejido, se perjudican considerablemente las propiedades elásticas del laminado.
Se conoce por el documento EP 1 462 556 B1 un procedimiento para fabricar una película compuesta elástica con superficie textil, en el que un soporte elástico es provisto de fibras cortas. En caso de un pegado que no ocupe toda la superficie, se pueden soltar partes grandes del material fibroso y éstas se puedan separar del material compuesto de una manera no deseada.
Ante este antecedente, la invención se basa en el problema de indicar un procedimiento para fabricar un material compuesto no tejido elástico que pueda realizarse de manera barata, debiendo presentar al mismo tiempo el material compuesto no tejido unas buenas propiedades elásticas y debiendo poder arrollarse sobre un rodillo sin peligro de apelmazamiento.
Para resolver este problema se ha previsto según una primera alternativa un procedimiento para fabricar un material compuesto en el que se alimenta una película elástica y se provee ésta seccionalmente de un adhesivo, y en el que se genera con un dispositivo de soplado en fusión una capa de material no tejido soplado en fusión y, sin una consolidación previa, se deposita directamente esta capa sobre la película elástica y se la une seccionalmente con la película elástica.
Conforme a una segundo alternativa, se tiene que, para resolver el problema de base, se realiza el procedimiento de fabricación de un material compuesto no tejido elástico de tal manera que se alimenta una película elástica y se la provee seccionalmente de un adhesivo, se genera con un dispositivo de soplado en fusión una capa de material no tejido soplado en fusión y, sin una consolidación previa, se deposita esta capa directamente sobre un equipo de transporte, y se alimenta la capa de material no tejido soplado en fusión a la película elástica por medio del equipo de transporte de una manera ampliamente exenta de fuerzas de tracción y se une dicha capa seccionalmente con la película elástica por medio del adhesivo. Como equipo de transporte está previsto aquí preferiblemente un cilindro rotativo o una banda circulante, siendo depositada la capa de material no tejido soplado en fusión, por el cilindro o por la cinta, directamente sobre la película elástica provista seccionalmente de adhesivo.
La extrusión por soplado en fusión de la capa de material no tejido soplado en fusión se efectúa convenientemente de tal manera que se forman fibras que son seccionada en trozos por una cuchilla de aire. El dispositivo de soplado en fusión comprende aquí usualmente un extrusor con una boquilla que está formada por varios agujeros yuxtapuestos. Inmediatamente después de salir de la boquilla de extrusión se solicitan con aire comprimido y se estiran las cuerdas de polímero fundidas líquidas que salen de los agujeros.
Es esencial para la invención que la capa formada de material no tejido soplado en fusión se deposite directamente sobre la película elástica o el equipo de transporte con el que la capa formada puede ser alimentada a la película elástica de una manera exenta de fuerzas de tracción o al menos ampliamente exenta de estas fuerzas. Dado que la capa no tejida plana no es enrollada ni desenrollada y tampoco está provista de un guiado de la capa no tejida bajo tensión de tracción, esta capa puede formarse con pequeña resistencia y especialmente con un pequeño peso específico. En este contexto, las fibras sopladas en fusión se caracterizan porque son relativamente delgadas y ya con un peso específico pequeño pueden conseguirse una buena cubrición homogénea de la película elástica y una apariencia especialmente blanda con una capa textil excluida de la vista de un usuario.
En el marco de la invención se emplea preferiblemente un polímero termoplástico no elástico como material para la capa de fibras sopladas en fusión, el cual se puede elaborar usualmente con facilidad en comparación con materiales elásticos o fibras multicomponente con un núcleo elástico e impide fiablemente un apelmazamiento al enrollar el material compuesto no tejido. Como material elástico pueden utilizarse, por ejemplo, poliolefinas, tales como polipropileno, polietileno, pero también poliamida o politereftalato de etileno.
Según la presente invención, se pueden conseguir considerables ahorros de costes, ya que la capa de material no tejido soplado en fusión con un pequeño peso específico puede fabricarse a partir de un material termoplástico barato. Dado que las fibras sopladas en fusión se pueden desfibrar también con especial facilidad al alargarse el laminado entre las zonas provistas de adhesivo, no se perjudican sensiblemente las propiedades elásticas de la película. En particular, no se incrementa tampoco excesivamente la fuerza de tracción necesaria para un alargamiento. Sin embargo y a pesar del desfibrado, mediante la fijación de la capa de material no tejido soplado en fusión se pueden evitar ampliamente un desprendimiento y una pérdida de fibras al producirse un alargamiento.
El laminado según la invención puede configurarse especialmente de modo que, antes de un uso, por ejemplo como tiras de cierre elásticas en un pañal, no sea necesario un alargamiento previo para su activación. No obstante, queda también dentro del marco de la invención el que el laminado elástico, como es conocido por el estado de la técnica, se una con otro material no tejido, por ejemplo un material no tejido SMS (conjunto de tres capas con una capa de fibras sopladas en fusión entre unas capas exteriores de fibras ligadas por hilatura) . La laminación con un material no tejido adicional es conveniente para aumentar la resistencia al rasgado. Sin embargo, para garantizar entonces una capacidad de alargamiento suficiente, es conveniente en general una activación, es decir, un prealargamiento que puede efectuarse, por ejemplo, en una rendija entre cilindros contorneados que engranan uno con otro. Mediante el prealargamiento del material se pueden fijar especialmente también zonas elásticas y sustancialmente inelásticas y un límite de alargamiento.
Es especialmente ventajosa una ejecución en la que el material compuesto no tejido elástico según la invención presenta una capa directamente aplicada de material no tejido soplado en fusión, fijándose el material no tejido adicional sobre el lado opuesto de la película elástica. En el marco de esta ejecución se pueden formar de una manera especialmente económica unas tiras de cierre que, debido al material no tejido adicional, presenten una elevada resistencia y un límite de alargamiento definido y, al... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un material compuesto no tejido elástico, en el que se suministra una película elástica (2) y se la provee seccionalmente de adhesivo, y
en el que se genera con un dispositivo (8) de soplado en fusión una capa (9) de material no tejido soplado en fusión y, sin una consolidación previa, se la deposita directamente sobre la película elástica (2) y se la une seccionalmente con la película elástica (2) por medio del adhesivo,
2. Procedimiento para fabricar un material compuesto no tejido elástico, en el que se suministra una película elástica (2) y se la provee seccionalmente de adhesivo,
en el que se genera con un dispositivo (8) de soplado en fusión una capa (9) de material no tejido soplado en fusión y, sin una consolidación previa, se la deposita directamente sobre un equipo de transporte (3') , y
en el que se alimenta la capa (9) de material no tejido soplado en fusión a la película elástica (2) por medio del equipo de transporte (3') y en forma ampliamente exenta de fuerzas de tracción y se la une seccionalmente con la película elástica (2) por medio del adhesivo.
3. Procedimiento según la reivindicación 2, en el que se deposita la capa (9) de material no tejido soplado en fusión sobre un cilindro rotativo o sobre una cinta circulante que actúa como equipo de transporte (3') , y en el que la capa (9) de material no tejido soplado en fusión es colocada directamente por el cilindro o la banda sobre la película elástica (2) provista seccionalmente de adhesivo.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, en el que se forma la película elástica (2) por extrusión de una película plana y se la provee de adhesivo directamente después, sin enrollarla ni desenrollarla previamente.
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, en el que se aplica como adhesivo un adhesivo termofusible (6) sobre la película elástica (2) .
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, en el que se aplica el adhesivo en franjas (5) que discurren en la dirección longitudinal (X) de la película elástica (2) .
7. Procedimiento según cualquiera de las reivindicaciones 1 a 6, en el que se provee a la película elástica (2) , en ambos lados, de una capa (9) de material no tejido soplado en fusión.
8. Dispositivo para realizar el procedimiento según cualquiera de las reivindicaciones 1 a 7, que comprende un extrusor (1) de película plana para formar una película elástica (2) , un equipo (4) para aplicar seccionalmente adhesivo y un dispositivo (8) de soplado en fusión que está montado de tal manera que se pueda depositar directamente una capa (9) de material no tejido soplado en fusión sobre la película elástica (2) o sobre un equipo de transporte (3') .
9. Dispositivo según la reivindicación 8, en el que el dispositivo (8) de soplado en fusión está montado de tal manera que la capa formada (9) de material no tejido soplado en fusión pueda depositarse directamente sobre la película elástica (2) , y en el que está montado un dispositivo de transporte (3) en la zona del dispositivo (8) de soplado en fusión.
Patentes similares o relacionadas:
 Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Lámina decorativa embosada y el procedimiento de producción, del 29 de Julio de 2020, de TOPPAN PRINTING CO., LTD: Una lámina decorativa embosada , caracterizada poque:
una capa con motivo , una capa adhesiva , una capa transparente de resina termoplástica […]
Capas de barrera sobre membranas de impermeabilización, del 22 de Julio de 2020, de SIKA TECHNOLOGY AG: Membrana de impermeabilización que comprende a) una membrana de poliolefina termoplástica que comprende al menos un polímero seleccionado de homopolímero […]
Película multicapa termocontráctil, del 8 de Julio de 2020, de KUREHA CORPORATION: Una película multicapa termocontráctil para su llenado con contenido, comprendiendo la película: una capa de superficie exterior (A) que comprende una resina […]
Producto textil compuesto, del 1 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Un producto textil compuesto, que comprende: una capa textil de poliamida; y una película de poliamida unida a la capa textil de poliamida, […]
Película laminada que comprende copolímero de etileno, del 3 de Junio de 2020, de BOREALIS AG: Una composicion de polimero para una capa de pelicula, que comprende (A) 10 a 50 % en peso de un copolimero de etileno con unidades que […]
Materiales de envasado de control de la humedad, del 20 de Mayo de 2020, de PHILIP MORRIS PRODUCTS S.A.: Un envase interno para artículos para fumar que comprende: un material de envasado flexible multicapas que comprende: una capa […]
Película multicapa que incluye capa de barrera al olor que tiene propiedades de amortiguación de sonido, del 13 de Mayo de 2020, de HOLLISTER INCORPORATED: Una película multicapa que comprende una capa de barrera al olor que tiene propiedades de amortiguación de sonido, donde la capa de barrera al […]
Materiales compuestos, del 6 de Mayo de 2020, de HEXCEL COMPOSITES LIMITED: Un prepreg que comprende: un refuerzo de fibra; y una resina curable que comprende: un 25 a 35 por ciento en peso de resina epoxi tetrafuncional basado en […]