Procedimiento para fabricar un material compuesto estratificado laminado, material compuesto estratificado laminado y su uso.
Procedimiento para fabricar un material compuesto estratificado laminado que comprende una película de soporte (1a),
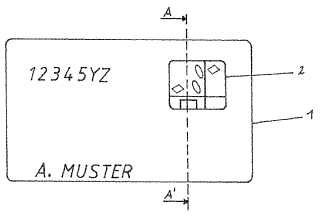
que presenta al menos una capa estratificada polimérica, en particular de policloruro de vinilo o tereftalato de polietileno, al menos un elemento de seguridad (2) aplicado sobre la al menos una capa estratificada polimérica y al menos una película de plástico (1b, 1b'), recociéndose la película de soporte (1a) antes de aplicar el elemento de seguridad (2) al menos en una zona en la que se aplica el elemento de seguridad (2), laminándose la película de soporte (1a) y la al menos una película de plástico (1b, 1b') tras aplicar el elemento de seguridad (2) sobre la capa estratificada polimérica formando el material compuesto estratificado laminado, y realizándose una laminación de la película de soporte (1a) y de la película de plástico (1b, 1b') a una temperatura por encima de la temperatura de reblandecimiento de la al menos una capa estratificada polimérica.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/005506.
Solicitante: OVD KINEGRAM AG.
Nacionalidad solicitante: Suiza.
Dirección: ZÄHLERWEG 12 6301 ZUG SUIZA.
Inventor/es: MINNETIAN, OHANNES.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B38/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › Operaciones auxiliares relacionadas con los procesos de estratificación.
- B42D15/10
PDF original: ES-2452942_T3.pdf
Fragmento de la descripción:
Procedimiento para fabricar un material compuesto estratificado laminado, material compuesto estratificado laminado y su uso.
La invención se refiere a un procedimiento para fabricar un material compuesto estratificado laminado que comprende una película de soporte, que presenta al menos una capa estratificada polimérica, en particular de policloruro de vinilo o tereftalato de polietileno, al menos un elemento de seguridad aplicado sobre la al menos una capa estratificada polimérica y al menos una película de plástico. La invención se refiere además a materiales compuestos estratificados fabricados según este procedimiento y a su uso.
Por el documento DE 694 15 547 T2 se conocen materiales compuestos estratificados laminados de este tipo en forma de tarjetas de seguridad así como su fabricación. Una tarjeta de seguridad comprende a este respecto un soporte transparente u opaco, una capa envolvente transparente y una imagen de seguridad que está dispuesta entre el soporte y la capa envolvente. El soporte y la capa envolvente están laminados o fusionados directamente entre sí sin prever una capa de adhesivo entre los mismos. El soporte está configurado a este respecto entre otras cosas en forma de una película de policloruro de vinilo y la capa envolvente, en forma de una película de copoliéster amoría. La imagen de seguridad puede contener pigmentos de brillo perla en un aglutinante transparente, hologramas, superficies microestructuradas que proporcionan efectos especiales ópticos, tales como por ejemplo imágenes holográficas o efectos de difracción. Además, el documento DE 694 15 547 T2 describe en un ejemplo comparativo la laminación de dos capas de policloruro de vinilo con un grosor de en cada caso 250 μm que se laminan a una temperatura de 140 °C durante un intervalo de tiempo de 5 min. A este respecto, el uso de dos capas de policloruro de vinilo como soporte y capa envolvente se considera inapropiado debido al tiempo de laminación largo necesario de 5 min.
Sin embargo, debido a los bajos costes de material, en particular de policloruro de vinilo, existe un interés creciente con respecto a este material como material para tarjetas de cualquier tipo, puesto que la fabricación de tarjetas que contienen elementos de seguridad, tales como por ejemplo tarjetas de identidad, tarjetas bancarias, tarjetas de crédito, tarjetas de identificación o similares, está sujeta a una enorme presión de costes. Se conoce cómo equipar tarjetas de este tipo con elementos de seguridad en forma de un holograma, Kinegram® o similares. Los elementos de seguridad presentan efectos ópticos específicos que dependen del ángulo de observación y que se pueden verificar sin ningún medio auxiliar a simple vista. Sin embargo, la fabricación conlleva un despliegue tecnológico considerable. La existencia de un elemento de seguridad de este tipo con los efectos ópticos correspondientes se califica como criterio de autenticidad, es decir, a partir de la existencia de un elemento de seguridad de este tipo se concluye la autenticidad de la tarjeta.
Sin embargo, se ha mostrado que es problemática la laminación de películas de soporte, en particular de policloruro de vinilo, sobre las que se ha aplicado un elemento de seguridad.
El documento EP 1 283 103 A1 desvela una estructura de tarjeta en la que capas estratificadas individuales están unidas de manera inseparable entre sí. La estructura de la tarjeta comprende en particular una estructura con superficies curvadas de manera cilíndrica que proporcionan un conjunto de lentes. Estas se nivelan en parte a la hora de laminar el material compuesto estratificado. Por tanto, se realiza un aporte de calor con el fin de conseguir una deformación local. Finalmente se aplica un holograma sobre la zona nivelada.
Una película de soporte se puede dotar de diferente manera de un elemento de seguridad. La técnica de película de transferencia, que ya es bien conocida en la fabricación de elementos de seguridad en el ámbito de tarjetas, ofrece un procedimiento preferido, especialmente rápido y limpio para aplicar el elemento de seguridad. Una película de transferencia comprende habitualmente una banda de soporte sobre la que está dispuesta de manera separable una capa delgada transferidora que no es autoportante, que se transfiere mediante un punzón dado el caso calentado por zonas o por toda la superficie sobre la película de soporte. La capa transferidora se fija a este respecto habitualmente mediante un pegamento sobre la película de soporte, activándose el pegamento mediante calor, presión, radiación, etc. o una combinación de los mismos. En el procedimiento de gofrado en caliente, un punzón calentado hace que se active una capa de termoadhesivo que fija las zonas calentadas de la capa transferidora en la película de soporte. Al retirar a continuación de la película de soporte la banda de soporte de la película de transferencia sólo quedan en la película de soporte las zonas de la capa transferidora fijadas mediante termoadhesivo, mientras que se eliminan zonas adyacentes, no calentadas, de la capa transferidora con la banda de soporte.
Sin embargo, un elemento de seguridad también puede estar aplicado sobre la película de soporte mediante una película autoportante, en particular en forma de una película de laminación o un trozo de la misma.
Tras la aplicación de un elemento de seguridad sobre una película de soporte, en particular mediante gofrado, el elemento de seguridad se puede apreciar bien y está presente de una forma ópticamente impecable. Sin embargo, tras laminar una película de plástico adicional sobre la película de soporte se ve un efecto de piel de naranja en el elemento de seguridad, de modo que el elemento de seguridad aparece de manera ondulada sobre toda su superficie o aparece como si estuviera aplicado sobre una superficie con una alta rugosidad superficial. El aspecto óptico del elemento de seguridad se ve muy alterado, en parte hasta que su contenido de información sea irreconocible. A este respecto se ven especialmente afectados elementos de seguridad delgados que están aplicados con un grosor en el intervalo de 3 µm a aproximadamente 100 µm sobre la película de soporte.
Sin embargo, este efecto también se puede mostrar al utilizar otras películas de soporte, en lugar de PVC, tal como por ejemplo en el caso de películas de soporte de tereftalato de polietileno, naftalato de polietileno, PET-G, PC, ABS, compuestos de estos plásticos incluyendo PVC, materiales compuestos estratificados de estos plásticos con papel y/o Teslin®.
Por tanto, existe el objetivo de proporcionar un procedimiento mejorado para fabricar un material compuesto estratificado laminado sin el efecto de piel de naranja.
El objetivo se soluciona mediante un procedimiento según la reivindicación 1. La invención se refiere además a un material compuesto estratificado según la reivindicación 14 y a su uso según la reivindicación 15.
El recocido de la película de soporte o al menos de una zona de la película de soporte, sobre la que se debe aplicar un elemento de seguridad, provoca al parecer una reducción local de la tensión interior en la película de soporte. Mientras que una película de soporte no recocida anteriormente, en particular de los materiales ya mencionados anteriormente tales como PVC, PET, PEN, ABS, etc. muestra en la zona de un elemento de seguridad el efecto descrito de piel de naranja tras la laminación con una película adicional de plástico y un enfriamiento del material compuesto estratificado, al utilizar una película de soporte anteriormente recocida, el mismo ya no existe o sólo existe en una medida extremadamente reducida y de modo que ya no molesta ópticamente tras la laminación y el enfriamiento. El nuevo calentamiento de una película de soporte, en particular de PVC o PET, en la laminación con una película adicional de plástico, por tanto, ya no altera, o sólo de forma irrelevante, el aspecto del elemento de seguridad.
A este respecto es suficiente en algunos casos cuando antes de aplicar el elemento de seguridad la película de soporte se recueza al menos en una zona en la que se aplica el elemento de seguridad. Esto se puede realizar por ejemplo mediante un gofrado previo con un punzón calentado que se imprime al menos en la zona en la que se debe aplicar el elemento de seguridad. Sin embargo, preferiblemente se recuece toda la película de soporte antes de aplicar el elemento de seguridad.
El recocido se puede realizar mediante radiadores IR, rodillos calentados, planchas o bandas, alimentación de una corriente de gas caliente o similares así como combinaciones de los mismos. A este respecto, el recocido de la película de soporte se puede realizar con o sin... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un material compuesto estratificado laminado que comprende una película de soporte (1a) , que presenta al menos una capa estratificada polimérica, en particular de policloruro de vinilo o tereftalato de polietileno, al menos un elemento de seguridad (2) aplicado sobre la al menos una capa estratificada polimérica y al menos una película de plástico (1b, 1b') , recociéndose la película de soporte (1a) antes de aplicar el elemento de seguridad (2) al menos en una zona en la que se aplica el elemento de seguridad (2) , laminándose la película de soporte (1a) y la al menos una película de plástico (1b, 1b') tras aplicar el elemento de seguridad (2) sobre la capa estratificada polimérica formando el material compuesto estratificado laminado, y realizándose una laminación de la película de soporte (1a) y de la película de plástico (1b, 1b') a una temperatura por encima de la temperatura de reblandecimiento de la al menos una capa estratificada polimérica.
2. Procedimiento según la reivindicación 1, caracterizado por que toda la película de soporte (1a) se recuece antes de aplicar el elemento de seguridad (2) .
3. Procedimiento según una de las reivindicaciones 1 o 2, caracterizado por que la película de soporte (1a) se recuece a una temperatura situada en un intervalo de 10 °C por debajo de una temperatura de reblandecimiento hasta por encima de la temperatura de reblandecimiento de la al menos una capa estratificada polimérica.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado por que la película de soporte (1a) se recuece a una temperatura en el intervalo de 100 a 160 °C.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado por que la película de soporte (1a) se recuece bajo el efecto de presión en el intervalo de 500 a 4000 kN/m2.
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado por que la película de soporte (1a) se mantiene al menos en la zona en la que se aplica el elemento de seguridad (2) al menos durante un intervalo de tiempo de 120 segundos, en particular durante un intervalo de tiempo de al menos 240 segundos, a una temperatura por encima de una temperatura de reblandecimiento de la al menos una capa estratificada polimérica.
7. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado por que la película de soporte (1a) se recuece a una temperatura situada por debajo de una temperatura de reblandecimiento de la al menos una capa estratificada polimérica y en un intervalo de hasta 10 °C por debajo de la temperatura de reblandecimiento de la al menos una capa estratificada polimérica.
8. Procedimiento según la reivindicación 7, caracterizado por que la película de soporte (1a) se mantiene al menos en la zona en la que se aplica el elemento de seguridad (2) , al menos durante un intervalo de tiempo de 120 segundos, en particular durante un intervalo de tiempo de al menos 240 segundos, a una temperatura por debajo de la temperatura de reblandecimiento de la al menos una capa estratificada polimérica y en un intervalo de hasta 10 °C por debajo de la temperatura de reblandecimiento de la al menos una capa estratificada polimérica.
9. Procedimiento según una de las reivindicaciones 1 a 8, caracterizado por que la al menos una capa estratificada polimérica está formada a partir de PVC-P, PVC-U, PET, PEN, PET-G, PC, ABS o compuestos de estos plásticos.
10. Procedimiento según una de las reivindicaciones 1 a 9, caracterizado por que la película de soporte se configura como un material compuesto a partir de al menos una capa estratificada polimérica y papel y/o Teslin®.
11. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado por que la película de soporte (1a) tiene un grosor en el intervalo de 12 µm a 1 mm.
12. Procedimiento según una de las reivindicaciones 1 a 11, caracterizado por que la película de soporte (1a) se enfría hasta una temperatura en el intervalo de 10 °C a 50 °C antes de que se aplique el elemento de seguridad (2) .
13. Procedimiento según la reivindicación 12, caracterizado por que la película de soporte (1a) se enfría bajo el efecto de presión en el intervalo de 500 a 4000 kN/m2.
14. Material compuesto estratificado laminado, fabricado según una de las reivindicaciones 1 a 13, que comprende una película de soporte (1a) de policloruro de vinilo o tereftalato de polietileno, recocida al menos por zonas, al menos un elemento de seguridad (2) aplicado sobre la película de soporte (1a) y al menos una película de plástico (1b, 1b') , comprendiendo el elemento de seguridad (2) una estructura en relieve difractiva (6) , caracterizado por que el elemento de seguridad (2) comprende además al menos dos capas estratificadas entre las que está incluida la estructura en relieve difractiva (6) , y por que al menos una de las al menos dos capas estratificadas, en particular ambas capas estratificadas, no se reblandece (n) a la temperatura de reblandecimiento de la capa estratificada polimérica de la película de soporte (1a) .
15, Uso de un material compuesto estratificado laminado según la reivindicación 14 como tarjeta de varias capas, en particular como tarjeta bancaria, tarjeta de crédito, carné de conducir o tarjeta de identificación.
Patentes similares o relacionadas:
Sistema de presentación de imágenes y de seguridad micro-óptico, del 5 de Abril de 2019, de VISUAL PHYSICS, LLC: Sistema micro-óptico de aumento sintético, que comprende: (a) uno o más separadores ópticos; (b) una micro-imagen formada por una matriz plana periódica […]
Sistema de presentación de imágenes y de seguridad micro-óptico, del 23 de Octubre de 2018, de VISUAL PHYSICS, LLC: Sistema micro-óptico de aumento sintético, que comprende: uno o más separadores ópticos; una micro-imagen formada por una matriz plana periódica […]
Documento de valor, del 25 de Abril de 2018, de Giesecke+Devrient Currency Technology GmbH: Documento de valor , en particular, billete de banco, con un sustrato de documento de valor y al menos dos sustancias características […]
Sistema de presentación de imágenes y de seguridad micro-óptico, del 10 de Enero de 2018, de VISUAL PHYSICS, LLC: Material de película que comprende una matriz bidimensional periódica de reflectores de enfoque , una matriz bidimensional periódica de micro-imágenes , […]
Procedimiento para la fabricación de un cuerpo de tarjeta y cuerpo de tarjeta, del 10 de Mayo de 2017, de Giesecke+Devrient Mobile Security GmbH: Procedimiento para la fabricación de un cuerpo de tarjeta de varias capas para un soporte de datos portátil con las siguientes etapas: - poner a […]
Documento de valor, del 29 de Marzo de 2017, de GIESECKE & DEVRIENT GMBH: Documento de valor , especialmente un billete, con un sustrato de documento de valor y al menos dos sustancias características diferentes para comprobar […]
Material de marcaje de elemento de artículos marcados, del 28 de Diciembre de 2016, de TOPPAN PRINTING CO., LTD: Elemento de visualization que comprende: regiones (20a, 20b) de dispersion de la luz dotadas cada una de salientes y/o rebajes lineales que tienen la misma direction […]
Procedimiento de personalización de al menos dos tarjetas y tarjeta obtenida mediante un procedimiento de ese tipo, del 2 de Noviembre de 2016, de OBERTHUR TECHNOLOGIES: Procedimiento de personalización de al menos dos tarjetas , comprendiendo cada tarjeta una primera cara , una segunda cara y una superficie […]