Procedimiento para fabricar un envase y máquina envasadora.
Procedimiento para fabricar un envase con las etapas:
Conformar un recipiente (13) en una banda de un primer material en forma de banda (7) mediante embuticiónprofunda;
Recortar una primera tapa (14) a partir de una banda de un segundo material en forma de banda (9);
Sellar la primera tapa (14) sobre el recipiente (13);
Conformar una segunda tapa (14') en una banda de un tercer material en forma de banda (9') mediante embuticiónprofunda;
Colocar la segunda tapa (14') sobre el recipiente (13); y
Recortar a continuación el recipiente (13) del primer material en forma de banda (7),
conformándose el borde (20, 21, 22) del recipiente (13) y el borde (20', 21', 22') de la segunda tapa (14') en unaforma acodada o doblada hacia arriba con respecto al plano de lámina del respectivo material en forma de banda,recortándose la primera tapa (14) de tal modo del segundo material en forma de banda (9) que su contorno exteriordiscurre dentro del contorno exterior del recipiente (13),
y sellándose la segunda tapa (14') parcialmente sobre el recipiente (13) mediante tiras de sellado discontinuas.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10003224.
Solicitante: MULTIVAC SEPP HAGGENMULLER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BAHNHOFSTRASSE 4 87787 WOLFERTSCHWENDEN ALEMANIA.
Inventor/es: SANCHEZ,JESUS, SPARAKOWSKI,HELMUT, BOEKSTEGERS,HANS-JOACHIM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B7/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 7/00 Cierre de los receptáculos o recipientes después del llenado. › Cierre de receptáculos o recipientes semirrígidos o rígidos, no deformados por el contenido o que no toman su forma, p. ej. cajas o cartones.
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
- B65D43/02 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › B65D 43/00 Cubiertas o tapas para recipientes en forma de caja (para recipientes de cocción A47J 36/06; cubiertas de cierre para recipientes a presión en general F16J 13/00). › Tapas o tapones quitables (con medios para perforar, cortar, o romper un cierre interior frágil B65D 51/22).
- B65D51/20 B65D […] › B65D 51/00 Cierres no previstos en otro lugar (cubiertas o cierres similares como elementos mecánicos para recipientes a presión en general F16J 13/00). › Capuchones, tapas o cubiertas que funcionan con un cierre interno dispuesto para ser abierto perforando, cortando o desgarrando.
PDF original: ES-2440949_T3.pdf
Fragmento de la descripción:
Procedimiento para fabricar un envase y máquina envasadora La presente invención se refiere a un procedimiento para fabricar un envase y a una máquina envasadora.
Para la comercialización de productos tales como por ejemplo alimentos, éstos se envasan a menudo en envases que permiten una exposición higiénica y ópticamente atractiva.
Por el documento DE 10 2006 017 258 A1 se conoce un procedimiento para fabricar un envase en el que un recipiente se conforma en una banda de un primer material en forma de banda, a continuación se sella una tapa dentro de un contorno exterior del envase que se va a fabricar sobre el recipiente fabricado y el recipiente se recorta a lo largo del contorno exterior del envase que se va a fabricar y fuera de la tapa sellada a partir del primer material en forma de banda.
El documento DE 195 24 427 A1 describe un procedimiento y un dispositivo para fabricar un recipiente para bebidas. Con respecto al plano de una banda de láminas el recipiente se somete a una embutición profunda hacia abajo antes de que se coloque una tapa sobre el recipiente y se bloquea con el mismo.
El documento US 4.741.452 describe un envase por ejemplo para tartas con una tapa alta a modo de cúpula.
Además se conocen por ejemplo por el documento EP 1 939 098 A1 o el documento DE 699 16 275 T2 envases que presentan un denominado borde enrollable y habitualmente se sellan tras el llenado sobre una máquina de cierre de cuencos. Por tanto se llenan y a continuación se sellan cuencos ya fabricados listos. Además, envases de este tipo se dotan a menudo de una tapa tipo campana también producida fuera de la máquina de cierre de cuencos que debe garantizar la posibilidad de volver a cerrar los envases tras la apertura de la lámina sellada. Sin embargo, las tapas tipo campana convencionales sólo presentan un asiento muy suelto, de modo que ya durante el transporte del envase se produce a menudo una separación de la tapa tipo campana del envase. Para el consumidor resulta también desventajoso y molesto el asiento suelto de la tapa tipo campana a la hora de manipular el envase.
El objetivo de la presente invención es proporcionar un procedimiento mejorado para fabricar un envase así como una máquina envasadora mejorada que posibiliten producir envases que cumplan con los requisitos más elevados en cuanto a la manejabilidad y la óptica y que se puedan fabricar de manera económica.
El objetivo se soluciona mediante un procedimiento según la reivindicación 1 así como mediante una máquina envasadora según la reivindicación 7. Perfeccionamientos de la invención se indican en cada caso en las reivindicaciones dependientes.
Con el procedimiento según la invención y la máquina envasadora según la invención se pueden producir envases que mediante el asiento fijo de las tapas tipo campana sobre los recipientes se pueden manejar cómodamente y que presentan una forma configurada de manera ópticamente atractiva. De manera ventajosa la tapa tipo campana se une mediante varios puntos o tiras de sellado con la lámina inferior, esto es, con el recipiente anteriormente embutido a profundidad, para evitar una separación de la tapa tipo campana durante el transporte. Estas superficies de sellado relativamente pequeñas se pueden separar o romper con facilidad por parte del consumidor. Las protuberancias según la invención que están previstas tanto en la tapa tipo campana como en el recipiente garantizan además una posibilidad de volver cerrar de manera segura y precisa el envasado.
Una ventaja adicional de la máquina envasadora o del procedimiento según la invención es que la tapa tipo campana se produce económicamente y que se coloca directamente mediante la máquina envasadora. Por tanto no es necesaria una máquina adicional que produzca y coloque la tapa tipo campana. También se omite en este caso la problemática de interfaces y traspaso de envases y/o tapas fabricados a otras máquinas envasadoras que aparece en procedimientos convencionales.
Además, una ventaja existe en que con respecto a dispositivos y procedimientos en los que se sellan tapas sobre cavidades del envase o recipientes previamente fabricados no se debe realizar una colocación y un agrupamiento exactos de los recipientes, ya que la posición de los recipientes se controla por todo el trayecto de mecanizado. De este modo se pueden fabricar los envases de manera económica y en un espacio pequeño.
La individualización de los envases no se produce hasta el final del proceso de envasar y se garantiza un transporte fiable durante el proceso de envasar. El recorte de los envases a partir del material en forma de banda se puede realizar de manera exacta y justo en un contorno exterior conformado individualmente y establecido previamente, por lo que se pueden fabricar envases mecánicamente estables y ópticamente atractivas.
Características y conveniencias adicionales de la invención se obtienen a partir de la descripción de ejemplos de realización mediante los dibujos adjuntos. De las figuras muestran:
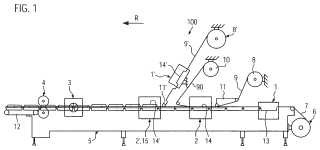
La figura 1, una vista lateral esquemática de una máquina envasadora;
La figura 2a, una vista en perspectiva esquemática de un recipiente fabricado según el procedimiento según la invención;
La figura 2b, una vista en perspectiva esquemática del recipiente con una primera tapa;
La figura 2c, una vista en perspectiva esquemática del recipiente con la primera tapa y una segunda tapa;
La figura 3a, una vista parcial esquemática de la zona de borde del recipiente y de la primera y segunda tapa en una primera forma de realización;
La figura 3b, una vista parcial esquemática de la zona de borde del recipiente y de la primera y segunda tapa en una segunda forma de realización;
La figura 4, una vista desde arriba esquemática de una estación de corte.
A continuación se describe en primer lugar una primera forma de realización de la presente invención con referencia a las figuras adjuntas.
La figura 1 muestra la vista lateral esquemática de una máquina envasadora 100. La máquina envasadora 100 presenta una primera estación de conformación 1, una primera estación de sellado 2, una segunda estación de conformación 1’, una segunda estación de sellado 2’, un dispositivo de corte transversal 3 y un dispositivo de corte longitudinal 4 que están dispuestos en este orden en una dirección de transporte R en un bastidor de máquina 5. En el lado de entrada se encuentra en el bastidor de máquina 5 un primer rodillo de alimentación 6 del que se desenrolla un primer material en forma de banda 7 o una primera lámina. Está previsto un segundo rodillo de alimentación 8 del que se desenrolla un segundo material en forma de banda 9 o una segunda lámina. Además está previsto un tercer rodillo de alimentación 8’ del que se desenrolla un tercer material en forma de banda 9’ o una tercera lámina. Tras la primera estación de sellado 2 está previsto un primer dispositivo de evacuación 10 en forma de un rodillo sobre el que se arrolla una rejilla de lámina residual 90 del segundo material en forma de banda 9 que queda tras la primera estación de sellado 2.
En la zona de la primera estación de sellado 2 está previsto además un primer dispositivo de transporte 11 con el que se transporta el segundo material en forma de banda 9 en un ciclo de trabajo principal al interior de la primera estación de sellado 2, se corta en la misma y se transporta la rejilla de lámina residual 90 de modo que sale de la primera estación de sellado 2. En la zona de la segunda estación de sellado 2’ está previsto un segundo dispositivo de transporte 11’ con el que se transporta el tercer material en forma de banda 9’ en un ciclo de trabajo principal al interior de la segunda estación de sellado 2’. Ambos dispositivos de transporte 11, 11’ se pueden realizar por ejemplo mediante cadenas o elementos de agarre dispuestos lateralmente o mediante cilindros de fricción. En el lado de salida está previsto en la máquina envasadora 100 un segundo dispositivo de evacuación 12 en forma de una cinta transportadora con el que se evacuan envases individualizados listos. Además la máquina envasadora 100 presenta un dispositivo de avance no representado que agarra lateralmente el primer material en forma de banda 7 y lo transporta posteriormente en el ciclo de trabajo principal a modo de ciclos en la dirección de transporte R. El dispositivo de avance (no mostrado) se puede realizar por ejemplo mediante cadenas transportadoras dispuestas lateralmente, elementos de agarre laterales o cilindros funcionales.
En la forma de realización representada la primera estación de conformación 1 y la segunda... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un envase con las etapas: Conformar un recipiente (13) en una banda de un primer material en forma de banda (7) mediante embutición profunda; Recortar una primera tapa (14) a partir de una banda de un segundo material en forma de banda (9) ; Sellar la primera tapa (14) sobre el recipiente (13) ; Conformar una segunda tapa (14’) en una banda de un tercer material en forma de banda (9’) mediante embutición profunda; Colocar la segunda tapa (14’) sobre el recipiente (13) ; y Recortar a continuación el recipiente (13) del primer material en forma de banda (7) , conformándose el borde (20, 21, 22) del recipiente (13) y el borde (20’, 21’, 22’) de la segunda tapa (14’) en una forma acodada o doblada hacia arriba con respecto al plano de lámina del respectivo material en forma de banda, recortándose la primera tapa (14) de tal modo del segundo material en forma de banda (9) que su contorno exterior discurre dentro del contorno exterior del recipiente (13) , y sellándose la segunda tapa (14’) parcialmente sobre el recipiente (13) mediante tiras de sellado discontinuas.
2. Procedimiento según la reivindicación 1, caracterizado porque el contorno exterior del recipiente (13) está definido mediante un tramo de borde (21) acodado o doblado hacia arriba con respecto al plano de lámina del primer material en forma de banda (7) y un tramo de borde (22) que sigue al mismo que discurre en el plano de lámina del primer material en forma de banda (7) .
3. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el borde (20, 21, 22) del recipiente (13) se conforma de modo que corresponde al borde (20’, 21’, 22’) de la tapa (14’) y puede alojar la tapa (14’) .
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque para la posibilidad de volver a cerrar el recipiente (13) se conforman primeros salientes (16) en el recipiente (13) y segundos salientes (17) en la segunda tapa (14’) , conformándose los salientes primeros y segundos (16, 17) con respecto al recipiente (13) preferiblemente de forma que ambos quedan dirigidos hacia dentro y/o de forma que ambos quedan dirigidos hacia fuera.
5. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque se coloca una segunda tapa (14’) ya recortada.
6. Máquina envasadora con una primera estación de conformación (1) para conformar recipientes (13) en un primer material en forma de banda
(7) mediante embutición profunda, una primera estación de sellado (2) para sellar la primera tapa (14) a partir de un segundo material en forma de banda (9) sobre el recipiente (13) ; una segunda estación de conformación (1’) para conformar segundas tapas (14’) en un tercer material en forma de banda (9’) mediante embutición profunda, una estación de colocación para colocar las segundas tapas (14’) sobre los recipientes (13) , una estación de corte (3, 4) que está configurada de modo que los recipientes (13) se pueden separar a lo largo del contorno exterior del envase que se va a fabricar del primer material en forma de banda (7) , pudiendo conformarse el borde (20, 21, 22) del recipiente (13) y el borde (20’, 21’, 22’) de la tapa (14’) en una forma acodada o doblada hacia arriba con respecto al plano de lámina del respectivo material en forma de banda,
estando prevista una estación de corte de tapa que está configurada de modo que el recorte de las primeras tapas
(14) a partir del segundo material en forma de banda (9) se realiza antes del sellado y dentro del contorno exterior de los recipientes (13) , estando previstas además una primera estación de sellado (2) y una segunda estación de sellado (2’) y estando configurada la segunda estación de sellado (2’) para sellar las segundas tapas (14’) parcialmente sobre los recipientes (13) mediante tiras de sellado discontinuas.
7. Máquina envasadora según la reivindicación 6, caracterizada porque para la posibilidad de volver a cerrar el recipiente (13) están conformados salientes (16, 17) en el recipiente (13) y en la segunda tapa (14’) , estando dirigidos preferiblemente ambos salientes (16, 17) hacia dentro y/o hacia fuera.
8. Máquina envasadora según una de las reivindicaciones 6 ó 7, caracterizada porque la estación de colocación está configurada de modo que el recorte de la segunda tapa (14’) se realiza antes de la colocación.
9. Máquina envasadora según una de las reivindicaciones 6 a 8, caracterizada porque está previsto un dispositivo de evacuación (10) por detrás de la primera estación de sellado (2) para alojar una rejilla residual (90) que queda del segundo y/o tercer material en forma de banda (9, 9’) .
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Máquina de envasado por embutición profunda y procedimiento para moldear una banda de lámina en elementos de cartón, del 11 de Marzo de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de moldeo , que comprende al menos una pieza inferior de herramienta de moldeo , […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]