PROCEDIMIENTO DE FABRICACIÓN DE UN TUBO METÁLICO RECUBIERTO INTERIORMENTE POR UN TUBO DE MATERIAL POLIMÉRICO Y TUBO ASÍ FABRICADO.
Procedimiento de fabricación de un tubo metálico recubierto interiormente de un tubo de material polimérico para su aplicación en cualquier instalación o sistema que requiera una alta resistencia a la corrosión y a la presión,
y tubo así fabricado, consistiendo dicho procedimiento en enfriar un tubo de material polimérico para contraerlo e introducirlo en el interior de un tubo metálico previamente tratado y recubierto con pintura epoxídica. El tubo metálico debe presentar un diámetro interior ligeramente inferior al diámetro exterior del tubo de polímero, de forma que al adquirir de nuevo la temperatura ambiente, el tubo de polímero ya introducido en el de metal queda fuertemente encajado y adherido, formando el recubrimiento interior del tubo metálico.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200902206.
Solicitante: BARRETO AVERO,MANUEL.
Nacionalidad solicitante: España.
Inventor/es: BARRETO AVERO,MANUEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C63/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 63/00 Revestimiento o recubrimiento, es decir, aplicando capas preformadas o recubrimientos de plásticos; Aparatos a este efecto (B29C 73/00 tiene prioridad; por soplado B29C 49/00; por termoformación B29C 51/00). › utilizando capas o recubrimientos tubulares.
- B32B1/08 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 1/00 Productos estratificados que tienen esencialmente una forma general que no sea plana. › Productos tubulares.
- B32B15/08 B32B […] › B32B 15/00 Productos estratificados compuestos esencialmente de metal. › de resina sintética.
Fragmento de la descripción:
Procedimiento de fabricación de un tubo metálico recubierto interiormente por un tubo de material polimérico y tubo así fabricado.
Sector técnico de la invención
La presente invención describe un procedimiento para la fabricación de un tubo metálico recubierto interiormente por un tubo de material polimérico para su uso en instalaciones o sistemas que requieran soportar altas presiones y resistencia a la corrosión como, por ejemplo, en desaladoras, en instalaciones químicas y petroquímicas, etc. Asimismo, la presente invención describe el tubo así fabricado.
Antecedentes de la invención
El tratamiento superficial de tubos metálicos, bien sea por su parte externa o interna, se ha realizado desde la antigüedad con diversos fines, especialmente la protección de los mismos frente a la agresión química y corrosión. Normalmente, este tratamiento superficial consiste en un recubrimiento con pintura altamente resistente. Sin embargo, a veces no es suficiente este recubrimiento, pues ciertas instalaciones o sistemas sometidos a agresiones químicas y a elevadas presiones o fluctuaciones de presión requieren tubos que presenten una gran resistencia no sólo química, sino también física.
Así, por ejemplo, en el procedimiento para la desalación de agua de mar, según el principio de ósmosis inversa, se hace circular, impulsado por una bomba de alta presión, una corriente de agua de mar pretratada por una instalación de ósmosis con membrana, donde se separa en agua pura sin presión y una solución con alto contenido en salmuera todavía a elevada presión, por lo que en este caso son necesarios conductos que resistan la agresión del agua del mar o de una solución con alto con tenido en salmuera, así como una elevada presión.
Estos conductos deben estar diseñados de forma apropiada para soportar las altas presiones a las que están sometidas y la agresión del agua del mar y concentrados de sales residuales.
Cuando se busca un tubo que resista altas presiones y al mismo tiempo sea resistente a las corrosiones del fluido que circula por él, sin duda se eligen metales o aleaciones adecuadas. En alta presión se emplea como material principal de los tubos el acero inoxidable de alta calidad y de aleaciones muy específicas, que soporta la agresividad y las presiones. Actualmente, se está derivando el consumo hacia el titanio, por ser mucho más resistente a las complejas corrosiones de las que son vulnerables los aceros inoxidables.
Por otra parte, la gran diferencia de precio entre los aceros inoxidables de muy alta calidad empleados en desalación y el acero al carbono que no resiste los ataques del agua del mar ni siquiera las del agua potable, hace que se estén buscando soluciones alternativas con aceros protegidos con pinturas muy resistentes como las epoxídicas o recubrimientos experimentales de polímeros fundidos o proyectados dentro del interior del tubo. Hasta ahora los resultados no son del todo satisfactorios, porque los espesores en proyecciones y aspersiones o espolvoreados de pinturas epoxídicas con polimerización en hornos solo son de mieras o como mucho décimas de milímetros, por lo que el éxito de la protección queda a expensas de la resistencia del epoxi o polímero proyectado. Solo para agua potable ya es un problema, pero si lo incrementamos con la agresividad de productos químicos o concentrado salinos, el problema es bastante mas grave y hasta ahora no ha sido resuelto.
Para los sistemas de desalación en baja presión, se usan tubos de polímeros resistentes al agua del mar como son los cloruros de polivinilo (PVC), el polipropileno (PP) o bien polietileno de alta densidad (PEAD) que ofrece mejores resultados.
Históricamente ha existido siempre un problema con los polímeros, y es su escaso rango de temperatura de trabajo. El que resiste temperaturas altas, no vale para bajas porque se convierte en un material tremendamente quebradizo y el que no resiste temperaturas altas es ya de por sí muy blando a temperatura ambiente. A temperaturas muy bajas, del orden de los -50ºC, rompen casi todos los polímetros, o se hacen inadecuados para trabajar en esas condicio-nes.
Sin embargo, la tecnología de los polímeros ha avanzado tanto en las ultimas décadas que existen ya algunos de ellos capaces de resistir temperaturas criogénicas de -196ºC, hasta el punto de emplearse como simples recipientes o bolsas para almacenar productos de este rango de temperaturas. Uno de estos polímetros, es el polietileno (PE) y mejor aún el polietileno de alta densidad (PEAD), entre otros.
No se conocen hasta el momento tubos de acero al carbono recubiertos interiormente con pinturas o recubrimientos que resistan los millones de estiramientos y compresiones alternativas a las que se pueden ver sometida una cámara isobárica para desalación en ósmosis inversa en un solo año de vida. Las grandes fluctuaciones de presión dan lugar a fisuras y grietas en los tubos recubiertos de pintura que les hacen inservibles.
Por ello, la presente invención tiene por objeto proporcionar un procedimiento para la fabricación de un tubo metálico, de acero al carbono, recubierto interiormente por otro tubo de material polimérico de igual, menor o mayor espesor que el tubo metálico, para su aplicación en cualquier instalación que lo requiera como, por ejemplo, las desaladoras, las industrias químicas o refinerías de petróleos. El tubo obtenido, recubierto interiormente, presenta una gran resistencia a la presión y a las corrosiones salinas o disolventes y ácidos.
Descripción de la invención
El procedimiento para la fabricación de un tubo metálico recubierto interiormente por un tubo de material polimérico para su aplicación en desalación consiste, en primer lugar, en el acondicionamiento del tubo metálico, para lo cual el tubo, adecuadamente mecanizado en sus extremos con sus bridas de acoples del sistema que convenga, se limpia, desengrasa y se le da un tratamiento de wash-primer, seguido de una imprimación o un recubrimiento de pintura epoxídica. El recubrimiento de pintura se deja polimerizar, con o sin calor, dependiendo del sistema. La protección interna no tiene que ser de mucho espesor, es más importante la protección externa, ya que interiormente se va a recubrir con un tubo de polímero que quedará comprimido contra la pared del tubo de acero al carbono.
Como material metálico se usa preferiblemente acero al carbono o de acero galvanizado, o inoxidables de baja calidad.
A continuación se lleva a cabo el recubrimiento interior del tubo metálico, usando, para dicho recubrimiento, un tubo de polímero. El material polimérico debe ser altamente resistente a la presión y al agua del mar o al producto químico para el que esté diseñado y sobretodo que resista bien las bajas temperaturas.
El tubo de polímero se enfría inicialmente con objeto de contraerle y reducir su diámetro, para ello se puede usar cualquier máquina frigorífica que de una temperatura por debajo de 0ºC lo suficientemente baja para conseguir la contracción adecuada, pero un procedimiento industrial que resulta rentable para bajar la temperatura de forma considerable, hasta el extremo de que se emplea en la congelación de alimentos, es sumergir la pieza en una bañera de nitrógeno líquido (-196ºC). La bañera puede ser horizontal con doble pared al vacío como aislante o también puede ser de forma tubular y vertical con la boca superior abierta.
Como material polimérico se usa preferiblemente polietileno de alta densidad (PEAD), por ser éste un polímero que soporta, sin romperse, la temperatura de la nieve carbónica o hielo seco (-79ºC) y del nitrógeno líquido (-196ºC).
Los diámetros internos del tubo metálico y externo del tubo de polímero se deberán diferenciar en un valor por encima un 1%, siendo siempre mayor el diámetro externo del tubo polimérico.
El coeficiente de dilatación del polietileno es 2,2.10-4 y el del acero 10.10-6, es decir, que es del orden de 22 veces mayor el del polímero que el del acero.
La dilatación de un tubo en diámetro, por la gran relación que hay del diámetro al espesor, se puede considerar, una dilatación lineal de la circunferencia.
La variación del diámetro (D) con la temperatura (T) puede expresarse como:
Donde K es el coeficiente de dilatación...
Reivindicaciones:
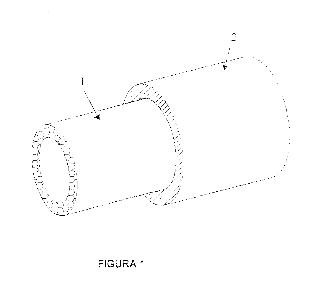
1. Procedimiento para la fabricación de un tubo metálico recubierto interiormente por un tubo de material polimérico (3) caracterizado porque partiendo de un tubo de material polimérico (1) y un tubo metálico (2), siendo el diámetro interno del tubo metálico (2) menor que el diámetro externo del tubo polimérico comprende las siguientes etapas:
2. Procedimiento según la reivindicación 1 caracterizado porque el tubo metálico (2) es de acero al carbono.
3. Procedimiento según la reivindicación 1 caracterizado porque el tubo metálico (2) es de acero galvanizado.
4. Procedimiento según la reivindicación 1 caracterizado porque el tubo de material polimérico es de polietileno de alta densidad.
5. Procedimiento según las reivindicaciones 1 caracterizado porque el diámetro exterior del tubo de polímero es superior al diámetro interior del tubo metálico (2) en un valor superior al 1%.
6. Procedimiento según reivindicación 1 caracterizado porque el tubo de polímero contraído (1) se introduce en el tubo metálico (2) de forma vertical, dejándolo descender dentro del tubo metálico (2).
7. Procedimiento según reivindicación 1 caracterizado porque el tubo de polímero contraído (1) se introduce en el tubo metálico (2) de forma horizontal, guiado por unos carriles horizontales y empujado por una cadena sinfín, una correa dentada, un cable de acero, un pistón neumático o cualquier tipo de mecanismo de tracción.
8. Procedimiento según reivindicación 1 caracterizado porque el tubo de polímero es más largo que el tubo metálico (2) con el fin de refrentar las cabezas y dejarlas a faz una vez que el tubo de polímero (1) está introducido en el metálico (2).
9. Procedimiento según reivindicación 1 caracterizado porque el tubo de polímero tiene un espesor igual, mayor o menor que el espesor del tubo metálico.
10. Tubo metálico recubierto interiormente por otro tubo de material polimérico caracterizado porque se ha fabricado siguiendo el procedimiento descrito en la reivindicación primera.
11. Tubo metálico recubierto interiormente por otro tubo de material polimérico según reivindicación 10 caracterizado porque el material polimérico es polietileno de alta densidad.
12. Tubo metálico recubierto interiormente por otro tubo de material polimérico según reivindicación 10 caracterizado porque el material del tubo metálico es acero al carbono.
13. Cámara isobárica para desaladoras de ósmosis inversa caracterizada porque comprende un tubo metálico como el descrito en la reivindicación 10.
Patentes similares o relacionadas:
Material compuesto, del 22 de Julio de 2020, de GE Oil & Gas UK Limited: Un material compuesto para usar en un cuerpo de tubería flexible para transportar fluidos de producción, dicho material compuesto comprende: una primera […]
Tubería de riego biodegradable, del 15 de Julio de 2020, de NETAFIM LTD: Una tubería de riego que tiene una pared que comprende: una capa central formada a partir de un material biodegradable compostable de acuerdo […]
Conducto de aire comprimido flexible de varias capas, del 24 de Junio de 2020, de EMS-PATENT AG: Conducto de plástico compuesto por tres capas, una capa interior que linda con el espacio interior , una capa central que linda directamente con la capa interior […]
Película sellante de polietileno con alta resistencia y empaque usando la misma, del 3 de Junio de 2020, de HOSOKAWA YOKO CO., LTD.: Un procedimiento de producción de una película sellante multicapa de polietileno que comprende la coextrusión y el estiramiento de una capa sellante que comprende […]
Manguera de revestimiento para el saneamiento de sistemas de tubería de conducción de fluidos, del 3 de Junio de 2020, de RelineEurope AG: Uso de al menos una lámina interior tubular sin costuras en una manguera de revestimiento con al menos una capa curable aplicada directa o indirectamente […]
Polímeros con procesabilidad mejorada para aplicaciones de tuberías, del 13 de Mayo de 2020, de CHEVRON PHILLIPS CHEMICAL COMPANY LP: Un copolímero de polietileno catalizado por metaloceno reticulado que tiene un componente de mayor peso molecular (HMW) y un componente de menor […]
Tubo multicapas para uso médico y bolsa de infusión médica, del 13 de Mayo de 2020, de HOSOKAWA YOKO CO., LTD.: Un tubo multicapas para uso medico que se usa como un puerto de tubo y esta soldado a un cuerpo de la bolsa de una bolsa de infusion medica a traves […]
Material de acero y tubo de acero para pozos de petróleo, del 13 de Mayo de 2020, de NIPPON STEEL CORPORATION: Un material de acero que comprende una composición química que consiste en, en % en masa, C: más de 0,45 a 0,65 %, Si: 0,10 a 1,0 […]