Procedimiento de fabricación de un tubo de cobre de múltiples canales, y aparato de fabricación del tubo.
Un procedimiento de fabricación de un tubo (83) de múltiples canales que incorpora una pluralidad de canales
(28) dispuestos en paralelo,
el cual incluye la etapa de la introducción de cobre fundido dentro de un molde (22) de porción hueca, para formar el tubo (83) de múltiples canales que presenta la pluralidad de canales (28) por colada continua.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2007/074590.
Solicitante: CTA TECHNOLOGY (PROPRIETARY) LIMITED.
Nacionalidad solicitante: Sudáfrica.
Dirección: 36 HOSPITAL STREET CLEVELAND JOHANNESBURG GAUTENG 2094 AFRICA DEL SUR.
Inventor/es: MACHET,DAVID, DA CRUZ,ANTONIO RODRIGUES, ZISERMAN,VLADIMIR SHOILOVICH, TAKAGI,KENICHI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22D11/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C).
- B22D11/04 B22D […] › B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C). › en moldes sin fondo (B22D 11/06, B22D 11/07 tienen prioridad; instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote, B22D 11/14).
- B22D11/055 B22D 11/00 […] › Enfriamiento de los moldes.
- B22D11/12 B22D 11/00 […] › Accesorios para el tratamiento ulterior o trabajo de las barras coladas in situ (laminado inmediatamente después de la colada continua B21B 1/46, B21B 13/22).
- F28F1/02 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F28 INTERCAMBIO DE CALOR EN GENERAL. › F28F PARTES CONSTITUTIVAS DE APLICACION GENERAL DE LOS APARATOS INTERCAMBIADORES O DE TRANSFERENCIA DE CALOR (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; purgadores de agua o aire, ventilación F16). › F28F 1/00 Elementos tubulares; Conjuntos de elementos tubulares (especialmente adaptados para el movimiento F28F 5/00). › Elementos tubulares de sección transversal no circular (F28F 1/08, F28F 1/10 tienen prioridad).
- F28F21/08 F28F […] › F28F 21/00 Estructura de los aparatos intercambiadores de calor caracterizada por el empleo de materiales específicos. › de metal.
PDF original: ES-2390372_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de un tubo de cobre de múltiples canales, y aparato de fabricación del tubo
Campo técnico
La presente invención se refiere a la fabricación de un tubo de cobre. Más concretamente, la invención proporciona un procedimiento de fabricación de un tubo de cobre de múltiples canales. Se refiere, así mismo, a un aparato para su uso en la fabricación de un tubo de cobre de múltiples canales. Así mismo, se refiere a un aparato de estiramiento del tubo. Se refiere, así mismo, a un tubo de cobre de múltiples canales.
La prioridad se reivindica en base a la Solicitud de Patente Provisional sudafricana No. 2006/10521, depositada el 14 de diciembre de 2006.
Técnica antecedente
Un tubo de canales múltiples es utilizado en numerosas aplicaciones. Una aplicación tiene lugar en la refrigeración de componentes electrónicos en los cuales se utiliza un tubo de aluminio de múltiples canales para transportar el refrigerante. En virtud de sus propiedades superiores de transferencia de calor, sería preferente utilizar cobre en dichas aplicaciones. Sin embargo, se tropieza con determinadas dificultades al intentar fabricar en cobre el tubo de múltiples canales.
Constituye un objetivo de la presente invención proporcionar unos medios que los Inventores creen que mitigarán, al menos, este problema.
En el contexto de la presente memoria descriptiva, el término “cobre” se entenderá que incluye tanto cobre como aleaciones de cobre.
Divulgación de la invención
De acuerdo con un aspecto de la invención, se proporciona un procedimiento de fabricación de un tubo de múltiples canales que incorpora una pluralidad de tubos paralelos el cual incluye la etapa de introducir cobre fundido dentro de un molde de porción hueca para formar el tubo por colada continua.
Más en concreto, el procedimiento puede incluir el suministro de cobre fundido desde un crisol hasta un conjunto de moldes para formar el tubo de múltiples canales, incluyendo el conjunto de moldes una porción hueca que presenta una superficie interior conformada como el perfil de múltiples canales, unos punzones, los cuales son insertados dentro de la porción hueca desde un extremo de entrada de la porción hueca para definir un espacio entre la superficie interior de la porción hueca y cada uno de los punzones, y un paso de introducción el cual está dispuesto entre el crisol y el espacio y que está dispuesto para introducir el cobre fundido desde el crisol hasta el espacio, siendo el cobre fundido suministrado desde el crisol hasta el espacio existente dentro del conjunto de modelos a través del paso de introducción y solidificándose a medida que pasa a través de la porción hueca.
El procedimiento de fabricación de un tubo de múltiples canales de la presente invención puede, así mismo, incluir: el suministro por gravedad del cobre fundido desde el crisol hasta el espacio existente dentro del conjunto de moldes.
El procedimiento de fabricación del tubo de múltiples canales de la presente invención puede, así mismo, incluir: la retirada del tubo de múltiples canales colado del conjunto de moldes.
La porción hueca puede presentar un extremo de entrada a través del cual el cobre fundido es introducido en el molde de porción hueca y un extremo de salida. El procedimiento puede incluir la etapa previa de inserción de una extensión de un tubo de partida dentro del extremo de salida de la porción hueca a lo largo en parte de la extensión de la porción hueca, la introducción del cobre fundido en el extremo de entrada de la porción hueca, la admisión del cobre fundido para que se una con el tubo de partida y se solidifique, y el estiramiento del tubo de partida de la porción hueca hasta una longitud predeterminada o de manera continua, la introducción de más cobre fundido, dentro de la porción hueca dejando que se una con el tubo formado con anterioridad y se solidifique y el estiramiento del tubo de múltiples canales sacándolo del molde de porción hueca de forma continua.
El procedimiento puede incluir la refrigeración del molde de porción hueca. La refrigeración del molde de porción hueca puede incluir la porción de refrigerante dentro de los taladros de refrigeración los cuales se extienden por el interior del molde de porción hueca desde su extremo de salida a lo largo de parte de su extensión. La profundidad a la cual el refrigerante es introducido en el molde de porción hueca y, por tanto, la posición dentro del molde de porción hueca a la cual se solidifica el molde fundido puede ser ajustable. Ello permite que se ajuste el punto de solidificación para compensar el desgaste del conjunto de moldes potenciando con ello al máximo la duración del conjunto de moldes.
El procedimiento puede incluir el estiramiento del tubo de múltiples canales colado a través de uno o más moldes con el fin de obtener el grosor de pared deseado.
El estiramiento del tubo de múltiples canales puede implicar la utilización de mandriles fijos.
En su lugar, en al menos una operación de estiramiento, el procedimiento puede incluir la utilización de mandriles flotantes. El procedimiento puede incluir la evitación de la revolución de los mandriles flotantes. En una forma de realización de la invención, el procedimiento puede incluir la utilización de mandriles no circulares. En su lugar, el procedimiento puede incluir la utilización de mandriles circulares.
El procedimiento puede incluir el recocido del tubo de múltiples canales. el recocido del tubo de múltiples canales puede incluir el paso del tubo a través de un horno.
De acuerdo con otro aspecto de la invención se proporciona un aparato de fabricación de un tubo de múltiples canales que incorpora una pluralidad de canales paralelos, aparato que incluye: un crisol; y un conjunto de moldes para formar el tubo de múltiples canales a partir del cobre fundido suministrado desde elcrisol, incluyendo el conjunto de moldes: una porción hueca que presenta una superficie interior conformada como el perfil del tubo de múltiples canales; unos punzones los cuales son insertados dentro de la porción hueca desde un extremo de entrada de la porción hueca para definir un espacio entre la superficie interior de la porción hueca y cada uno de los punzones; y un paso de introducción el cual está dispuesto entre el crisol y el espacio, y que está configurado para introducir el cobre fundido desde el crisol hasta el espacio, siendo el cobre fundido suministrado desde el crisol hasta el espacio existente dentro del conjunto de moldes a través del paso de introducción para que se solidifique a medida que pasa a través de la porción hueca.
En el aparato de fabricación de un tubo de múltiples canales de la presente invención, el conjunto de moldes puede incluir: un molde de porción hueca en el cual está formada la porción hueca; un soporte de los punzones que soporta los punzones y que define una cavidad de introducción la cual hace pasar el cobre fundido que va a ser suministrado desde el crisol hasta el espacio existente entre los punzones y el molde con la porción hueca; y un molde intermedio el cual está dispuesto entre el crisol y el soporte de los punzones, estando conformado un primer paso de introducción dentro del molde intermedio y estando conformados unos segundos pasos de introducción dentro del soporte de los punzones, siendo el cobre fundido situado en el crisol introducido en el espacio a través del paso de introducción compuesto por los primero y segundo pasos de introducción, y la cavidad de introducción.
En el aparato de fabricación de un tubo de múltiples canales de la presente invención, el molde de porción hueca puede contener unos taladros de refrigeración ciegos, incluyendo el aparato unos elementos de refrigeración que pueden ser respectivamente insertados dentro de los taladros de refrigeración para la refrigeración del cobre fundido. La profundidad de la inserción de cada uno de los elementos de refrigeración puede ser variable.
En el aparato de fabricación de un tubo de múltiples canales de la presente invención cada uno de los canales de refrigeración puede estar conformado dentro del molde con la porción hueca, estando los taladros dispuestos alrededor de la porción hueca y extendiéndose en paralelo con ésta.
El aparato de fabricación de un tubo de múltiples canales de la presente invención... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de fabricación de un tubo (83) de múltiples canales que incorpora una pluralidad de canales
(28) dispuestos en paralelo, el cual incluye la etapa de la introducción de cobre fundido dentro de un molde (22) de porción hueca, para formar el tubo (83) de múltiples canales que presenta la pluralidad de canales (28) por colada continua.
2. Un procedimiento de acuerdo con la reivindicación 1, procedimiento que incluye: el suministro de cobre fundido desde un crisol (16) hasta un conjunto (18) de moldes para formar el tubo (83) de múltiples canales, incluyendo el conjunto (18) de moldes una porción hueca que presenta una superficie conformada como el perfil del tubo (83) de múltiples canales, unos punzones los cuales están insertados dentro de la porción hueca a partir de una entrada de la porción hueca para definir un espacio entre la superficie interior de la porción hueca y cada uno de los punzones, y un paso de introducción, el cual está dispuesto entre el crisol (16) y el espacio, y el cual está destinado a la introducción del cobre fundido desde el crisol (16) hasta el espacio, siendo suministrado el cobre fundido desde el crisol (16) hasta el espacio existente dentro del conjunto (18) de moldes a través del paso de introducción y solidificándose a medida que pasa a través de la porción hueca.
3. Un procedimiento de acuerdo con la reivindicación 2, el cual incluye el suministro por gravedad de cobre fundido desde el crisol (16) hasta el espacio existente dentro del conjunto (18) de moldes.
4. Un procedimiento de acuerdo con las reivindicaciones 2 o 3, el cual incluye la retirada del tubo (83) de múltiples canales colado del conjunto (18) de moldes.
5. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones 2 a 4 inclusive, en el cual la porción hueca presenta un extremo de entrada a través del cual es introducido el cobre fundido al interior del molde (22) de porción hueca y un extremo de salida, incluyendo el procedimiento la etapa previa de la inserción de una longitud de un tubo de partida dentro del extremo de salida de la porción hueca a lo largo en parte de la longitud de la porción hueca, la introducción del cobre fundido en el extremo de entrada de la porción hueca, la permisión del cobre fundido para que se una con el tubo de partida y se solidifique y el estiramiento del tubo de partida para que salga de la porción hueca hasta una longitud predeterminada o de manera continua, la introducción de más cobre fundido dentro de la porción hueca permitiendo que se una con el tubo previamente formado y se solidifique y el estiramiento del tubo (83) de múltiples canales para que salga del molde (22) con la porción hueca de una forma continua.
6. Un procedimiento de acuerdo con la reivindicación 5, el cual incluye la refrigeración de al menos parte del molde
(22) de porción hueca, en el que, de modo preferente, el procedimiento incluye la introducción de un refrigerante dentro de unos taladros (30) de refrigeración los cuales se extienden por el interior del molde (22) de porción hueca desde su extremo de salida a lo largo de una parte de su extensión, y en el que
de modo preferente, puede ser ajustada la profundidad a la cual el refrigerante es introducido en el molde (22) de porción hueca y, por tanto, la posición dentro del molde (22) de porción hueca en la cual se solidifica el molde fundido.
7. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 6, el cual incluye el estiramiento del tubo (83) de múltiples canales colado a través de uno o más moldes (22) con el fin de obtener el grosor de pared deseado, en el que
de modo preferente, se utilizan mandriles fijos o flotantes.
8. Un procedimiento de acuerdo con la reivindicación 7, en el que el procedimiento incluye la utilización de mandriles flotantes, en el que
de modo preferente, el procedimiento incluye la evitación de la revolución de los mandriles flotantes y en el que si el procedimiento incluye la evitación de la revolución de los mandriles flotantes, y en el que
de modo preferente, el procedimiento incluye el uso de mandriles no circulares.
9. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 8, el cual incluye el recocido del tubo
(83) de múltiples canales.
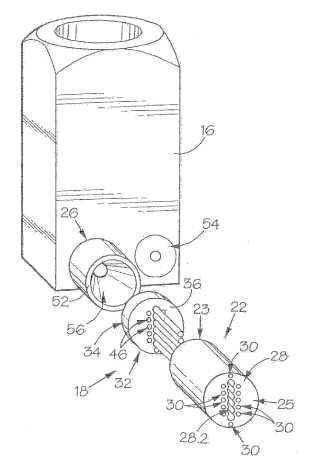
10. Un aparato de colada continua de un tubo (83) de múltiples canales que incorpora una pluralidad de canales paralelos, aparato que incluye: un crisol (16) ; un conjunto (18) de moldes para formar el tubo (83) de múltiples canales a partir del cobre fundido suministrado desde el crisol (16) , incluyendo el conjunto (18) de moldes: una porción hueca (28) que presenta una superficie inferior conformada como el perfil del tubo (83) de múltiples canales; unos punzones (38) los cuales son insertados dentro de la porción hueca (28) desde un extremo de entrada (28.1) de la porción hueca (28) para definir un espacio entre la superficie interior de la porción hueca (28) y cada uno de los punzones (38) ; y un paso de introducción el cual está dispuesto entre el crisol (16) y el espacio, y está configurado para introducir el cobre fundido desde el crisol (16) hasta el espacio, siendo suministrado el cobre fundido desde el crisol (16) hasta el espacio existente dentro del conjunto (18) de moldes a través del paso de introducción para que se solidifique a medida que pasa a través de la porción hueca (28) .
11. Un aparato de colada continua de acuerdo con la reivindicación 10, en el que el conjunto (18) de moldes incluye: un molde de porción hueca dentro del cual se forma la porción hueca (28) ; un soporte (24) de los punzones que soporta los punzones (38) y que define una cavidad (44) de introducción la cual hace pasar el cobre fundido que va a ser suministrado desde el crisol (16) hasta el espacio existente entre los punzones (38) y el molde (22) de porción hueca; y un molde intermedio el cual está dispuesto entre el crisol (16) y el soporte (24) de los punzones, estando un primer paso de introducción conformado dentro del molde intermedio y estando un segundo paso de introducción formado dentro del soporte (24) de los punzones, siendo el cobre fundido dispuesto dentro del crisol
(16) introducido en el espacio a través del paso de introducción compuesto por los primero y segundo pasos de introducción, y a la cavidad (44) de introducción.
12. Un aparato de acuerdo con las reivindicaciones 10 u 11, en el que el molde de porción hueca contiene unos taladros ciegos (30) de refrigeración,
estando cada uno de los taladros (30) de refrigeración formados, de manera preferente dentro del molde (22) con la porción hueca, estando los taladros (30) dispuestos alrededor de la porción hueca y extendiéndose en paralelo con ésta, e
incluyendo el aparato unos instrumentos de refrigeración los cuales pueden ser insertados, respectivamente, dentro de los taladros (30) de refrigeración para la refrigeración del cobre fundido.
13. Un aparato de colada continua de acuerdo con una cualquiera de las reivindicaciones 10 a 12 inclusive, el cual incluye un dispositivo de retirada configurado para retirar el tubo (83) de múltiples canales del conjunto (18) de moldes.
14. Un aparato de colada continua de acuerdo con una cualquiera de las reivindicaciones 10 a 13 inclusive, en el que la separación entre cada uno de los punzones (38) disminuye hacia sus puntas o extremos libres.
15. Un aparato de colada continua de acuerdo con una cualquiera de las reivindicaciones 10 a 14, en el que está formada dentro del conjunto (18) de moldes una bolsa de aire la cual divide el conjunto (18) de moldes en un área de alta temperatura y un área de baja temperatura.
16. Un aparato de colada continua de acuerdo con la reivindicación 10, en el que el aparato incluye:
un molde (22) de porción hueca que define la porción hueca (28) la cual presenta el extremo de entrada
(28.1) y un extremo de salida (28.2) ; y un soporte (24) de los punzones que presenta un cuerpo del cual sobresale una pluralidad de punzones (38) , pudiendo ser alojados los punzones (38) de forma holgada dentro del extremo de entrada (28.1) de la porción hueca (28) , de forma que se extiendan en parte a lo largo de la extensión de la porción hueca (28) , estando el cuerpo configurado para apoyarse de forma estanca contra un extremo del molde de porción hueca y definir, junto con el molde de porción hueca, una cavidad (44) de introducción la cual está en comunicación de fluido con el extremo de entrada (28.1) de la porción hueca (28) y extendiéndose el paso de introducción a través del cuerpo en comunicación de fluido con la cavidad (44) de introducción, por medio de lo cual el cobre fundido puede ser introducido en la cavidad (44) de introducción, en el que el aparato, que incluye, de modo preferente, una pluralidad de pasos de introducción paralelos se extiende a través del cuerpo para permitir que el cobre fundido sea introducido en la cavidad (44) de introducción.
17. Un aparato de colada continua de acuerdo con la reivindicación 16, en el que el aparato incluye, de modo preferente, la pluralidad de pasos de introducción paralelos se extiende a través del cuerpo para permitir que el cobre fundido sea introducido en la cavidad (44) de introducción, el molde (22) de porción hueca incluye una pluralidad de taladros (30) de refrigeración los cuales se extienden en sentido longitudinal por dentro del molde (22) de porción hueca desde el extremo de salida (28.2) a lo largo de parte de su extensión, estando los taladros (30) de refrigeración dispuestos alrededor de la porción hueca (28) , en el que, de modo preferente, los taladros (30) de refrigeración son taladros ciegos, los cuales se extienden en paralelo con la porción hueca (28) .
Patentes similares o relacionadas:
Dispositivo de protección frente a salpicaduras de soldadura con un sistema de limpieza integrado, y método de limpieza de dicho dispositivo, del 27 de Mayo de 2020, de DANIELI & C. OFFICINE MECCANICHE S.P.A.: Dispositivo de pantalla para salpicaduras de soldadura para la protección de salpicaduras inducidas por un sistema de soldadura de palanquillas, definiendo el […]
Aleación de núcleo de chapa de soldadura fuerte para intercambiador de calor, del 29 de Abril de 2020, de NOVELIS, INC.: Chapa metálica multicapa, que comprende: una capa de núcleo de aleación que contiene aluminio que comprende hasta un 0,25% de Si, hasta un 0,25% de Fe, de un 0,5 […]
Chapa de acero laminada en caliente y método de producción de la misma, del 22 de Abril de 2020, de NIPPON STEEL CORPORATION: Una chapa de acero laminada en caliente que comprende, como composición química, en % en masa: C: del 0,02 % al 0,10 %, Si: del 0,005 % al 0,1 %, Mn: del […]
Cinta de aleación amorfa ferromagnética con salientes superficiales reducidos, método de colado y aplicación de los mismos, del 1 de Abril de 2020, de METGLAS, INC.: Una cinta de aleación amorfa ferromagnética, que comprende: una aleación que tiene una composición representada por FeaSibBcCd, donde 80,5 ≤ […]
Lámina de acero para tratamiento térmico, del 12 de Febrero de 2020, de NIPPON STEEL CORPORATION: Una lámina de acero para tratamiento térmico que tiene una composición química que comprende, en % en masa: C: 0,05 a 0,50 %; Si: 0,50 a […]
Refinado de grano por ultrasonidos, del 15 de Enero de 2020, de Hans Tech, LLC: Un dispositivo de procesamiento de metal fundido que comprende: una estructura de contención de metal fundido para la recepción y transporte de metal fundido a lo largo […]
Equipo para colada continua o semicontinua de metal con disposición de llenado de metal mejorada, del 8 de Enero de 2020, de NORSK HYDRO ASA: Un aparato para colada continua o semicontinua de metal a baja presión, en particular colada con enfriamiento directo (ED), de objetos alargados […]
Lámina de acero para latas y método de fabricación de las mismas, del 11 de Diciembre de 2019, de JFE STEEL CORPORATION: Una placa de acero para latas que comprende: igual o menor que 0.0030% en masa de C; igual o menor que 0.02% en masa de Si; 0.05% […]