PROCEDIMIENTO DE FABRICACIÓN DE TUBERÍA CORRUGADA TRICAPA, CABEZAL EN LA FABRICACIÓN Y LA TUBERÍA ASÍ OBTENIDA.
Procedimiento de fabricación de una tubería corrugada tricapa que parte un conjunto formado por una capa central corrugada dispuesta sobre una capa lisa y cilíndrica a la que se le aplica una tercera capa mediante un cabezal de extrusión que de manera uniforme aplica una tercera capa sobre las crestas de la capa central corrugada,
siendo posible la regulación del grosor de la tercera capa, procediendo a continuación a realizar una abocardado en al menos unos de los extremos libres con objeto que permite una unión estanca entre tramos de tubería, contando con un primer inclinado al que le sigue un tramo horizontal y finalmente un regruesamiento en el que se define en la parte interior un alojamiento para una junta elastomérica.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/ES2007/070092.
Solicitante: URALITA SISTEMAS DE TUBERIAS, S.A..
Nacionalidad solicitante: España.
Inventor/es: GONZALEZ GOMEZ, CONSTANTINO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C47/02
- B29C57/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 57/00 Conformación de extremos de tubos, p. ej. formación de rebordes, ensanches o cierres; Aparatos a este efecto. › Ensanche o agrandamiento, p. ej. combinado con la formación de una ranura.
- F16L9/12 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 9/00 Tubos rígidos. › de plástico con o sin armadura (F16L 9/16 - F16L 9/22 tienen prioridad).
Fragmento de la descripción:
Procedimiento de fabricación de tubería corrugada tricapa, cabezal en la fabricación y la tubería así obtenida. Objeto de la invención
Es objeto de la presente invención tanto el procedimiento de fabricación de una tubería corrugada tricapa, como el cabezal empleado en la fabricación de la capa exterior de la tubería así como la tubería obtenida mediante el presente procedimiento como.
Caracteriza a la presente invención las etapas propias de fabricación de la tubería corrugada tricapa y de manera particular la forma y materiales empleados en la disposición de una tercera capa, que sería la exterior del conjunto, así como el proceso posterior de abocardado que tiene lugar sobre el extremo del tubo.
También caracteriza a la presente invención la especial configuración y diseño del cabezal empleado en la fabricación de capa exterior de la tubería corrugada tricapa.
Por lo tanto, la presente invención se circunscribe dentro del ámbito de las tuberías estructuradas y de manera más precisa dentro de las tuberías corrugadas tricapas. Antecedentes de la invención
En el sector de la técnica de la presente invención, son conocidas las tuberías corrugadas, algunas de ellas como el tipo de tuberías mostradas en la patente EP 385465 si bien se muestra una tubería corrugada, no es una tubería tricapa, además está formada por una serie de conjuntos alveolares emergidos de una superficie plana dispuesta en la base.
En otros casos se conocen tuberías corrugadas tricapa, que están formadas por una capa central y corrugada con cualquier diseño, dispuesta entre una capa inferior que sería la interior de la tubería, capa que es lisa y cilíndrica, y entre una capa exterior que sería la capa exterior de la tubería, también lisa y cilíndrica.
Sin embargo, estas tuberías corrugadas tricapas, emplean como material para todas las capas polietileno, que si bien sirve para cubrir las necesidades para las que se emplea la tubería, no cubre de manera satisfactoria todas las situaciones y requerimientos a los que pudiera estar sometida la tubería.
Por otro lado, en el procedimiento de fabricación de las tuberías tricapas actualmente existentes, la fabricación de la tercera capa no se realiza mediante un cabezal de extrusión que aplica dicha tercera capa directamente sobre el alma corrugada de la tubería.
Otra dificultad presente en el procedimiento de fabricación existente, es la ausencia de operación alguna de abocardado de los extremos de las tuberías una vez obtenidas con un diseño concreto que permite realizar la conexión entre tramos de tuberías corrugadas tricapas de una manera, fácil sencilla y eficaz.
Por lo tanto, es objeto de la presente invención superar los inconvenientes derivados del procedimiento de fabricación existente hasta el momento en la fabricación de tuberías corrugadas tricapas, mejorando las etapas que se precisan, los materiales empleados en la fabricación así como la maquinaria precisa para dicho fin. Descripción de la invención
La presente invención tiene por objetivo un procedimiento de fabricación de una tubería corrugada tricapa, así como los medios empleados en la fabricación de dicha tubería, y la tubería obtenida por el procedimiento y los medios descritos.
El procedimiento de fabricación de una tubería corrugada tricapa, partiría de un conjunto base formado una capa corrugada central dispuesta sobre una capa inferior o base, que es lisa y cilíndrica y conforma la cara interior de la tubería final, y constaría de las siguientes etapas:
- A dicho conjunto base se la hace pasar por un cabezal de extrusión que aplica la tercera capa que apoyaría sobre las crestas de la capa central o alma.
- Abocardado de al menos un extremo de la tubería que permita al acoplamiento y conexión de dos tramos de tubería corrugada tricapa de manera estanca.
El material empleado en la fabricación de la tubería tricapa es polipropileno, este material frente al polietileno presenta un mejor comportamiento tanto mecánico como térmico. El polipropileno presenta uno de los más altos alargamientos en tracción, es uno de los materiales que más resistencia presenta al impacto de todos los termoplásticos y es más duro que el polietileno, tiene además una temperatura de fusión superior a la del polietileno y una memoria plástica que le permite recuperar su posición tras una deformación.
El cabezal de aplicación de la tercera capa en el proceso de fabricación de la tubería corrugada tricapa presenta una configuración general anular que permite una perfecta aplicación sobre las crestas de la capa central corrugada, además de poder regular el grosor
o espesor de la tercera capa.
Explicación de las figuras
Para complementar la descripción que seguidamente se va a realizar y con objeto de ayudar a una mejor comprensión de sus características, se acompaña a la presente memoria descriptiva, de un juego de planos en cuyas figuras, de forma ilustrativa y no limitativa, se representan los detalles más significativos de la invención.
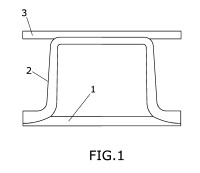
La figura 1, muestra una representación de la estructura y composición de una tubería corrugada tricapa.
La figura 2, muestra de manera seccionada un cabezal de aplicación de la tercera capa en el procedimiento de fabricación de la tercera capa.
La figura 3, muestra dos tramos de tubería dispuestos a ser conectados donde sobre uno de los bordes de un tramo de tubería se ha procedido a realizar un abocardado.
La figura 4, muestra las anteriores tuberías conectadas. Realización preferente de la invención
A la vista de las figuras se describe seguidamente un modo de realización preferente de la invención propuesta.
La figura 1, muestra la configuración estructural que presenta una tubería corrugada tricapa como la de la invención, que está conformada por una capa central corrugada (1) , dispuesta sobre una capa base (2) lisa y cilíndrica que será la cara interior de la tubería final. Sobre las crestas superiores de la capa central hay una tercera capa (3) que será la cara exterior de la tubería.
La geometría y configuración de la capa central
3 ES 2370484A1 4
corrugada no son limitativas, pudiéndose elegir aquella configuración que mejor pudiera adaptarse a los fines buscados.
La esencialidad de la invención reside en el procedimiento de fabricación de la tubería y de manera más concreta en la de la tercera capa (3) de la tubería corrugada tricapa, así como en el proceso siguiente de abocardado realizado en al menos uno de los extremos de la tubería una vez obtenido. La tercera capa
(3) es aplicada mediante extrusión, empleando para ello un cabezal extrusor de aplicación que permite la regulación del ancho o grosor de la tercera capa (3) .
Así en la figura 2 observamos el cabezal (4) de aplicación de la tercera capa, que presenta una configuración general anular, que tiene un cuerpo (5) sobre el que hay una pieza o distribuidor (6) de material de la tercera capa (3) . Dicha pieza distribuidora (6) está dispuesta de manera concéntrica con relación al cuerpo (5) . Conectadas con las anteriores piezas hay por un lado una pieza hembra (8) encargada de calibrar el diámetro exterior que tendría la tercera capa, así como una pieza macho (7) que será encarga de definir el diámetro interior de la tercera capa (3) . Finalmente hay un mecanismo (9) que permite regular el grosor de la tercera capa.
El cabezal extrusión (4) , lógicamente debe estar conectada mediante una pieza de acoplamiento (11) a través de la que fluye el material (10) empleado en la fabricación de la tercera capa, con el depósito o fuente suministradora del material empleado en la extrusión de la tercera capa.
En la figura 3, se muestra uno de entre los posibles aspectos que pudiera tener el abocardado realizado sobre uno de los extremos de la tubería una vez fabricada.
Observamos que dicho abocardado (17) tomado desde la parte más interna de la tubería hacia su extremo libre, estaría formado por un primer tramo inclinado (12) que aumentaría su diámetro interior, seguido de un tramo recto (13) al que sigue un regruesamiento (14) realizado hacia el exterior, que...
Reivindicaciones:
1. Procedimiento de fabricación de una tubería corrugada tricapa que está formada por una capa central corrugada (1) , una capa base (1) que es lisa y cilíndrica, y una capa exterior o tercera capa (3) caracterizado porque el procedimiento partiendo de un conjunto base formado la capa corrugada central y la capa inferior o base, que es lisa y cilíndrica y conforma la cara interior de la tubería final, y consta de las siguientes etapas:
- A dicho conjunto base se la hace pasar por un cabezal de extrusión que aplica la tercera capa que apoyaría sobre las crestas de la capa central o alma.
- Abocardado de al menos un extremo de la tubería que permita al acoplamiento y conexión de dos tramos de tubería corrugada tricapa de manera estanca.
2. Procedimiento de fabricación de una tubería corrugada tricapa según la reivindicación 1, caracterizado porque el abocardado de al menos un extremo de la tubería presenta desde la parte interior de la tubería hacia su extremo libre con un primer tramo inclinado (12) que aumentaría su diámetro interior, seguido de un tramo recto (13) al que sigue un regruesamiento (14) realizado hacia el exterior, que define en el interior de la tubería un alojamiento (15) de una junta elastomérica (18) , donde el punto de conexión entre el tramo inclinado (12) y el tramo recto, define un punto tope (16) hasta donde puede penetrar la tubería a conectar.
3. Procedimiento de fabricación de una tubería corrugada tricapa según cualquiera de las reivindicaciones anteriores, caracterizado porque el material
empleado en todas las capas es polipropileno.
4. Cabezal de extrusión empleado en el procedimiento de fabricación anteriormente reivindicado caracterizado porque presenta una configuración general anular, que tiene un cuerpo (5) sobre el que hay una pieza o distribuidor (6) de material de la tercera capa (3) , dicha pieza distribuidora (6) está dispuesta de manera concéntrica con relación al cuerpo (5) , donde conectadas con las anteriores piezas hay por un lado una pieza hembra (8) encargada de calibrar el diámetro exterior que tendría la tercera capa, así como una pieza macho (7) que será encarga de definir el diámetro interior de la tercera capa (3) , finalmente hay un mecanismo (9) que permite regular el grosor de la tercera capa.
5. Tubería corrugada tricapa obtenida mediante el procedimiento y cabezal de extrusión anteriormente reivindicado caracterizada porque consta de una capa central corrugada (1) , dispuesta sobre una capa base (2) lisa y cilíndrica y de una tercera capa (3) dispuesta sobre las crestas superiores de la capa central corrugada (1) , y que en al menos unos de sus extremos presenta un abocardado.
6. Tubería corrugada tricapa según la reivindicación 6 caracterizada porque el abocardado realizado sobre al menos uno de los extremos de la tubería tricapa presenta desde la parte interior de la tubería hacia su extremo libre con un primer tramo inclinado (12) que aumentaría su diámetro interior, seguido de un tramo recto (13) al que sigue un regruesamiento (14) realizado hacia el exterior, que define en el interior de la tubería un alojamiento (15) de una junta elastomérica (18) , donde el punto de conexión entre el tramo inclinado (12) y el tramo recto, define un punto tope (16) hasta donde puede penetrar la tubería a conectar.
ES 2 370 484 A1
ES 2 370 484 A1
ES 2 370 484 A1
Patentes similares o relacionadas:
Disposición de tubo de protección con una pluralidad de fibras ópticas y un elemento hinchable en agua, del 20 de Febrero de 2019, de DRAKA COMTEQ B.V.: Disposición de tubo de protección , que comprende: una pluralidad de fibras ópticas ; un tubo de protección extrudido envolviendo dichas fibras […]
Refuerzo de tela recubierta de poliolefina y placas cementicias reforzadas con el mismo, del 20 de Febrero de 2019, de Saint-Gobain ADFORS Canada, Ltd: Un refuerzo de tela de fibra de vidrio que comprende: a) una tela de vidrio que tiene múltiples hilos que contienen filamentos de vidrio; y b) un recubrimiento […]
Gotero integrado con una reserva de salida alargada, del 18 de Octubre de 2018, de Rivulis Plastro Ltd: Un goteador plano discreto que es adecuado para ser instalado integralmente dentro de una manguera, que comprende un componente de […]
Composición de elastómero termoplástico para encapsulación, del 28 de Septiembre de 2018, de SAINT-GOBAIN GLASS FRANCE: Composición termoplástica para el sobremoldeo de un elastómero sobre un sustrato de vidrio mineral, que comprende: (a) de 50 a 70% en peso de al menos […]
Procedimiento para fabricar una pieza cilíndrica en forma alargada, del 22 de Noviembre de 2017, de UPONOR INNOVATION AB: Procedimiento para fabricar una pieza en forma de barra en el que - se extruye un perfil hueco de metal, - el perfil metálico hueco […]
Procedimientos de fabricación de un hilo, productos previos de hilos con múltiples capas e hilos, del 22 de Noviembre de 2017, de General Cable Industries, Inc: Procedimiento de fabricación de un hilo, que comprende: extruir un polímero receptor reticulable, sustancialmente libre de agente de curado, alrededor de un núcleo […]
Procedimiento y dispositivo para medir la temperatura de un material en forma de hilo, del 11 de Octubre de 2017, de SIKORA AG: Procedimiento para medir la temperatura de un material en forma de hilo que se ha de calentar a una temperatura nominal, caracterizado por las etapas: - el material […]
Procedimiento para producir un perfil de extrusión reforzado con fibras, del 12 de Julio de 2017, de REHAU AG + CO: Procedimiento para producir un perfil de extrusión reforzado con fibras, - en el que en primer lugar se saca de un rollo de cinta al menos […]