Procedimiento para la fabricación de una placa de construcción ligera.
Procedimiento para la fabricación de una placa de construcción ligera (1) con dos capas exteriores (3,
5) depared delgada y al menos una capa central (7) de material de relleno ligero dispuesta entre superficies interiores de las capas exteriores, particularmente un material de panal o un material esponjado, en el que el material de relleno presentauna densidad media inferior que las capas exteriores (3, 5), con las etapas de:
- proporcionar una primera capa exterior (3) y una segunda capa exterior (5), - alimentar la capa central (7) en la región entre las capas exteriores (3, 5), - ensamblar la primera y la segunda capa exterior (3, 5) de tal forma que las superficies interiores correspondientes de las capas exteriores queden enfrentadas entre sí y unidas entre sí al menos por tramos a través dela capa central (7), en el que
- al menos una de las capas exteriores (3, 5) se proporciona como material sin fin (3’, 5’), particularmente en forma de rollo,
- cada una de las capas exteriores (3, 5) se pasan por delante de un dispositivo de activación (30), para activar una masa endurecible que se encuentra sobre las capas exteriores (3, 5) para el encolado entre la capa central (7) y lacapa exterior (3, 5) correspondiente,
- la masa endurecible (7’) está formada por un plástico, particularmente un pegamento, seleccionado entrepegamentos de endurecimiento rápido, particularmente duroplast tales como pegamentos de dos componentes, poliuretano y acrilato, - el material de las capas exteriores (3, 5) se selecciona entre papel, particularmente papel de melanina, cartón, madera contrachapeada, planchas finas de virutas, MDF y HDF.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07023300.
Solicitante: HOMAG HOLZBEARBEITUNGSSYSTEME AG.
Nacionalidad solicitante: Alemania.
Dirección: HOMAGSTRASSE 3-5 72296 SCHOPFLOCH ALEMANIA.
Inventor/es: SCHMID, JOHANNES, GAUSS, ACHIM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B37/24 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › con al menos una capa que no es coherente antes de la estratificación, p.ej. constituido por un material granular proyectado sobre un substrato (B32B 37/15 tiene prioridad).
- B32B38/18 B32B […] › B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación. › Manipulación de las hojas o del estratificado.
PDF original: ES-2384891_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de una placa de construcción ligera
CAMPO DE LA INVENCIÓN
La invención se refiere a un procedimiento para la fabricación de una placa de construcción ligera con doscapas exteriores de pared delgada y al menos una capa central de material de relleno dispuesta entre las capas exteriores.
ESTADO DE LA TÉCNICA
Placas de construcción ligera del tipo mencionado en la introducción encuentran, por ejemplo, una aplicaciónmuy extendida en el campo de la industria del mueble y de puertas. Las capas exteriores de pared delgada consistenpara ello, a menudo, en una capa exterior de madera contrachapeada, de plástico o de metal de un pequeño espesor, que se pega sobre la cara exterior de la capa central de un material ligero de relleno.
Como capa central se utilizan a menudo tiras, compuestas en gran parte por unos nervios, que están unidosentre sí y que encierran entre sí cavidades de la forma más diversa. Para ello se prefieren estructuras en forma de panal o de tubo, que proporcionan, por un lado, una resistencia muy elevada en conjunción con las capas exteriores y disponen, por otro lado, de un peso extremadamente bajo —con respecto al volumen—.
Este tipo de placas de construcción ligera compuestas por delgadas capas exteriores y por una capa central ligera se fabrican hasta la fecha de tal forma que las delgadas capas exteriores o la capa central se pintan con una capade pegamento. Seguidamente, se juntan y se presionan entre sí de forma continua la capa central y las capasexteriores. Por ejemplo, en el documento EP1606113A se publica un procedimiento de fabricación de este tipo.
A pesar de que el procedimiento de fabricación conocido se ha acreditado en la práctica, éste da lugar a unelevado coste logístico, puesto que es necesario almacenar y mover una gran cantidad de material de relleno voluminoso. Esto aplica particularmente cuando se tienen que fabricar diferentes grosores de placa y se hace de estemodo necesario disponer de una pluralidad de materiales de relleno de diferente grosor. Para ello, incluso un amplio almacén sólo permite una variabilidad limitada de los grosores de placa que se pueden fabricar.
Como parte del estado de la técnica también se conoce el documento FR2171949A. Se publica un dispositivoen el que una estructura en panal se dota de unas capas exteriores. Las capas exteriores están preparadas a modo de rollos y se pulverizan con un material adherente antes de ensamblarse sobre la estructura de panal. Como documento adicional se conoce también el escrito US4, 186, 044A, en el que se coloca una capa exterior provista de una capaadherente sobre una estructura de panal. La capa adherente se encuentra en el momento de la colocación sobre laestructura de panal en un denominado nivel B y endurece después de la colocación.
Por lo demás, se conoce el documento WO2004/096542A1, que se refiere a un procedimiento de fabricación para paneles de comunicación que están provistos al menos por una cara de un revestimiento de metal. Dos capas de revestimiento se pegan sobre una capa de apoyo, al presionar la capa de revestimiento contra la placa de apoyo, para conformar un panel continuo de un grosor determinado.
También se conoce como parte del estado de la técnica el documento US5, 316, 604A1, que se refiere a unprocedimiento de fabricación de una estructura termoplástica en sándwich con un núcleo termoplástico reforzado confibras o no reforzado con fibras, como un denominado Honeycomb. En el ensamblaje de acuerdo con este procedimiento, se calienta el núcleo y el material termoplástico en la región de una zona de calentamiento a unatemperatura de ensamblaje.
Como parte del estado de la técnica también se conoce el documento EP1792723A1. En él se publica unprocedimiento y un dispositivo para la fabricación de una placa de construcción ligera, en el que están previstas unas estaciones de aplicación de pegamento, para preparar un revestimiento de pegamento.
DESCRIPCIÓN DE LA INVENCIÓN
Por ello es objeto de la presente invención ofrecer un procedimiento para la fabricación de una placa deconstrucción ligera del tipo mencionado en la introducción, que permita un proceso de producción continuo y sin falloscon un bajo coste logístico, así como incrementar la variabilidad del proceso de producción.
Este objetivo se resuelve de acuerdo con la invención mediante un procedimiento para la fabricación de una placa de construcción ligera según la reivindicación 1. En las reivindicaciones dependientes se indican perfeccionamientos de la invención especialmente ventajosos.
La invención ofrece un procedimiento para la fabricación de una placa de construcción ligera según lareivindicación 1. Mediante el procedimiento de acuerdo con la invención se obtienen posibilidades totalmente novedosas para conformar el desarrollo y particularmente el flujo de piezas en una producción de placas de construcción ligera. Deeste modo, en particular, ya no es necesario preparar los componentes, individuales y por separado, de capasexteriores en un modo de funcionamiento por pilas e introducirlos en el proceso, a pesar de realizar un procedimiento continuo. Más bien, mediante el procedimiento de acuerdo con la invención, no sólo se puede conformar el proceso deproducción como un procedimiento continuo, sino también el proceso de provisión de piezas. De este modo no sólo se obtiene un proceso de producción especialmente más continuo, sino también particularmente sin averías. Además deello, mediante el procedimiento de acuerdo con la invención también se incrementa notablemente la variabilidad delproceso de producción, puesto que las dimensiones de las placas de construcción ligera no están fijadas a lasdimensiones de piezas prefabricadas, sino que —dentro de ciertos límites— sólo se tienen que fijar después de lafabricación de la placa de construcción ligera.
Ante este trasfondo, también se prefiere especialmente que, de acuerdo con un perfeccionamiento de lainvención, la placa de construcción ligera se divida después de su fabricación en piezas de trabajo del tamaño deseado.Esto significa que, mediante el procedimiento de acuerdo con la invención, se ofrece una cadena continua de placas deconstrucción ligera y sólo al final del proceso de producción es necesario decidir qué placas de construcción ligera seobtienen a partir de esta cadena.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
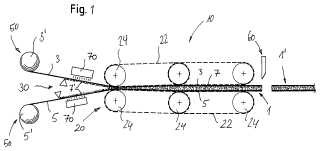
Fig. 1 muestra esquemáticamente una vista lateral de un dispositivo para la fabricación de una placa de construcción ligera, que no forma parte de la presente invención;
fig. 1a muestra esquemáticamente una vista lateral de una variante del dispositivo mostrado en la fig. 1;
fig. 2 muestra esquemáticamente una vista lateral de un dispositivo para la fabricación de una placa de construcción ligera de acuerdo con una primera forma de realización de la invención;
fig. 3 muestra esquemáticamente una vista lateral de un dispositivo para la fabricación de una placa de construcción ligera de acuerdo con una segunda forma de realización de la invención.
DESCRIPCIÓN DETALLADA DE FORMAS PREFERIDAS DE REALIZACIÓN
A continuación se describen más detalladamente formas preferidas de realización de la presente invención, conreferencia a las figuras 2 a 3, que muestran, respectivamente, una vista lateral esquemática de un dispositivo para lafabricación de una placa de construcción ligera de acuerdo con la presente invención.
Los dispositivos mostrados en las figuras 2 a 3 sirven para la fabricación de una placa de construcción ligera 1, que presenta dos capas exteriores 3, 5 de pared delgada y una capa central de un material de relleno ligero dispuestaentre las superficies interiores de las capas exteriores 3, 5, en donde la capa central 7 de material de relleno ligero presenta una densidad media menor que las capas exteriores 3, 5 de pared delgada.
A continuación se describe con referencia a la fig. 1 un dispositivo para la fabricación de una placa deconstrucción ligera 1 de este tipo, no siendo dicho dispositivo parte de la invención. En el dispositivo 10 mostradoesquemáticamente en la fig. 1 se prepara el material inicial para las capas exteriores 3, 5 como material sin fin en formade rollo 3’, 5’, y concretamente cada uno en una unidad de preparación 50 para material de capas exteriores sin fin. Sin embargo se tiene que tener en cuenta, que el... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una placa de construcción ligera (1) con dos capas exteriores (3, 5) depared delgada y al menos una capa central (7) de material de relleno ligero dispuesta entre superficies interiores de las capas exteriores, particularmente un material de panal o un material esponjado, en el que el material de relleno presentauna densidad media inferior que las capas exteriores (3, 5) , con las etapas de:
- proporcionar una primera capa exterior (3) y una segunda capa exterior (5) ,
- alimentar la capa central (7) en la región entre las capas exteriores (3, 5) ,
- ensamblar la primera y la segunda capa exterior (3, 5) de tal forma que las superficies interiores correspondientes de las capas exteriores queden enfrentadas entre sí y unidas entre sí al menos por tramos a través dela capa central (7) ,
en el que
- al menos una de las capas exteriores (3, 5) se proporciona como material sin fin (3’, 5’) , particularmente en forma de rollo,
- cada una de las capas exteriores (3, 5) se pasan por delante de un dispositivo de activación (30) , para activar una masa endurecible que se encuentra sobre las capas exteriores (3, 5) para el encolado entre la capa central (7) y lacapa exterior (3, 5) correspondiente,
- la masa endurecible (7’) está formada por un plástico, particularmente un pegamento, seleccionado entrepegamentos de endurecimiento rápido, particularmente duroplast tales como pegamentos de dos componentes, poliuretano y acrilato,
- el material de las capas exteriores (3, 5) se selecciona entre papel, particularmente papel de melanina, cartón, madera contrachapeada, planchas finas de virutas, MDF y HDF.
2. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque la placa deconstrucción ligera (1) se divide después de su fabricación en piezas de trabajo (1’) del tamaño deseado.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la masa endurecible se aplica sobre la superficie interior de las capas exteriores (3, 5) .
4. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque las capas exteriores (3, 5) se presionan contra la capa central (7) , de tal forma que se logra un encolado seguro y la masa endurecible puedeendurecer.
5. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque cada una de las capasexteriores (3, 5) está formada por varios materiales sin fin (3’, 5’) .
Patentes similares o relacionadas:
Máquina laminadora de placas de matrícula acrílicas tricapa, del 29 de Abril de 2020, de INDUSTRIAS SAMAR'T. S.A.: MÁQUINA LAMINADORA DE PLACAS DE MATRÍCULA ACRÍLICAS TRICAPA, placas (p) consistentes, al menos, en una pieza acrílica , una película reflectante […]
Máquina laminadora de placas de matrícula acrílicas, del 8 de Enero de 2020, de INDUSTRIAS SAMAR'T. S.A.: MÁQUINA LAMINADORA DE PLACAS DE MATRÍCULA ACRÍLICAS, donde las placas de matrícula consisten, al menos, en una pieza acrílica y una película […]
Sistema y método de asistencia en la fabricación de una carcasa de pala de turbina eólica, del 28 de Agosto de 2019, de LM WP Patent Holding A/S: Un método para fabricar una parte de carcasa de pala de turbina eólica hecha de una estructura compuesta que comprende un material de refuerzo […]
Oxigenador de sangre, del 12 de Junio de 2019, de THE CHARLES STARK DRAPER LABORATORY INC: Oxigenador que comprende: una primera capa de polímero (300a) que comprende una primera pluralidad de canales de gas y una […]
Procedimiento mejorado de fabricación de una pieza metálica del tipo sándwich que presenta una forma no desarrollable, del 20 de Marzo de 2019, de Halcyon: Procedimiento de fabricación de una pieza metálica del tipo sándwich que presenta una forma no desarrollable, comprendiendo dicha pieza un núcleo en nido […]
 Procedimiento y dispositivo para pegar dos sustratos en forma de lámina, del 13 de Marzo de 2019, de HENKEL AG & CO. KGAA: Procedimiento para pegar dos sustratos que comprende:
(i) transportar un primer sustrato en forma de lámina que contiene al menos un material termoplástico […]
Procedimiento y dispositivo para pegar dos sustratos en forma de lámina, del 13 de Marzo de 2019, de HENKEL AG & CO. KGAA: Procedimiento para pegar dos sustratos que comprende:
(i) transportar un primer sustrato en forma de lámina que contiene al menos un material termoplástico […]
Aleta, del 20 de Febrero de 2019, de Airbus Operations Limited: Una aleta que comprende un larguero principal con refuerzos delanteros y posteriores de larguero principal que se unen por tapas superior e inferior […]
Dispositivo y procedimiento de colocación congruente de capas de piezas de trabajo a prensar una con otra en una prensa, del 20 de Febrero de 2019, de Wemhöner Surface Technologies GmbH & Co. KG: Dispositivo de colocación congruente de capas de piezas de trabajo a prensar una con otra en una prensa, constituido por una cadena de colocación , al menos una respectiva […]