Procedimiento para la fabricación de una pieza moldeada de materia derivada de la madera.
Procedimiento para la fabricación de una pieza moldeada de materia derivada de la madera (3) medianteprensado con el uso de un material base de materia derivada de la madera y de un aglutinante que puede curarsetérmicamente,
en el que para la curación del aglutinante se realiza una transferencia de calor en la pieza moldeadade materia derivada de la madera en forma de un chorro de vapor, caracterizado por que antes de la transferenciade calor en forma de un chorro de vapor se eleva la presión de aire de procedimiento que impera en el espacio deprensado (5) con respecto a la presión de aire atmosférica que impera fuera del espacio de prensado (5), sinembargo, sin alimentar además humedad a la pieza moldeada de materia derivada de la madera, particularmente enforma de vapor de agua.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/003919.
Solicitante: NONNINGER, KURT.
Nacionalidad solicitante: Alemania.
Dirección: Hoppegarten 16 59469 Ense ALEMANIA.
Inventor/es: NONNINGER, KURT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27N3/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › B27N 3/00 Fabricación de objetos sustancialmente planos, p. ej. paneles a partir de partículas o fibras. › Moldeo o prensado (prensas en general B30B).
PDF original: ES-2398055_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de una pieza moldeada de materia derivada de la madera [0001] La invención se refiere a un procedimiento para la fabricación de una pieza moldeada de materia derivada de la madera mediante prensado con el uso de un material base de materia derivada de la madera y de un aglutinante que puede curarse térmicamente, en el que para la curación del aglutinante se realiza una transferencia de calor en la pieza moldeada de materia derivada de la madera en forma de un chorro de vapor.
Un procedimiento de este tipo se conoce por el estado de la técnica, por ejemplo por la patente estadounidense 4.469.655. A este respecto, la duración del tiempo de prensado se ve influido preferentemente por cómo de rápido cura el aglutinante. En el ejemplo de una placa de materia derivada de la madera estructurada en tres capas, que está constituida por una capa central, una capa de cubierta superior y una capa de cubierta inferior, se describen a continuación los planteamientos de solución conocidos por el estado de la técnica.
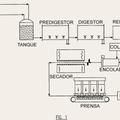
Para la fabricación de la placa se alimenta a una prensa una estera de materia derivada de la madera (material no tejido) estructurada en tres capas, que está constituida por el material base de materia derivada de la madera y un aglutinante que puede curarse térmicamente. A continuación se realiza un proceso de prensado en caliente. El curado del aglutinante (cola) en las capas de cubierta exteriores se realiza mediante aportación de calor directa a través de bandas o placas de prensado que pueden calentarse. Debido a la energía térmica introducida en la placa por un lado y a la humedad que se encuentra en la placa por otro lado se forma en la placa una caída de presión de vapor de agua.
La energía térmica necesaria para el curado de la capa central se introduce a través del denominado chorro de vapor en la placa. Para ello se calientan las placas de prensado exteriores, por ejemplo, hasta 200º Celsius. Con el prensado se calienta entonces el agua (agua de cola) en las placas de cubierta y con la obtención de la temperatura de ebullición (100 ºC) se transforma bruscamente en la fase vapor. Este vapor se mueve rápidamente, debido a la caída de la presión de vapor de agua, verticalmente desde ambos lados de la placa hacia el centro de la placa. Este proceso se designa como chorro de vapor.
Debido a la caída de la temperatura entre los lados exteriores de las capas de cubierta y el centro de la capa central (la diferencia de temperatura asciende, por ejemplo, a 75 ºC) se condensa el vapor en la capa central aún fría. A este respecto se libera calor de condensación, de manera que aumenta la temperatura en la capa central. Las reacciones químicas de curado en la capa central transcurren de manera más rápida y pasa menos tiempo hasta que el aglutinante esté curado, de manera que se acorta en consecuencia el tiempo de prensado necesario. Este principio de chorro de vapor se usa en la fabricación de numerosas piezas moldeadas de materia derivada de la madera, por ejemplo en la fabricación de planchas de virutas, MDF, OSB etc.
Por el estado de la técnica se conoce optimizar el principio de chorro de vapor debido a que el vapor de agua se calienta inicialmente y se introduce por soplado como vapor caliente a presión en la pieza moldeada de materia derivada de la madera. A este respecto se habla también de la técnica de inyección de vapor. Mediante esto es posible, en medida condicionada, también un acortamiento del tiempo de prensado.
Sin embargo, es desventajoso que en la técnica de inyección de vapor también llegue más agua al interior
de la pieza moldeada de materia derivada de la madera. Debido al principio básico de presión y contrapresión aumenta mucho, en la técnica de inyección de vapor, la presión interna en la pieza moldeada de materia derivada de la madera. Cuando se abre la prensa, el aglutinante en el interior de la pieza moldeada debe estar ya curado tanto que la presión de vapor interna no conduzca a un daño (desconchado de piezas) o destrucción de la pieza moldeada (deslaminación) . Se intenta afrontar este inconveniente con dispositivos de refrigeración costosos para la refrigeración de las piezas moldeadas tras el prensado en caliente. No obstante, la prensa en la técnica de inyección de vapor debe permanecer cerrada comparativamente mucho tiempo, de modo que la ventaja temporal del curado rápido del aglutinante se anula de nuevo parcialmente.
Un objetivo de la presente invención es proporcionar una técnica para la fabricación de una pieza moldeada 55 de materia derivada de la madera, con cuya ayuda pueda acortarse el tiempo de prensado sin los inconvenientes descritos anteriormente del estado de la técnica.
Este objetivo se soluciona mediante un procedimiento según la reivindicación 1. Ciertas realizaciones ventajosas de la invención están indicadas en las reivindicaciones dependientes.
El procedimiento según la invención se caracteriza por que antes de la transferencia de calor en forma de un chorro de vapor se eleva la presión de aire de procedimiento que impera en el espacio de prensado con respecto a la presión de aire atmosférica que impera fuera del espacio de prensado, sin embargo, sin añadir además humedad a la pieza moldeada de materia derivada de la madera, particularmente en forma de vapor de agua.
Una idea básica de la invención es no seguir ya en un principio la técnica de inyección de vapor que conduce a un callejón sin salida tecnológico, en la que se introduce por prensado el vapor de agua caliente a presión en la pieza moldeada. En lugar de eso se realiza un retorno a la técnica de chorro de vapor original, en la que el chorro de vapor se realiza automáticamente con la obtención de la temperatura de ebullición. La técnica de chorro de vapor se mejora según la invención por que durante el proceso de prensado al menos en el espacio de prensado de la prensa la presión de aire es mayor que la presión atmosférica del entorno. Con otras palabras, el proceso de prensado se realiza a sobrepresión, por ejemplo a 0, 15 MPa (1, 5 bar) . A una sobrepresión de este tipo se evapora el agua a temperaturas superiores, por ejemplo a 110 ºC. El chorro de vapor se realiza todavía automáticamente, sin embargo, esta vez a una temperatura superior. En comparación con un procedimiento que transcurre a presión atmosférica, el chorro de vapor eventualmente se realiza concretamente en un momento algo posterior, sin embargo, con un contenido energético esencialmente superior que corresponde a la temperatura de ebullición superior.
La invención aprovecha la dependencia de la temperatura de ebullición y presión de ebullición. Mediante un aumento de la presión de por ejemplo 0, 5 bar = 500 hPa se obtiene un aumento de la temperatura de ebullición del
agua desde 100 ºC hasta aproximadamente 110 ºC. Debido a ello aumenta el contenido energético del vapor de agua con respecto a un procedimiento que transcurre a presión atmosférica. Con el uso de la misma cantidad de agua puede transferirse más calor, con ayuda del chorro de vapor, al interior de la pieza moldeada de materia derivada de la madera. Debido a ello aumenta la temperatura que puede obtenerse en la capa central. Según la regla de van’t-Hoff (regla RGT) , según la cual se duplica aproximadamente la velocidad de reacción, cuando se eleva la temperatura 10 ºC, se obtiene con ello una velocidad de reacción claramente elevada para las reacciones químicas de curado del aglutinante. En consecuencia puede acortarse el tiempo de prensado claramente, no existiendo más el riesgo de una deslaminación, dado que no se introduce vapor de agua adicional en la pieza moldeada.
A diferencia del estado de la técnica descrito anteriormente, en el que la energía térmica introducida en la pieza moldeada de materia derivada de la madera se eleva esencialmente debido a que la cantidad del vapor de agua usado aumenta, la presente invención se basa en la reflexión de aumentar la velocidad de reacción de las reacciones de curado del aglutinante debido a que se transfiere más energía térmica con una misma cantidad de vapor de agua. Debido a ello puede obtenerse una alta temperatura de procedimiento sin los inconvenientes de una presión interna elevada.
En caso del vapor de agua generado se trata de aquellas proporciones de humedad del aire que de todas maneras están contenidas ya en el aire (siempre que no se use aire seco como atmosfera del procedimiento) , como también del vapor de agua que tiene su origen en el agua de cola de las capas de cubierta. Si se usa por tanto aire “normal” como atmosfera del procedimiento, entonces las relaciones de presión parcial... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una pieza moldeada de materia derivada de la madera (3) mediante prensado con el uso de un material base de materia derivada de la madera y de un aglutinante que puede curarse 5 térmicamente, en el que para la curación del aglutinante se realiza una transferencia de calor en la pieza moldeada de materia derivada de la madera en forma de un chorro de vapor, caracterizado por que antes de la transferencia de calor en forma de un chorro de vapor se eleva la presión de aire de procedimiento que impera en el espacio de prensado (5) con respecto a la presión de aire atmosférica que impera fuera del espacio de prensado (5) , sin embargo, sin alimentar además humedad a la pieza moldeada de materia derivada de la madera, particularmente en forma de vapor de agua.
2. Procedimiento según la reivindicación 1, caracterizado por que las relaciones de presión parcial en el espacio de prensado (5) hasta el momento del chorro de vapor corresponden esencialmente con las relaciones de presión parcial fuera del espacio de prensado (5) .
3. Procedimiento según la reivindicación 1, caracterizado por que la presión de aire de procedimiento se encuentra al menos 0, 05 MPa (0, 5 bar) por encima de la presión de aire atmosférica.
Patentes similares o relacionadas:
MEZCLA PARA USOS MÚLTIPLES, TABLAS MULTICAPAS QUE LA COMPRENDEN Y SUS PROCESOS DE FABRICACIÓN, del 22 de Mayo de 2020, de AMEZCUA FÉLIX, Salvador: Mezcla para usos múltiples, a base de fibra vegetal; y al menos, un material termoplástico en polvo. Tablas multicapas prensadas, útiles en la construcción, […]
Producto de madera manufacturado y métodos para producir el mismo, del 5 de Noviembre de 2018, de 3RT HOLDING PTY LTD: Un método para hacer un producto de madera manufacturado que tiene una apariencia de veta de madera estéticamente agradable que se extiende […]
Procedimiento para la fabricación de materiales que contienen celulosa, del 23 de Octubre de 2018, de Fritz Egger GmbH ; Co. OG: Procedimiento para la fabricación de materiales que contienen celulosa, que comprende: a. encolar partículas que contienen celulosa con una composición que […]
Placa para un recubrimiento de pisos, de paredes o de cubiertas o para una parte constructiva de mueble, así como procedimiento y dispositivo de prensa para la fabricación de tal placa, del 24 de Septiembre de 2018, de Parador GmbH: Placa de recubrimiento para pisos, paredes o cubiertas o para una parte constructiva de mueble, preferiblemente placa de recubrimiento para […]
PROCESO PARA LA FABRICACIÓN DE MATERIALES COMPUESTOS, del 16 de Noviembre de 2017, de UNIVERSIDAD EIA: La invención se refiere a un proceso para obtener materiales compuestos a partir de celulosa residual que comprende secar y reducir el tamaño de partícula de la celulosa […]
MÉTODO PARA PRODUCIR TABLEROS MDF CON NFC/MFC, del 15 de Septiembre de 2016, de INVESTIGACIONES FORESTALES BIOFOREST S.A: La presente invención se refiere a un método para la producción de tableros MDF, paneles de fibra y de partículas, a partir de fibras celulósicas […]
 Cartón-fibra, del 1 de Febrero de 2016, de UNIBOARD CANADA INC: Un proceso para preparar un cartón-fibra de densidad media que tiene una densidad de al menos 500 kg/m3 o un cartón-fibra de alta densidad que tiene una […]
Cartón-fibra, del 1 de Febrero de 2016, de UNIBOARD CANADA INC: Un proceso para preparar un cartón-fibra de densidad media que tiene una densidad de al menos 500 kg/m3 o un cartón-fibra de alta densidad que tiene una […]
 Procedimiento y dispositivo para la fabricación de un material en forma de tablero que contiene lignocelulosa, del 20 de Enero de 2016, de Fritz Egger GmbH ; Co. OG: Procedimiento para fabricar un material en forma de tablero que contiene lignocelulosa , en el que se llevan a cabo las siguientes etapas:
- producir un […]
Procedimiento y dispositivo para la fabricación de un material en forma de tablero que contiene lignocelulosa, del 20 de Enero de 2016, de Fritz Egger GmbH ; Co. OG: Procedimiento para fabricar un material en forma de tablero que contiene lignocelulosa , en el que se llevan a cabo las siguientes etapas:
- producir un […]