Procedimiento para la fabricación de una pieza de cierre adhesivo de plástico así como dispositivo para la realización del procedimiento.
Procedimiento para la fabricación de una pieza de cierre adhesivo de plástico,
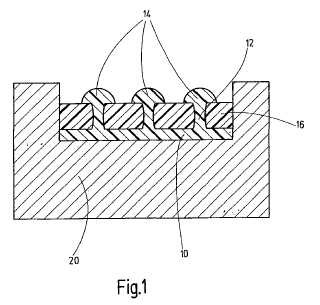
que presenta una pieza de soporte (10), desde la que sobresalen una pluralidad de piezas de tallos (12), en cuyos extremos opuestos a la pieza de soporte (10) está dispuesta en cada caso una pieza de cabeza (14), en el que para la formación de las piezas de tallos (12) se emplea un útil de moldeo (16), que se extiende entre la pieza de soporte (10) y las piezas de cabeza (14) y que se retira después de la formación de las piezas de tallos (12) en un proceso de desmoldeo, caracterizado porque las piezas de cabeza (14) se configuran libres de útil de moldeo en virtud de la tensión superficial del material de plástico empleado.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/002786.
Solicitante: GOTTLIEB BINDER GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BAHNHOFSTRASSE 19 71088 HOLZGERLINGEN ALEMANIA.
Inventor/es: POULAKIS, KONSTANTINOS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A44B18/00 NECESIDADES CORRIENTES DE LA VIDA. › A44 MERCERIA; JOYERIA. › A44B BOTONES, ALFILERES, HEBILLAS, CIERRES DE CORREDERA O DE CURSOR O SIMILARES (cierres adaptados especialmente al calzado A43C). › Cierres del tipo de elementos de enganche por contacto; Fabricación de tales cierres.
- B29C33/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Moldes o núcleos; Detalles o accesorios para ellos.
- B29C33/50 B29C […] › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › elásticos.
- B29C33/54 B29C 33/00 […] › hechos de material en polvo o granular.
- B29C43/28 B29C […] › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › incorporando partes o capas preformadas, p. ej. moldeo por compresión alrededor de elementos insertos o sobre objetos a revestir.
- B29C45/17 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C45/40 B29C 45/00 […] › Desmoldeo o eyección de los objetos formados.
- B29C45/44 B29C 45/00 […] › de objetos con muescas o sesgados.
- B29C67/00 B29C […] › Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00.
- B29C67/08 B29C […] › B29C 67/00 Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00. › Moldeo a través de técnicas, p. ej. forzando la materia a moldear a través de una superficie perforada sobre una superficie de moldeo.
PDF original: ES-2402169_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de una pieza de cierre adhesivo de plástico así como dispositivo para la realización del procedimiento.
La invención se refiere a un procedimiento para la fabricación de una pieza de cierre adhesivo de plástico, que presenta una pieza de soporte, desde la que sobresalen una pluralidad de piezas de tallos, en cuyos extremos opuestos a la pieza de soporte está dispuesta en cada caso una pieza de cabeza, en la que para la formación de las piezas de tallos se emplea un útil de moldeo, que se extiende entre la pieza de soporte y las piezas de cabeza y que se retira después del moldeo de las piezas de tallo en un proceso de desmoldeo. La invención se refiere, por lo demás, a un dispositivo para la realización del presente procedimiento.
Las presentes piezas de cierre adhesivos, que pertenecen también a los elementos de fijación mecánicos, forman con piezas de cierre adhesivos configuradas complementarias un cierre que se puede abrir y cerrar siempre de nuevo, colaborando ganchos o piezas de cierre del tipo de cabeza de hongo con elementos de cierre del tipo de eslinga de otra pieza de cierre adhesivo bajo la formación del cierre adhesivo. También se conocen soluciones en las que elementos de cierre adhesivos iguales de dos piezas de cierre adhesivos diferentes colaboran entre sí (cierre hermafrodita) .
Así, por ejemplo, se conoce a partir del documento DE 699 22 264 T2 conducir una pieza de soporte del tipo de cinta con una pluralidad de piezas de tallos sobresalientes hacia un intersticio de conformación entre rodillos de formación calentables, a los que se puede conducir a través de una instalación de extrusión una cinta de conformación adicional de material de plástico, que transforma, como útil de moldeo propiamente dicho con escotaduras de formación los extremos calientes de los tallos en pieza de cabeza, para obtener de esta manera una pieza de cierre adhesivo del tipo de cabeza de hongo. Puesto que dichas piezas de cabeza se forman en la solución conocida a partir de material de plástico de las piezas de tallos, las piezas de cabeza aparecen a este respecto pequeñas debido al empleo reducido de material en la superficie de la cabeza libre y, por lo tanto, sobresaliente, que está disponible para el anclaje, lo que puede repercutir de manera desfavorable sobre las fuerzas adhesivas necesarias.
En cambio, el documento US 6 180 205 B1 propone un procedimiento de fabricación empleando un rodillo de conformación, en el que una pieza de soporte del tipo de cinta se puede conectar con una pluralidad de elementos de cierre de gancho que se pueden dimensionar relativamente grandes. A tal fin, el rodillo de conformación presenta en su periferia exterior unas escotaduras moldeadas en forma de ganchos, en las que se introduce a presión rellenando el molde un material de plástico a través de una primera instalación de extrusión. El material de plástico excesivo sobre el lado de la periferia exterior del rodillo de conformación es eliminado por abrasión por medio de una instalación de abrasión por corte, que se designa en el lenguaje técnico como cuchilla de doctor. Por medio de una segunda instalación de extrusión dispuesta a continuación en la dirección de fabricación se aplica entonces el material de la pieza de soporte y se conecta fijamente con las piezas de cierre en forma de gancho durante el proceso de refrigeración del rodillo. Un rodillo de extracción retira entonces la pieza de cierre acabada fuera de la instalación de conformación. En virtud de la geometría de los ganchos se pueden producir en este caso dificultades durante el proceso de desmoldeo y, por lo demás, durante el proceso de fabricación se produce una porción relativamente alta de desecho de plástico condicionada por el empleo de dicha cuchilla de doctor.
Además, se conoce a partir del documento WO 2006/099000 A2 pulverizar una instalación de transporte del tipo de cinta sobre su lado del ramal superior con gotitas de material de plástico, formando el material de plástico en virtud de su tensión superficial unos cuerpos de cáscaras de forma hemisférica, que se conectan entonces fijamente en su lado superior de la curvatura con una pieza de soporte del tipo de cinta bajo la formación de la pieza de cierre adhesivo. En un desarrollo de esta solución, también es posible añadir, a modo de piezas de tallos espesados, una pieza de soporte del tipo de cinta, que lleva sobre su lado superior ya unos aglomerados en forma de cuernecillos como piezas de tallos, sobre las que se pueden colocar entonces las piezas de cabeza en forma de semicáscara. La pieza de cierre adhesivo fabricada de esta manera, que debe servir especialmente como cierre para pañales infantiles y pañales de incontinencia, está configurada, sin embargo, relativamente rígida y a este respecto permite alentar todavía deseos con respecto a la característica de cierre. Se conoce a través del documento US 2006/0220271 A1 una solución comparable, que prevé, sin embargo, para la fabricación de los elementos de cierre en forma de semicáscara un útil de moldeo en forma de un rodillo de moldeo con escotaduras de moldeo correspondientes en lugar de una cinta. Con esta solución conocida no se realiza a este respecto una fabricación de piezas de tallos entre piezas de cabezas y piezas de soporte.
Se conoce a través de la patente americana 5 785 784 un procedimiento de fabricación para la fabricación de una pieza de soporte del tipo de cinta, sobre la que se encuentran una pluralidad de piezas de tallos sobresalientes. En una etapa de fabricación subordinada se calientan los extremos libres de los tallos, que se espesan entonces en virtud de la tensión superficial del material de plástico para formar una pieza de cabeza especialmente en forma hemisférica. Si en la prosecución de la solución conocida, las piezas de cabeza que se pueden fabricar de esta manera son reformadas por medio de un llamado procedimiento de laminación de calandrado, se obtienen a este respecto, en efecto, geometrías ensanchadas de la pieza de cabeza, que están dimensionadas, sin embargo, con respecto al empleo reducido de material, siempre todavía relativamente pequeñas y están ensanchadas en la dirección de laminación precedente.
Se conoce a través del documento DE 693 11 107 T2 un procedimiento del tipo indicado al principio para la fabricación de una pieza de cierre adhesivo de plástico con una base como pieza de soporte y con varias piezas de tallos, que presentan en cada caso un extremo próximo que se distancia desde la pieza de soporte y un extremo distante provisto con una pieza de cabeza, con las siguientes etapas del procedimiento:
a) preparación de un molde duradero de la pieza de soporte como primer útil de moldeo para la formación de la pieza de soporte de la pieza de cierre adhesivo;
b) preparación de un molde o duradero de la pieza de tallo como segundo útil de moldeo con varios pasos para la formación de las piezas de tallos;
c) preparación de un molde duradero de la pieza de cabeza como tercer útil de moldeo con varias cavidades para la formación de las piezas de cabeza;
d) fijación del molde o duradero de la pieza de tallos en el molde de la pieza de soporte, de tal manera que los pasos del molde de la pieza de tallo se encuentran en comunicación de fluido con la cavidad del molde de la pieza de soporte y fijación del molde de la pieza de soporte en el molde no duradero de la pieza de tallo, de tal manera que las cavidades del molde de la pieza de cabeza se encuentran en comunicación de fluido con los pasos del molde no duradero de la pieza de tallo.
El documento WO 00/50208 publica un procedimiento para la fabricación de una pieza de cierre adhesivo de plástico de acuerdo con el preámbulo de la reivindicación 1.
A través de la inyección de un plástico fundido adecuado en los tres útiles de moldeo mencionados, además del endurecimiento del mismo, se obtiene la pieza de cierre adhesivo de plástico, de manera que a través de la separación del molde de la pieza de cabeza fuera de molde de la pieza de soporte, además de la retirada del molde no duradero de la pieza de tallo, la pieza de cierre adhesivo desmoldeada de esta manera está presente como producto apto para el comercio. La solución conocida se refiere, además, a un dispositivo de moldeo, que se caracteriza por los tres útiles de moldeo diferentes entre sí, formados por el útil duradero de la pieza de soporte, el útil duradero de la pieza de cabeza así como el útil no duradero de la pieza de tallo. En virtud de la pluralidad de formas individuales, que están disponibles y que deben manipularse en el proceso de fabricación, es necesario a este respecto aun cierto gasto de preparación y... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una pieza de cierre adhesivo de plástico, que presenta una pieza de soporte (10) , desde la que sobresalen una pluralidad de piezas de tallos (12) , en cuyos extremos opuestos a la pieza de soporte (10) está dispuesta en cada caso una pieza de cabeza (14) , en el que para la formación de las piezas de tallos (12) se emplea un útil de moldeo (16) , que se extiende entre la pieza de soporte (10) y las piezas de cabeza
(14) y que se retira después de la formación de las piezas de tallos (12) en un proceso de desmoldeo, caracterizado porque las piezas de cabeza (14) se configuran libres de útil de moldeo en virtud de la tensión superficial del material de plástico empleado.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque como útil de moldeo (16) se emplea una lámina termoplástico, que forma en el estado frío unas escotaduras de moldeo estables (18) para las piezas de tallos
(12) a formar y se calienta para el desmoldeo, de tal manera que en el estado elástico se puede extraer desde las piezas de tallos (12) formadas con las piezas de cabeza.
3. Procedimiento de acuerdo con la reivindicación 2, caracterizado porque como lámina termoplástica se emplea una lámina de material de polietileno de baja densidad.
4. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque como útil de moldeo (16) se emplea una lámina que se disuelve química, térmica o biológicamente, la cual forma en el estado formado unas escotaduras de moldeo estables (18) para las piezas de tallos (12) a formar, y se disuelve para la retirada desde las piezas de tallos (12) por medio de un disolvente.
5. Procedimiento de acuerdo con la reivindicación 4, caracterizado porque como lámina soluble se emplea una lámina soluble en agua, que está constituida de gelatina o de polivinilacetato.
6. Dispositivo de moldeo para la realización del procedimiento de fabricación de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque está presente otro útil de moldeo (20) , en el que se pude insertar el útil de moldeo (16) del tipo de lámina.
7. Dispositivo de moldeo de acuerdo con la reivindicación 6, caracterizado porque al menos el otro útil de moldeo
(20) está configurado como útil de fundición por inyección.
8. Dispositivo de moldeo de acuerdo con la reivindicación 6 ó 7, caracterizado porque el otro útil de moldeo (20) presenta una escotadura, cuya altura está dimensionada de tal forma que puede alojar al menos la pieza de soporte
(10) con las piezas de tallos (12) y el útil de moldeo (16) .
9. Dispositivo de moldeo de acuerdo con la reivindicación 8, caracterizado porque el fondo de la escotadura está configurado plano para la formación de la pieza de soporte (10) .
Patentes similares o relacionadas:
 Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para producir un objeto multicelular tridimensional, del 29 de Julio de 2020, de TECHNISCHE UNIVERSITAT BERLIN: Procedimiento para producir un objeto multicelular tridimensional, con los pasos siguientes:
a) introducción de un primer líquido fotopolimerizable […]
Procedimiento y dispositivo para fabricar una estructura de superficie tridimensional de una herramienta de prensa, del 22 de Julio de 2020, de HUECK RHEINISCHE GMBH: Procedimiento para la fabricación de una estructura de superficie de una herramienta de prensado de gran formato con al menos una longitud de borde de más de […]
Poliéster termoplástico para la fabricación de objetos de impresión en 3D, del 15 de Julio de 2020, de ROQUETTE FRERES: Utilización de un poliéster termoplástico para la fabricación de objetos de impresión en 3D, comprendiendo dicho poliéster: * al menos una unidad de 1,4:3,6-dianhidrohexitol […]
 Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, del 24 de Junio de 2020, de Linde GmbH: Procedimiento para la fabricación generativa y la codificación de un elemento constructivo tridimensional, que comprende las siguientes etapas
proporcionar […]
Aparatos de fabricación adicionales y métodos relacionados con estrategias de escaneo especiales, del 29 de Abril de 2020, de RENISHAW PLC: Un aparato de fabricación aditiva por fusión selectiva mediante láser que comprende una cámara de construcción, una plataforma […]
Sistema para fabricar piezas compuestas de manera aditiva, del 29 de Abril de 2020, de THE BOEING COMPANY: Sistema para fabricar de manera aditiva una pieza compuesta , comprendiendo el sistema : un conjunto de suministro , […]
Aleta de orza con núcleo estructurante metálico y envoltura a medida impresa en PLA, del 22 de Abril de 2020, de Seair: Aleta de orza de barco que se fija a un brazo de orza por una carlinga realizado por el ensamblaje de un núcleo de aleta y de una envoltura, el núcleo de […]
Polvo polimérico para procedimiento de fusión de lecho de polvo, del 15 de Abril de 2020, de Evonik Operations GmbH: Polvo polimérico para empleo en un procedimiento de fusión de lecho de polvo, caracterizado por que el polvo polimérico está revestido con una sustancia […]