PROCEDIMIENTO DE FABRICACION DE UN PERFIL TUBULAR RIGIDO EN FLEXION Y ELASTICO EN TORSION.
Procedimiento para la fabricación de un perfil (1) tubular rígido a la flexión y elástico a la torsión como traviesa para un eje trasero de bielas acopladas de un automóvil de turismo,
en el que un tubo de acero cementado se conforma, en primer lugar, elásticamente a la torsión en la sección (c) longitudinal media por medio de una conformación en frío en forma de U, asegurándose secciones (a) terminales rígidas a la torsión, después de lo cual el perfil (1) tubular realizado de ese modo se somete a un endurecimiento de la capa superficial en las secciones (b) de transición, entre la sección (c) longitudinal media conformada en forma de U y las secciones (a) terminales rígidas a la torsión, en el curso de un tratamiento térmico con cementado de las capas superficiales, así como a un templado inmediato y se expone seguidamente a al menos a una consolidación de la superficie exterior, y el perfil (1) tubular se envía finalmente a configuración adicional para elaborar un eje trasero de bielas acopladas
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E04026628.
Solicitante: BENTELER AG.
Nacionalidad solicitante: Alemania.
Dirección: RESIDENZSTRASSE 1,D-33104 PADERBORN.
Inventor/es: STREUBEL, WOLFGANG, CHRISTOPHLIMKE,WIGBERT.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Agosto de 2000.
Fecha Concesión Europea: 25 de Noviembre de 2009.
Clasificación Internacional de Patentes:
- B21D53/88 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
- B60B35/00 B […] › B60 VEHICULOS EN GENERAL. › B60B RUEDAS DE VEHICULOS (fabricación de ruedas o de sus partes por laminado B21H 1/00, por forjado, martillado o prensado B21K 1/28 ); RUEDAS PEQUEÑAS PIVOTANTES; EJES PARA RUEDAS; MEJORA EN LA ADHERENCIA DE RUEDAS. › Sistemas de ejes; Sus elementos constitutivos (suspensión elástica de un eje rígido o de un cárter de eje B60G 9/00; gorrones de ejes de dirección B62D).
- B60G21/05C
- C21D9/08 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › para cuerpos tubulares o tuberías.
Clasificación PCT:
- B60G21/05 B60 […] › B60G SUSPENSION DE VEHICULOS (vehículos de colchón de aire B60V; montajes entre el chasis y el cuerpo del vehículo B62D 24/00). › B60G 21/00 Sistemas de interconexión de varias ruedas conjugadas, suspendidas elásticamente, p. ej. para estabilizar la carrocería del vehículo teniendo en cuenta las fuerzas de aceleración, de deceleración, o las fuerzas centrífugas (B60G 17/033 tiene prioridad; dirección para ruedas orientables combinada con dispositivos para inclinar la carrocería del vehículo hacia el interior en los virajes B62D 9/02). › entre ruedas que pertenecen al mismo eje, pero no están dispuestas al mismo lado del vehículo, es decir, estando conectada la suspensión de la rueda izquierda a la de la rueda derecha.
- B60G21/055 B60G 21/00 […] › Barras estabilizadoras.
- C21D8/10 C21D […] › C21D 8/00 Modificación de las propiedades físicas por deformación en combinación con, o seguida por, un tratamiento térmico (endurecido de objetos o de materiales formados por forja o laminado sin otro calentamiento que el necesario para dar la forma C21D 1/02). › durante la fabricación de cuerpos tubulares.
- C21D9/08 C21D 9/00 […] › para cuerpos tubulares o tuberías.
- C23C8/10 C […] › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 8/00 Difusión en estado sólido solamente de elementos no metálicos en la capa superficial de materiales metálicos (difusión del silicio C23C 10/00 ); Tratamiento químico de la superficie por reacción del material metálico de la superficie y un gas reactivo, quedando en el revestimiento productos de la reacción, p. ej. revestimiento de conversión, pasivación de metales (C23C 14/00 tiene prioridad). › Oxidación.
Clasificación antigua:
- B60G21/05 B60G 21/00 […] › entre ruedas que pertenecen al mismo eje, pero no están dispuestas al mismo lado del vehículo, es decir, estando conectada la suspensión de la rueda izquierda a la de la rueda derecha.
- B60G21/055 B60G 21/00 […] › Barras estabilizadoras.
- C21D8/10 C21D 8/00 […] › durante la fabricación de cuerpos tubulares.
- C21D9/08 C21D 9/00 […] › para cuerpos tubulares o tuberías.
- C23C8/10 C23C 8/00 […] › Oxidación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Finlandia, Chipre.
Descripción:
Procedimiento de fabricación de un perfil tubular rígido en flexión y elástico en torsión.
Se han dado a conocer diversas propuestas sobre cómo se ha de realizar la traviesa de un eje trasero de bielas acopladas de un automóvil de turismo para hacerla, por un lado, rígida a la flexión, aunque, por el otro, suficientemente elástica a la torsión. Para ello cuentan, por ejemplo, las propuestas de los documentos EP 0 249 537 B1, EP 0 681 932 A2, EP 0 752 331 B1, DE-GM's 297 20 207 y US-PS 2.069.911.
No obstante, a todas estas traviesas se les ha de atribuir la propiedad de que su fabricación es costosa en conjunto y, por ello, los costes de producción son elevados dentro del ámbito de un eje trasero de bielas acopladas completo.
Se le plantea al invento, partiendo del estado actual de la técnica, el problema de proponer un procedimiento para fabricar un perfil tubular rígido a la flexión y elástico a la torsión como traviesa para un eje trasero de bielas acopladas de un automóvil de turismo, que no sólo garantice un rendimiento económico acrecentado, sino que también permita, en lo que se refiere a los respectivos requisitos exigidos, configurar con una amplia variabilidad los diferentes parámetros del procedimiento.
La solución de este problema consiste en las características de la reivindicación 1.
En el marco del invento se utiliza un acero cementado. Un tubo de un acero cementado se realiza, en este caso, primero de forma elástica a la torsión en la sección longitudinal media por medio de una conformación en frío en forma de U. Las secciones terminales del perfil tubular son por el contrario rígidas a la flexión. Pueden presentar secciones transversales configuradas de forma diversa.
Tras la conformación en frío, se somete el perfil tubular realizado de este modo a un endurecimiento de las capas superficiales de las etapas de transición, entre la sección longitudinal media conformada en U y los extremos terminales rígidos a la torsión, en el curso de un tratamiento térmico con una cementado por carbono de las capas superficiales con un temple subsiguiente. Con ello, se asegura que un perfil tubular conformado en frío como traviesa presenta una resistencia elevada a la fatiga sometida a esfuerzo dinámico en el marco del eje trasero de bielas acopladas fabricado.
Tras el tratamiento térmico, tiene lugar una consolidación superficial exterior. Luego, se envía el perfil tubular a la configuración ulterior para el acabado de un eje trasero de bielas acopladas.
Una calidad de material preferida para configurar un perfil tubular rígido a la flexión y elástico a la torsión se divisa, la reivindicación 2, en la C 15.
Finalmente, además resulta ventajoso que la consolidación superficial de las secciones superficiales de transición tratadas del perfil tubular se lleve a cabo según la reivindicación 3 con chorro de bolas, en especial, con chorro de bolas de acero.
El invento se explica, a continuación, más detalladamente a base de un ejemplo de realización representado en los dibujos. Lo muestran las figuras:
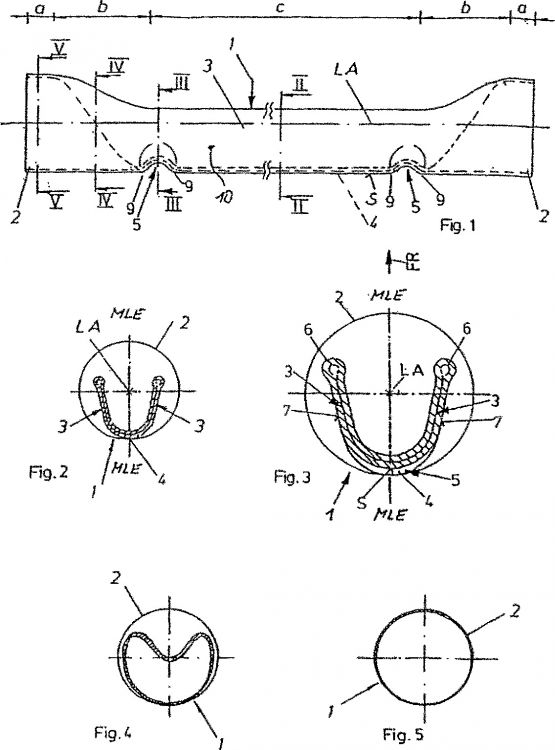
Figura 1 un perfil tubular en vista en planta desde arriba como traviesa para un eje trasero de bielas acopladas de un automóvil de turismo, y
Figuras 2 a 5 diversas secciones transversales a través de perfil tubular de la figura 1 a la largo de las líneas II-II, III-III, IV-IV y V-V.
En la figura 1, se ha indicado con 1 un perfil tubular como traviesa para un eje trasero de bielas acopladas no explicado, por lo demás, con mayor detalle para un automóvil de turismo. El perfil tubular se ha elaborado a partir de un tubo (figura 5) originalmente redondo, que se está compuesto de un acero cementado de material de calidad C15.
Mediante conformación en frío sin arranque de virutas, se conserva la sección transversal del perfil 1 tubular en las secciones a terminales. Esta sección transversal circular en los extremos 2 del perfil tubular en las secciones a terminales se transforma, sin embargo, paulatina y continuamente en las secciones b de transición, en una sección transversal de pared doble en forma de U, que se extiende (figuras 1 a 5) a lo largo de la sección c longitudinal media del perfil 1 tubular.
Aceptando que el perfil 1 tubular según la figura 1 se ha representado en planta visto desde arriba, es decir, en la posición de montaje en el automóvil de turismo, los lados 3 de la sección c longitudinal media en forma de U (figuras 2 y 3) se extienden desde un nervio 4 arqueado con ligera divergencia respecto del plano MLE longitudinal medio del perfil 1 tubular, plano que discurre horizontalmente a través del eje LA longitudinal en la dirección FR de marcha.
El perfil 1 tubular está provisto de unas acuñaciones 5 en forma de acanaladuras, que se extienden transversalmente al perfil tubular, en las extremidades de la sección c longitudinal media en forma de U. La figura 3 muestra, en este caso, que las acuñaciones 5 presentan su mayor profundidad en el vértice S de la sección c longitudinal en forma de U, que queda en el plano MLE longitudinal medio horizontal. Sus profundidades disminuyen en dirección a los extremos 6 libres de los lados 3, hasta que penetran uniformemente en la superficie 7 exterior de los lados 3. Las acuñaciones 5 tiene, por tanto, vistas en sección longitudinal, una configuración falciforme.
Los bordes 9 de las acuñaciones están redondeados.
Tras la conformación en frío de un tubo circular de un acero cementado de material de la calidad C15, se somete entonces el presente perfil 1 tubular, según las figuras 1 a 5, a un endurecimiento de la capa superficial en sus secciones b de transición en el curso de un tratamiento térmico por cementación de la capa superficial del perfil 1 tubular con un temple subsiguiente. Después se chorrea el perfil 1 tubular con bolas de acero en cuanto a su superficie 10 exterior y finalmente se envía a la configuración adicional para terminar un eje trasero de bielas acopladas.
Signos de referencia
Reivindicaciones:
1. Procedimiento para la fabricación de un perfil (1) tubular rígido a la flexión y elástico a la torsión como traviesa para un eje trasero de bielas acopladas de un automóvil de turismo, en el que un tubo de acero cementado se conforma, en primer lugar, elásticamente a la torsión en la sección (c) longitudinal media por medio de una conformación en frío en forma de U, asegurándose secciones (a) terminales rígidas a la torsión, después de lo cual el perfil (1) tubular realizado de ese modo se somete a un endurecimiento de la capa superficial en las secciones (b) de transición, entre la sección (c) longitudinal media conformada en forma de U y las secciones (a) terminales rígidas a la torsión, en el curso de un tratamiento térmico con cementado de las capas superficiales, así como a un templado inmediato y se expone seguidamente a al menos a una consolidación de la superficie exterior, y el perfil (1) tubular se envía finalmente a configuración adicional para elaborar un eje trasero de bielas acopladas.
2. Procedimiento según la reivindicación 1, en el que se prepara un tubo con material de la calidad C15 para fabricar el perfil (1) tubular como traviesa.
3. Procedimiento según la reivindicación 1 ó 2, en el que las secciones (b) de transición tratadas térmicamente se someten a chorro de bolas de acero, en especial, se endurecen con chorro de bolas de acero en la superficie (10) exterior.
Patentes similares o relacionadas:
Método para producir un producto moldeado a presión, producto moldeado a presión y dispositivo de prensado, del 22 de Julio de 2020, de NIPPON STEEL CORPORATION: Un método de fabricación de un componente prensado que incluye una chapa superior alargada, una pared (4a, 4b) que tiene un extremo conectado a una parte final en la dirección […]
Procedimiento y herramienta para la fabricación de componentes de chapa, del 24 de Junio de 2020, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes de chapa, comprendiendo el procedimiento: - preformar una pieza de trabajo hasta formar un componente preformado , introduciéndose […]
Método para producir una placa metálica con una arista sobresaliente, del 13 de Mayo de 2020, de NIPPON STEEL CORPORATION: Un método para producir una lámina metálica mediante el uso de un laminador que incluye al menos dos cajas de laminado (S1-S6), incluyendo la lámina metálica , […]
Procedimiento para producir un estabilizador hueco, del 22 de Abril de 2020, de NHK SPRING CO.LTD.: Un procedimiento para fabricar un estabilizador hueco , que se proporciona en un vehículo y comprende: una porción de torsión (1a) que se extiende en la dirección […]
Método y aparato para fabricar componentes de prensado, del 1 de Abril de 2020, de NIPPON STEEL CORPORATION: Un método para fabricar un componente de prensado , mediante la realización del trabajo de prensado sobre una pieza en bruto o una pieza en bruto preconformada, […]
Útil de curvado para traviesa de vehículo automóvil, del 19 de Febrero de 2020, de PSA Automobiles SA: Útil de curvado de perfiles , especialmente de traviesas de absorción de impactos para vehículo, comprendiendo el útil : un primer soporte , especialmente […]
Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior y un pilar delantero inferior, del 5 de Febrero de 2020, de Arcelormittal: Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior que se extiende entre un extremo trasero y un extremo […]
Dispositivo de moldeo por prensado y método de moldeo por prensado, del 8 de Enero de 2020, de NIPPON STEEL CORPORATION: Un aparato (1; 1'; 1'') de formación por prensado para fabricar un artículo (100; 100') formado por prensado a partir de una plancha de la pieza de trabajo […]