PROCEDIMIENTO DE FABRICACION DE UN MATERIAL LAMINADO PARA REFUERZOS DE ZAPATOS.
Un procedimiento para fabricar un material para refuerzos de zapatos que comprende formar bolas a partir de un material de recortes sobrante,
laminado, que incluye una capa de material no tejido, fundiendo completamente el material de recortes sobrante, extruir un núcleo formado por la extrusión de una mezcla de las bolas formadas por el material de recortes sobrante y bolas de material virgen, y aplicar un material no tejido a la superficie del núcleo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03251712.
Solicitante: MILSPEED LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: JESSWIND PLACE, MALVERN VIEW BUSINESS PARK,CHELTENHAM, GLOUCESTERSHIRE.
Inventor/es: MILHENCH,IAN JAMES, SPEED,DAVID ROBERT.
Fecha de Publicación: .
Fecha Solicitud PCT: 19 de Marzo de 2003.
Fecha Concesión Europea: 21 de Abril de 2010.
Clasificación Internacional de Patentes:
- A43B23/08T8P
- A43B23/17 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43B ELEMENTOS CARACTERISTICOS DEL CALZADO; PARTES CONSTITUTIVAS DEL CALZADO. › A43B 23/00 Empeines; Cañas; Contrafuertes; Otras partes de los zapatos. › de materias plásticas.
- B29B17/00D4
- B29B9/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 9/00 Fabricación de gránulos (en general B01J; aspectos químicos C08J 3/12). › caracterizados por la estructura o la composición.
- B29C47/06B
- B32B27/12 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 27/00 Productos estratificados compuestos esencialmente de resina sintética. › adyacente a una capa fibrosa o filamentosa.
Clasificación PCT:
- A43B23/08 A43B 23/00 […] › Contrafuertes de talón; Punteras (calzados con dispositivos amortiguadores de los golpes A43B 7/32).
- B29B17/00 B29B […] › Recuperación de plásticos o de otros constituyentes de materiales de desecho que contengan plástico (recuperación química C08J 11/00).
- B29B9/10 B29B 9/00 […] › por mezcla de materias, es decir, por tratamiento en estado de fusión.
- B29B9/12 B29B 9/00 […] › caracterizados por la estructura o la composición.
- B29C47/06
- B32B27/00 B32B […] › Productos estratificados compuestos esencialmente de resina sintética.
Clasificación antigua:
- A43B23/08 A43B 23/00 […] › Contrafuertes de talón; Punteras (calzados con dispositivos amortiguadores de los golpes A43B 7/32).
- B29B17/00 B29B […] › Recuperación de plásticos o de otros constituyentes de materiales de desecho que contengan plástico (recuperación química C08J 11/00).
- B29B9/10 B29B 9/00 […] › por mezcla de materias, es decir, por tratamiento en estado de fusión.
- B29B9/12 B29B 9/00 […] › caracterizados por la estructura o la composición.
- B29C47/06
- B32B27/00 B32B […] › Productos estratificados compuestos esencialmente de resina sintética.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de fabricación de un material laminado para refuerzos de zapatos.
La presente invención se refiere a un material laminado para refuerzos de zapatos. El material de la invención es particularmente adecuado para su uso en la formación de refuerzos de la puntera y talón para su uso en la fabricación de zapatos u otros calzados.
Es común el uso de materiales plásticos extruidos, a veces provistos de una capa de material no tejido, y a veces provistos de una capa adhesiva de fusión en caliente como materiales de refuerzo en la fabricación de calzado y otros artículos, en particular artículos de cuero. Cuando se usa en calzados, el material se usa para soportar los materiales exteriores y para mantener y devolver los zapatos a su forma original. Para llevar a cabo estas funciones los materiales deben tener cierta rigidez y ser resilientes. Se ha observado que ciertos materiales plásticos extruidos pueden llevar a cabo estas funciones incluso después de un uso continuo, tanto mojados como secos, algo que era difícil de conseguir con materiales tradicionales.
El material se suministra típicamente en forma de láminas de las cuales se cortan componentes adecuadamente conformados, dejando un esqueleto de material sobrante. Es deseable poder reciclar el material sobrante.
Una técnica conocida para reciclar el material se describe en el documento WO 00/53416 en el cual el material sobrante se granula y se mezcla con material virgen, usándose la mezcla en la formación de material para refuerzos de zapatos. Sin embargo, en la técnica WO 00/53416, el material sobrante incluye un material no tejido que forma partículas fibrosas en el material reciclado. La presencia de las partículas podría ser problemática particularmente cuando el material reciclado ha de tener un bajo espesor.
Otro problema común es que en ciertas aplicaciones deben usarse adhesivos especiales que no son compatibles con el material para refuerzos de zapatos. Como resultado, debe proporcionarse una capa intermedia de un material con el que el adhesivo sea compatible. La provisión de dicha capa intermedia es inconveniente y puede resultar en un aumento significativo del coste.
Los objetivos de la invención son proporcionar determinadas técnicas y un material mediante el cual puedan evitarse las desventajas asociadas a las técnicas conocidas.
De acuerdo con un aspecto de la invención se proporciona un procedimiento para fabricar un material para refuerzos de zapatos que comprende formar bolas a partir de un material de recortes sobrante, laminado, que incluye una capa de material no tejido, fundiendo completamente el material de recortes sobrante, extruyendo un núcleo formado por la extrusión de una mezcla de las bolas formadas por el material de recortes sobrante y bolas de material virgen, y aplicando un material no tejido a una superficie del núcleo.
El material laminado puede formarse usando un proceso de coextrusión para formar un núcleo que incluya una primera capa extruida a partir de material virgen y una segunda capa extruida usando las bolas formadas a partir del material de recortes. La segunda capa puede extruirse a partir de una mezcla de material virgen y las bolas formadas a partir del material de recortes, o alternativamente puede usar únicamente las bolas formadas a partir de material de recortes.
El material laminado puede incluir una capa de material adhesivo de fusión caliente que puede fabricarse usando una cantidad de bolas formadas a partir de material sobrante. La capa de adhesivo de fusión caliente podría aplicarse usando diversas técnicas. En una realización preferida, la capa de adhesivo de fusión caliente se proporciona usando una técnica de coextrusión.
El material de recortes puede transformarse en material de recortes en bolas para refuerzos de zapatos.
La invención también se refiere a un material laminado fabricado de acuerdo con una o más técnicas descritas anteriormente y a unos refuerzos de zapatos fabricados a partir del material.
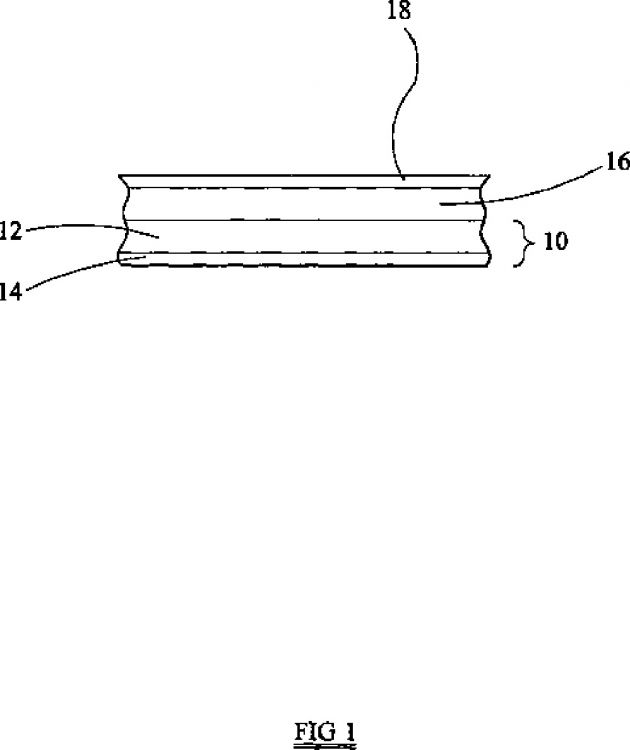
A continuación se describirá adicionalmente la invención, a modo de ejemplo, con referencia al dibujo adjunto, la Figura 1, que es una vista esquemática de parte de un material fabricado de acuerdo con la invención.
El material laminado ilustrado en la Figura 1 comprende un núcleo 10 que comprende una primera capa 12 de un material plástico y una segunda capa 14 de otro material plástico. La superficie superior de la primera capa 12 está provista de una capa 16 en la forma de un material no tejido. La capa 16 está recubierta de, e infiltrada por, una capa 18 de material adhesivo de fusión caliente.
El núcleo 10 se forma usando una técnica de coextrusión en la que las capas 12, 14 son extruidas simultáneamente adyacentes entre sí, siendo fijadas la una a la otra como resultado del proceso de coextrusión sin que quede nada, o apenas nada, de aire entre las capas 12, 14. Como resultado, las capas 12, 14 quedan aseguradas firmemente la una a la otra.
El material ilustrado en la Figura 1 se fabrica usando un material virgen en bolas para la extrusión de la primera capa 12, y material de recortes hechos bolas en la extrusión de la segunda capa 14. Dependiendo de la aplicación en la que vaya a usarse el material laminado, la segunda capa puede formarse exclusivamente usando material de recortes en bolas o alternativamente puede fabricarse usando una mezcla de material de recortes en bolas y material virgen en las proporciones adecuadas.
El material de recortes en bolas se forma calentando material laminado de recortes en caliente, típicamente en la forma de hojas esqueléticas sobrantes de donde se han recortado el refuerzo para zapatos u otros componentes. La operación de calentamiento deberá alcanzar una temperatura suficiente para fundir completamente el material de recortes. En la disposición descrita en el documento WO 00/53416 no se alcanza dicha temperatura y, como resultado, el material no tejido no se funde y por lo tanto forma partículas de fibras en el nuevo producto. Aunque de acuerdo con la invención se obtiene una temperatura suficientemente alta para fundir completamente el material sobrante, es importante asegurarse de evitar una temperatura demasiado alta, y asegurarse de que la alta temperatura no se mantenga demasiado tiempo, para asegurarse de que el material no se degrade. A modo de ejemplo únicamente, se cree que es suficiente calentar los materiales usados comúnmente, por ejemplo EVA con un material no tejido de poliéster, a una temperatura máxima de entre 260ºC y 280ºC por un periodo corto de tiempo antes de transformar el material en bolas.
Una vez que el proceso de coextrusión se ha llevado a cabo, la capa 16 de material no tejido y la capa 18 de adhesivo de fusión caliente se aplican usando técnicas convencionales.
Una desventaja de las técnicas de extrusión única conocidas es que la gama de materiales que pueden usarse es limitada. Esto es debido a que algunos materiales no son compatibles con otros materiales, y por lo tanto no pueden mezclarse y usarse juntos. Cuando se usan técnicas de coextrusión, estos mismos materiales pueden usarse juntos, en capas separadas, por lo que aumenta la gama de materiales que pueden usarse.
Aunque en la disposición descrita anteriormente se usa la técnica de coextrusión para formar un núcleo 10 multicapa, éste no tiene por qué ser el caso y, si se desea, la técnica de coextrusión podría usarse para aplicar una capa de un adhesivo de fusión caliente a un núcleo de una única capa. La aplicación del adhesivo de fusión caliente en semejante manera puede tener la ventaja de que aumenta la gama de adhesivos que pueden usarse. A modo de ejemplo, ciertos materiales de cuero sólo son compatibles con una pequeña gama de adhesivos, y estos adhesivos a veces no son compatibles con los materiales usados comúnmente en los refuerzos para zapatos. En el pasado, para usar estas combinaciones de materiales, se ha aplicado una fina capa intermedia fina entre el núcleo y el adhesivo de fusión caliente, siendo compatible la capa intermedia tanto con el núcleo como con el adhesivo. Sin embargo, proporcionar dicha capa supone un gasto de tiempo y es inconveniente. Usando la técnica de coextrusión, puede sujetarse el adhesivo directamente al núcleo, incluso cuando estos materiales serían incompatibles de otra manera, evitando por lo tanto la necesidad de proporcionar una capa intermedia. Alternativamente, si se piensa que es necesaria alguna forma de capa intermedia, la capa puede proporcionarse mediante la coextrusión. Como resultado,...
Reivindicaciones:
1. Un procedimiento para fabricar un material para refuerzos de zapatos que comprende formar bolas a partir de un material de recortes sobrante, laminado, que incluye una capa de material no tejido, fundiendo completamente el material de recortes sobrante, extruir un núcleo formado por la extrusión de una mezcla de las bolas formadas por el material de recortes sobrante y bolas de material virgen, y aplicar un material no tejido a la superficie del núcleo.
2. Un procedimiento de acuerdo con la Reivindicación 1, en el cual el núcleo se forma usando un proceso de coextrusión para formar una primera capa extruida a partir de material virgen y una segunda capa extruida usando las bolas formadas a partir del material de recortes sobrante.
3. Un procedimiento de acuerdo con la Reivindicación 2, en el cual la segunda capa es extruida a partir de una mezcla de material virgen y las bolas formadas a partir del material de recortes sobrante.
4. Un procedimiento de acuerdo con la Reivindicación 2, en el cual la segunda capa usa únicamente las bolas formadas a partir de material de recortes sobrante.
5. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones precedentes, en el cual el material laminado incluye una capa de material adhesivo de fusión caliente.
6. Un procedimiento de acuerdo con la Reivindicación 5, en el cual el material adhesivo de fusión caliente es fabricado usando una cantidad de bolas formadas a partir de material de recortes sobrante.
7. Un procedimiento de acuerdo con la Reivindicación 5 o la Reivindicación 6, en el cual la capa de material adhesivo de fusión caliente se proporciona usando una técnica de coextrusión.
8. Un procedimiento de acuerdo con la Reivindicación 1, en el cual el material de recortes sobrante comprende una capa de EVA con un material no tejido de poliéster.
9. Un procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 8, en el cual el material sobrante incluye una capa de material adhesivo de fusión caliente.
Patentes similares o relacionadas:
Película compuesta y producto textil que comprende la misma, del 8 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Una película compuesta , que comprende: una capa de película de politetrafluoroetileno ; y una capa elástica de poliuretano unida a la capa de película de […]
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
Producto textil compuesto, del 1 de Julio de 2020, de YIE-CHENG TEXTILE TECHNOLOGY CO., LTD: Un producto textil compuesto, que comprende: una capa textil de poliamida; y una película de poliamida unida a la capa textil de poliamida, […]
ENVASE BIODEGRADABLE, SU PROCEDIMIENTO DE OBTENCIÓN Y SU USO PARA CONTACTO, TRANSPORTE Y/O ALMACENAJE DE PRODUCTOS PERECEDEROS, del 30 de Junio de 2020, de NASTEPUR, S.L: Envase biodegradable, su procedimiento de obtención y su uso para contacto, transporte y/o almacenaje de productos perecederos. La presente invención se refiere […]
 Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Un método y aparato para producir un laminado de película para un material de envasado laminado, del 24 de Junio de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método para proporcionar un laminado de película que comprende un sustrato y una película de polímero , siendo el laminado de película adecuado […]
Composición adhesiva termofusible basada en una mezcla de copolímeros de propileno preparados usando catalizadores y procedimientos de sitio único, del 17 de Junio de 2020, de BOSTIK, INC.: Una composición adhesiva termofusible que comprende: (a) una mezcla de polímeros que contiene al menos un polímero SSC-PP de LMW semicristalino y al […]
Materiales compuestos, del 10 de Junio de 2020, de CYTEC TECHNOLOGY CORP.: Un material compuesto curable que comprende: i) al menos una capa estructural de fibras de refuerzo impregnadas con una matriz de […]
Manguera de revestimiento para el saneamiento de sistemas de tubería de conducción de fluidos, del 3 de Junio de 2020, de RelineEurope AG: Uso de al menos una lámina interior tubular sin costuras en una manguera de revestimiento con al menos una capa curable aplicada directa o indirectamente […]