PROCEDIMIENTO PARA LA FABRICACIÓN DE ESTABILIZADORES TUBULARES CON MOTOR DE BASCULAMIENTO.
Procedimiento para la fabricación de un estabilizador tubular partido con un motor (2) de basculamiento,
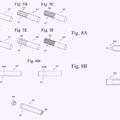
que acopla entre sí las dos mitades (3, 4) de estabilizador tubular, en el que una primera mitad (3) del estabilizador tubular se une de manera rígida a giro con un primer elemento (5) de unión del motor de basculamiento y una segunda mitad (4) del estabilizador tubular se une de manera rígida a giro con un segundo elemento de unión del motor (2) de basculamiento, caracterizado por los siguientes pasos del procedimiento: a) los extremos de los tubos a unir con los elementos (5, 6) de unión del motor (2) de basculamiento se ensanchan y recalcan en una operación con una espiga (20); b) las mitades (3, 4) del estabilizador tubular con los extremos ensanchados y recalcados se llevan a su forma definitiva por curvado; c) las mitades (3, 4) del estabilizador tubular curvado se someten a un tratamiento térmico. d) los extremos ensanchados y recalcados de los tubos de las mitades (3, 4) de estabilizador tubular sometidos al tratamiento térmico se unen con unión cinemática de material con los correspondientes elementos (5, 6) de unión del motor (2) de basculamiento
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/011813.
Solicitante: THYSSENKRUPP BILSTEIN SUSPENSION GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AUGUST-BILSTEIN-STRASSE 4 58256 ENNEPETAL ALEMANIA.
Inventor/es: SCHNEIDER, FRANK, DZIEMBALLA,HANS, MANKE,Lutz.
Fecha de Publicación: .
Fecha Solicitud PCT: 4 de Noviembre de 2005.
Clasificación Internacional de Patentes:
- B60G21/055 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60G SUSPENSION DE VEHICULOS (vehículos de colchón de aire B60V; montajes entre el chasis y el cuerpo del vehículo B62D 24/00). › B60G 21/00 Sistemas de interconexión de varias ruedas conjugadas, suspendidas elásticamente, p. ej. para estabilizar la carrocería del vehículo teniendo en cuenta las fuerzas de aceleración, de deceleración, o las fuerzas centrífugas (B60G 17/033 tiene prioridad; dirección para ruedas orientables combinada con dispositivos para inclinar la carrocería del vehículo hacia el interior en los virajes B62D 9/02). › Barras estabilizadoras.
Clasificación PCT:
- B60G21/055 B60G 21/00 […] › Barras estabilizadoras.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
PDF original: ES-2364070_T3.pdf
Fragmento de la descripción:
El invento se refiere a un procedimiento para la fabricación de un estabilizador tubular partido según el preámbulo de la reivindicación 1 con un motor de basculamiento, que une entre sí las dos mitades del tubo estabilizador.
Los estabilizadores tubulares partidos de esta clase son utilizados en los vehículos de motor para poder contrarrestar los movimientos de oscilación de la carrocería del vehículo. El motor de basculamiento, que acopla entre sí las dos mitades del estabilizador tubular, sirve para girar las dos mitades del estabilizador tubular partido una con relación a la otra y transmitir así a las dos ruedas de un eje fuerzas distintas, de manera, que se contrarreste el movimiento de oscilación de la carrocería del vehículo.
A través del estado de la técnica se conocen varios procedimientos para la fabricación de estos estabilizadores tubulares partidos. Así por ejemplo, a través de los documentos DE 199 30 444 C2 y DE 199 36 541 C2 se conocen procedimientos en los que la unión rígida a giro entre as dos mitades del estabilizador tubular y el motor de basculamiento (actuador) se realiza por medio de elementos de acoplamiento separados. En los procedimientos de fabricación conocidos a través de estos documentos se necesitan, por lo tanto, elementos adicionales, a saber los elementos de acoplamiento.
A través del documento DE 198 53 798 C1 se conoce la unión entre sí rígida a giro de las mitades del estabilizador formadas por barras macizas por medio de un casquillo adicional. Las dos mitades del estabilizador a unir entre sí poseen para ello dentados exteriores sobre los que se desliza el casquillo de unión. A continuación se deforma plásticamente el casquillo de unión, de manera, que se obtenga una unión cinemática de forma entre el casquillo y las correspondientes mitades del estabilizador. Para esta clase de unión también se necesita un elemento adicional, a saber el casquillo. Finalmente, a través del documento DE 102 25 035 A1 se conoce la unión entre sí rígida a giro de dos mitades de estabilizador formadas por barras macizas por medio de una pieza giratoria externa. En este caso se prevé, que la pieza giratoria externa esté unida de manera rígida a giro con una de las mitades del estabilizador por medio de un cordón de soldadura. El cordón de soldadura tiene en este caso la misión de cerrar las cámaras de trabajo interiores del actuador de manera hermética a presión hacia el exterior y de asegurar axialmente con relación a la pieza giratoria externa la mitad de estabilizador unida con la pieza giratoria externa. El procedimiento conocido a través de este documento es comparativamente laborioso desde el punto de vista técnico y no se puede aplicar sin más a los estabilizadores tubulares.
El invento se basa en el problema de divulgar un procedimiento para la fabricación de un estabilizador tubular partido con un motor de basculamiento, que acopla entre sí las dos mitades del estabilizador tubular, en el que las dos mitades del estabilizador tubular, optimadas desde el punto de vista del peso, se pueden unir de manera rígida a giro de modo sencillo y seguro con el punto de unión del motor de basculamiento. La unión rígida a giro debe satisfacer en especial los requerimientos, que surgen durante la utilización a consecuencia de los esfuerzos cambiantes provocados por los sentidos de torsión cambiantes y de otros esfuerzos dinámicos cambiantes cualesquiera. Además, el invento se basa en el problema de divulgar un estabilizador tubular partido con motor de basculamiento, que posea una construcción sencilla y en el que se realice una unión rígida a giro entre las dos mitades del estabilizador tubular optimada desde el punto de vista del peso, que satisfaga con seguridad los esfuerzos, que surgen durante la utilización.
Este problema se soluciona desde el punto de vista del procedimiento con las características de la reivindicación 1. Los perfeccionamientos ventajosos del procedimiento se recogen en las reivindicaciones 2 a 10 subordinadas.
Este problema se soluciona desde el punto de vista del estabilizador tubular con un estabilizador tubular partido con las características de la reivindicación 11. En las reivindicaciones 12 a 16 subordinadas se exponen los perfeccionamientos ventajosos del estabilizador tubular según el invento.
La ventaja del procedimiento según el invento reside en el hecho de que es posible el acoplamiento directo de las mitades del estabilizador tubular con los elementos de unión del motor de basculamiento. La unión cinemática de material, que se puede establecer en especial por soldadura (soldadura MAG, soldadura con láser), se presta en especial para los esfuerzos cambiantes de esta unión rígida a giro durante la utilización del estabilizador.
Otra ventaja reside en el hecho de que el procedimiento según el invento se basta sin piezas adicionales que hagan posible la unión rígida a giro.
En los extremos ensanchados y recalcados de los tubos, que deben ser unidos con los elementos de unión del motor de basculamiento, se halla una orientación favorable de las fibras en el material, ya que en el procedimiento de fabricación según el invento no tiene lugar un mecanizado con arranque de viruta de los extremos de los tubos.
Con la supresión de piezas auxiliares de unión adicionales, que se unen con uniones cinemáticas de forma con las mitades del estabilizador (como es conocido a través del estado de la técnica) tampoco es necesario en el invento, que las mitades del estabilizador se provean de dentados, que hagan posible la unión cinemática de forma con la pieza de unión auxiliar.
El ensanchamiento y el recalcado de los extremos de los tubos posee varios efectos positivos en el invento. Con el ensanchamiento radial tiene lugar un aumento del diámetro, de manera, que se eleva el momento de inercia superficial del extremo del tubo. El ensanchamiento conduce al mismo tiempo a una reducción de las tensiones en el cordón de soldadura posterior, respectivamente de una manera general en la posterior zona de unión, ya que a consecuencia del ensanchamiento se obtiene una superficie más grande sobre la que se reparten las fuerzas generadas en el caso de utilización. Las tensiones, que se generan en el caso de utilización son con ello manifiestamente menores que en el caso de extremos de tubo no ensanchados. De esta manera se puede obtener una mayor resistencia a largo plazo de la unión.
El recalcado axial del extremo del tubo, que según el invento se realiza en una operación con el ensanchamiento, tiene por objeto aumentar el grueso de pared del extremo del tubo. Con ello se puede conseguir una unión más robusta y mejor del extremo del tubo con los puntos de unión del motor de basculamiento.
La aplicación exitosa del invento es fundamentalmente independiente de que los estabilizadores posean en su extensión longitudinal un diámetro y/o un grueso de pared uniforme o no uniforme. En la práctica se someten con frecuencia los elementos del tubo rectos, que forman las posteriores mitades de estabilizador tubular, a una o varias mecanizaciones locales con las que el grueso de pared y/o diámetro de los elementos de tubo rectos se adaptan a los requerimientos de los posteriores estabilizadores. Así por ejemplo, se crea con frecuencia en la práctica por medio de una deformación plástica local de los elementos de tubo rectos el grueso de pared y/o el diámetro deseados en la extensión longitudinal del estabilizador.
El punto de unión del motor de basculamiento con el que se unen con unión cinemática de forma los extremos de las mitades del estabilizador tubular se configuran con preferencia como árboles. Tanto los árboles macizos (es decir árboles de material macizo), como también los árboles huecos se prestan fundamentalmente de la misma manera. Si las piezas de unión se configuran como árboles huecos, se debe cuidar desde el punto de vista del dimensionado, en especial del grueso de pared del árbol hueco, que los pares de giro necesarios puedan ser transmitidos con seguridad.
En una forma de ejecución preferida del invento se dispone alrededor del extremo del tubo durante el ensanchamiento con la espiga una matriz, cuyo diámetro interior equivalga exactamente al diámetro exterior deseado del extremo del tubo después del ensanchamiento y del recalcado. Esta matriz sirve para el calibrado del diámetro exterior del tubo y en especial de la superficie frontal del tubo, de manera, que se obtiene como superficie frontal del tubo una superficie anular plana. Por lo tanto, este paso... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de un estabilizador tubular partido con un motor (2) de basculamiento, que acopla entre sí las dos mitades (3, 4) de estabilizador tubular, en el que una primera mitad (3) del estabilizador tubular se une de manera rígida a giro con un primer elemento (5) de unión del motor de basculamiento y una segunda mitad (4) del estabilizador tubular se une de manera rígida a giro con un segundo elemento de unión del motor (2) de basculamiento, caracterizado por los siguientes pasos del procedimiento:
a) los extremos de los tubos a unir con los elementos (5, 6) de unión del motor (2) de basculamiento se ensanchan y recalcan en una operación con una espiga (20);
b) las mitades (3, 4) del estabilizador tubular con los extremos ensanchados y recalcados se llevan a su forma definitiva por curvado;
c) las mitades (3, 4) del estabilizador tubular curvado se someten a un tratamiento térmico.
d) los extremos ensanchados y recalcados de los tubos de las mitades (3, 4) de estabilizador tubular sometidos
al tratamiento térmico se unen con unión cinemática de material con los correspondientes elementos (5, 6) de unión del motor (2) de basculamiento.
2. Procedimiento según la reivindicación 1, caracterizado porque antes del ensanchamiento y del recalcado de los tramos de tubo rectos, que forman después las mitades (3, 4) del estabilizador tubular, se crean por medio de procedimientos locales de conformado tramos locales con un diámetro más pequeño y/o con un grueso de pared menor.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el punto de unión del motor (2) de basculamiento se configuran como árboles (5, 6) (árboles macizos o huecos).
4. Procedimiento según las reivindicaciones 1 a 3, caracterizado porque los extremos de los tubos se ensanchan y recalcan en estado caliente.
5. Procedimiento según las reivindicaciones 1 a 4, caracterizado porque los extremos de los tubos a ensanchar y a recalcar son rodeados durante la introducción de la espiga (20) por una matriz (30) para el calibrado, realizado en una operación con el ensanchado y el recalcado, de los extremos de los tubos.
6. Procedimiento según las reivindicaciones 1 a 5, caracterizado porque el ensanchado y el recalcado de los extremos de los tubos se realiza en varios pasos.
7. Procedimiento según las reivindicaciones 1 a 6, caracterizado porque los extremos de las mitades (3, 4) del estabilizador tubular, que no deben ser unidas con el motor (2) de basculamiento, se aplanan y taladran antes de que las mitades (3, 4) del estabilizador tubular se unan con unión cinemática de material con los puntos (5, 6) de unión del motor
(2) de basculamiento.
8. Procedimiento según las reivindicaciones 1 a 7, caracterizado porque la unión cinemática de material de las mitades (3, 4) del estabilizador tubular con los puntos (5, 6) de unión del motor (2) de basculamiento se realiza por soldadura.
9. Procedimiento según las reivindicaciones 8, caracterizado porque el procedimiento de soldadura es el procedimiento MAG o la soldadura con rayo laser.
10. Procedimiento según las reivindicaciones 1 a 9, caracterizado porque las mitades (3, 4) del estabilizador tubular son lacadas antes de la unión cinemática de material con los elementos (5, 6) de unión del motor (2) de basculamiento.
11. Estabilizador tubular partido con un motor (2) de basculamiento, que acopla entre sí las dos mitades (3, 4) de estabilizador tubular, en el que una primera mitad (3) del estabilizador tubular se une de manera rígida giro con un primer elemento (5, 6) de unión del motor de basculamiento y una segunda mitad (4) del estabilizador tubular se une de manera rígida a giro con un segundo elemento (6, 5) de unión del motor (2) de basculamiento, caracterizado porque los extremos de las mitades (3, 4) del estabilizador tubular, unidas con unión cinemática de material con los elemento (5, 6) de unión se configuran como extremos ensanchados y recalcados formados a partir del propio material de las mitades del estabilizador tubular como componente integral de ellas por medio un ensanchamiento y un recalcado de los extremos de los tubos en una operación.
12. Estabilizador tubular según la reivindicación 11, caracterizado porque en su extensión longitudinal posee tramos locales con distinto grueso de pared y/o con distinto diámetro, obtenidos por medio de un conformado local.
13. Estabilizador tubular según la reivindicación 11 ó 12, caracterizado porque los elementos de unión del motor (2) de basculamiento se configuran como árboles (5, 6) (árboles macizos o árboles huecos).
14. Estabilizador tubular según la reivindicación 13, caracterizado porque el diámetro interior de los extremos ensanchados y recalcados de las mitades (3, 4) del estabilizador tubular es mayor que el diámetro exterior del
correspondiente árbol (5) unido con unión cinemática de material con el extremo, configurando la unión cinemática de material como cordón (10) de soldadura.
15. Estabilizador tubular según la reivindicación 13, caracterizado porque el diámetro exterior de los extremos
5 ensanchados y recalcados de las mitades (3, 4) del estabilizador tubular es menor que el diámetro interior del correspondiente árbol (6) hueco unido con unión cinemática de material con el extremo, configurando la unión cinemática de material como cordón (10) de soldadura.
16. Estabilizador tubular según la reivindicación 14 ó 15, caracterizado porque el cordón de soldadura se configura como 10 soldadura de garganta.
17. Estabilizador tubular según las reivindicaciones 14 a 16, caracterizado porque el cordón (10) de soldadura se configura como cordón de soldadura laser o como cordón de soldadura MAG.
Patentes similares o relacionadas:
Articulación de rótula, del 15 de Julio de 2020, de NHK SPRING CO.LTD.: Una articulación de rótula (1b) que comprende: un perno de bola que tiene una porción de perno (10s) con un extremo que está acoplado a un cuerpo […]
Procedimiento para producir un estabilizador hueco, del 22 de Abril de 2020, de NHK SPRING CO.LTD.: Un procedimiento para fabricar un estabilizador hueco , que se proporciona en un vehículo y comprende: una porción de torsión (1a) que se extiende en la dirección […]
Unión estabilizadora y procedimiento de fabricación para la misma, del 1 de Abril de 2020, de NHK SPRING CO.LTD.: Unión estabilizadora formada mediante moldeo por inyección utilizando una resina que contiene fibras de refuerzo, que comprende una barra […]
Suspensión de eje en tándem neumática para un par de ejes traseros de un vehículo, en particular un vehículo de mercancías pesado, del 20 de Noviembre de 2019, de IVECO MAGIRUS AG: Suspensión de eje en tándem neumática para un par de ejes traseros de un vehículo, en particular un vehículo pesado de mercancías, comprendiendo […]
Tubería de acero soldada de alta resistencia de calibre grueso y resistencia eléctrica excelente en la capacidad de endurecimiento, la trabajabilidad en caliente y la resistencia a la fatiga y método de producción de la misma, del 24 de Julio de 2019, de NIPPON STEEL CORPORATION: Tubería de acero soldada de alta resistencia de calibre grueso y resistencia eléctrica excelente en la capacidad de endurecimiento, la trabajabilidad en […]
 Barra estabilizadora y método para su fabricación, del 26 de Junio de 2019, de NHK SPRING CO.LTD.: Método para fabricar una barra estabilizadora , comprendiendo el método:
preparar una barra de soporte sólida o una barra de soporte hueca hecha de un […]
Barra estabilizadora y método para su fabricación, del 26 de Junio de 2019, de NHK SPRING CO.LTD.: Método para fabricar una barra estabilizadora , comprendiendo el método:
preparar una barra de soporte sólida o una barra de soporte hueca hecha de un […]
Casquillo para estabilizador y método de fijación, del 19 de Junio de 2019, de NHK SPRING CO.LTD.: Un casquillo para un estabilizador, que comprende: una parte de orificio (100A, 200A) en la cual se inserta una barra del estabilizador […]
Método de fabricación de estabilizador y dispositivo de calentamiento, del 13 de Junio de 2019, de NHK SPRING CO.LTD.: Un método para producir un estabilizador usando un miembro hueco (100A) que incluye una parte de sección transversal variable (114, 114A, 115, 115A) en […]