PROCEDIMIENTO DE FABRICACION DE ENVASES ISOTERMICOS POR INYECCION DE POLIURETANO.
Procedimiento de fabricación de envases isotérmicos por inyección de poliuretano.
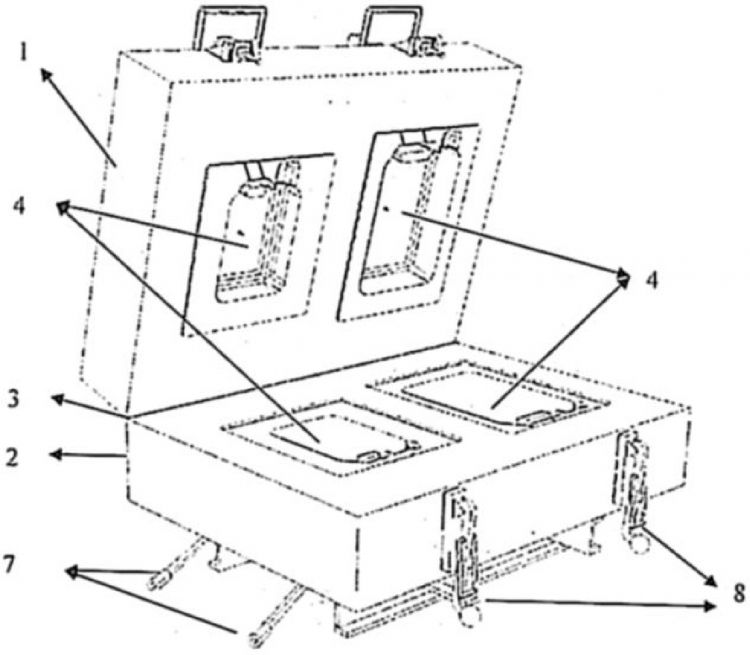
Consiste en un contramolde formado por dos caras (1, 2), las cuales están unidas por unas bisagras (3) pudiéndose de éste modo abrir y cerrar para introducir los envases, los cuales se ubican en un hueco adaptado a la forma de éste (4), con una dimensión unos centímetros mayor al envase, siendo el espacio restante el que se rellenará de poliuretano. Este contramolde está dotado de unas resistencias de calefacción de agua (7) para que el espumado del producto sea siempre el mismo, así como de unos cierres (8) para que una vez inyectado el poliuretano, y a la espera de que éste reaccione, se cierra el contramolde y en envase queda totalmente cubierto, sin que salga producto al exterior
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200603257.
Solicitante: MORENTE HEREDIA,JAIME.
Nacionalidad solicitante: España.
Provincia: JAÉN.
Inventor/es: MORENTE HEREDIA,JAIME.
Fecha de Solicitud: 12 de Diciembre de 2006.
Fecha de Publicación: .
Fecha de Concesión: 12 de Abril de 2010.
Clasificación Internacional de Patentes:
- B29C44/12L
Clasificación PCT:
- B29C44/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Incorporando o moldeando sobre partes preformadas, p. ej. inserciones o refuerzos.
Descripción:
Procedimiento de fabricación de envases isotérmicos por inyección de poliuretano.
La presente invención se refiere a un procedimiento de fabricación de recipientes isotérmicos con espuma aislante de poliuretano cuya finalidad es la creación de un envase térmico de poliuretano.
El procedimiento consistiría en primer lugar en la fabricación de un contramolde formado por acero, resina y material refractario. Éste contramolde consta de dos cajones (1, 2), que encajan entre sí perfectamente, dibujándose en su interior la forma del envase a rellenar de poliuretano (4) de manera que éste envase pueda ser introducido en ellos, quedando un espacio de un centímetro aproximadamente que será el que posteriormente se rellene de poliuretano (Fig. 1).
Estos contramoldes tienen incorporado un sistema de calefacción por conductos de agua o resistencias eléctricas (7) cuya función es la de mantener la temperatura deseada para el buen espumado del material aislante, en este caso, poliuretano. Éstos contramoldes, también constan de unos orificios para la evacuación del aire (6) cuando se inyecta el poliuretano así como de unos cierres (8) que permiten que éste quede completamente cerrado, con la finalidad de que el producto inyectado (poliuretano) no pueda salir al exterior quedándose de ésta manera adherido al envase de forma homogénea (Fig. 2).
Una vez obtenido este contramolde el siguiente paso será introducir el envase dentro del contramolde (9), aplicándose cera antiadherente a éste de manera que llegado el momento de la inyección el poliuretano no quede pegado al contramolde, sino solamente al envase (Fig. 3). El tapón del envase quedará fuera de la zona de inyección sujetándose ésta con una quilla giratoria (5) con la cual el envase a revestir no tocaría por ninguno de sus lados con la superficie del molde, quedando entre el contramolde y el envase de uno a dos centímetros por cada uno de sus lados, (Fig. 4) que será la zona que se rellenará de poliuretano.
Una vez preparado el envase dentro del contramolde se procede a la inyección del poliuretano con el contramolde abierto, una vez dado este paso éste se cerrará para que el poliuretano se inyecte a presión, quedando el envase introducido totalmente recubierto de poliuretano, consiguiendo de éste modo un envase isotérmico apto para la conservación a la temperatura deseada de cualquier líquido (Fig. 5).
Reivindicaciones:
1. Procedimiento de fabricación de envases isotérmicos por inyección de poliuretano caracterizado por un contramolde formado por acero, material refractario y resina constituido por dos cara o cajones (1, 2), unidos por unas bisagras (3) los cuales encajan perfectamente entre sí dibujándose en su interior un hueco con la forma del envase (4) donde se introducirá éste, entre el envase y el hueco queda un espacio que será donde se inyecte el poliuretano, así mismo esta dotado de una quilla. giratoria (5) situada al borde del hueco con la forma del envase cuya función es la de sostener el envase de manera que el espacio sobrante entre el hueco y el envase sea el mismo, así como de unas salidas de aire (6) situadas junto a la quilla, para que el poliuretano pueda espumar; así mismo también esta compuesto de unas resistencias de calefacción de agua (7), así como de unos cierres (8) para que el contramolde quede cerrado perfectamente.
2. Procedimiento de fabricación de envases isotérmicos conforme a la reivindicación 1ª caracterizado por un sistema de calefacción por conductos de agua o resistencias eléctricas (7) para obtener la temperatura idónea para la inyección del poliuretano.
3. Procedimiento de fabricación de envases isotérmicos conforme a la reivindicación 1ª caracterizado por unos cierres (8) cuya función es la de sellar perfectamente el molde cuando el poliuretano haya sido aplicado, quedando éste introducido solamente en el espacio restante entre el hueco de los cajones y el envase y quedando de ésta forma adherido a él.
Patentes similares o relacionadas:
Almohada de espuma moldeada de doble densidad, del 27 de Mayo de 2020, de TEMPUR WORLD, LLC: Una almohada , incluyendo: una parte interior compuesta de una primera espuma flexible, definiendo la parte interior (220, […]
Pala de rotor para una turbina eólica y procedimiento de fabricación de un componente de pala de rotor, del 15 de Abril de 2020, de GENERAL ELECTRIC COMPANY: Una pala de rotor para una turbina eólica , comprendiendo la pala de rotor un componente de pala de rotor , en la que el componente […]
Método de fabricación de un panel sándwich, del 19 de Febrero de 2020, de FITS HOLDING BV: Método de fabricación de un panel sándwich que comprende las etapas de: a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera […]
Elemento de construcción translúcido y método de fabricación, del 11 de Diciembre de 2019, de Zospeum Holding B.V: Un método para fabricar un elemento central aislante para un elemento translúcido de construcción , que comprende: - Proporcionar dos paneles de separación […]
Modificaciones de recipientes para minimizar los defectos durante el flujo de poliuretano reactivo, del 13 de Noviembre de 2019, de Dow Global Technologies LLC: Un procedimiento para reducir el número o el tamaño de los huecos en un poliuretano formado in situ en un recipiente, que comprende formar un flujo de al menos dos componentes […]
Procedimiento para la fabricación de tuberías aisladas con propiedades mejoradas, del 9 de Octubre de 2019, de BASF SE: Procedimiento para la fabricación de tuberías aisladas, el cual comprende las etapas de: (A) proporcionar tubería de servicio y tubería […]
Producto de fijación táctil para incorporar en el moldeo, del 31 de Julio de 2019, de VELCRO BVBA: Una tira de fijador macho con una cara de fijación delantera y una cara trasera, comprendiendo la tira: una base alargada […]
 Bastidor auxiliar y método para reforzar el mismo, del 24 de Julio de 2019, de HENKEL AG & CO. KGAA: Un método para reforzar un bastidor auxiliar de vehículo que comprende una o más piezas de chapa metálica huecas, en el que el método comprende:
una etapa que consiste […]
Bastidor auxiliar y método para reforzar el mismo, del 24 de Julio de 2019, de HENKEL AG & CO. KGAA: Un método para reforzar un bastidor auxiliar de vehículo que comprende una o más piezas de chapa metálica huecas, en el que el método comprende:
una etapa que consiste […]