PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE CONSTRUCCION CON POROS ABIERTOS, A BASE DE METAL, PLASTICO O CERAMICA, CON ESTRUCTURA DE RETICULA ESPONJOSA ORDENADA.
Procedimiento para fabricar elementos de construcción ligeros de poros abiertos,
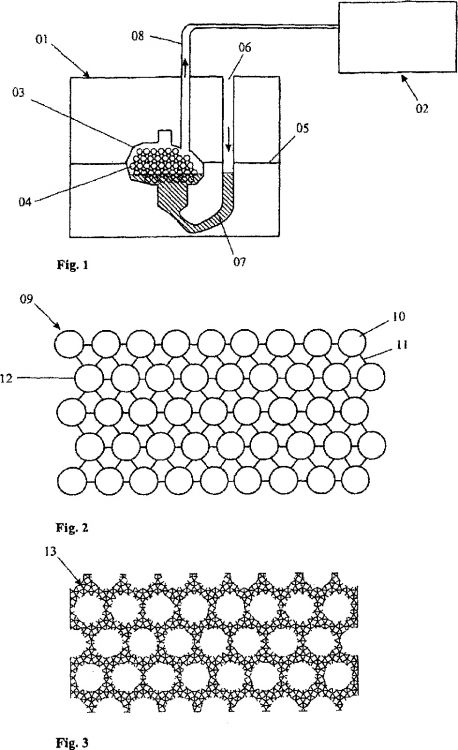
de metal, aleaciones metálicas, material plástico o cerámica, de cualquier forma geométrica deseada, en el que el elemento de construcción se fabrica mediante colada de material líquido en un dispositivo de colada (01), en el que un apilamiento de machos (04) se aloja en un molde de colada (03), se cuela y se expulsa, y el apilamiento de machos (04) está configurado como retícula de machos (09) multidimensional regular con planos de retícula de machos (12) definidos, en el que cada plano de retícula de machos (12) está construido con cuerpos de machos (10) regulares individuales, caracterizado porque para fabricar la retícula de machos (09) los planos de retícula de machos (12) individuales constituidos por cuerpos de machos (10) con volumen, esféricos, poligonales o de otro tipo, de dimensiones discrecionales y unidos por puentes, se unen entre sí en dos o más capas con retículas desplazadas, de forma que los cuerpos de machos (10) de los planos (12) individuales, previamente alisados o dotados de adhesivo, estén en contacto entre sí mediante puentes de ligante o de adhesivo
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07007332.
Solicitante: KURTZ GMBH
LAEMPE & MOSSNER GMBH
KUHS, BERND.
Nacionalidad solicitante: Alemania.
Dirección: FRANKENSTRASSE 2,97892 KREUZWERTHEIM.
Inventor/es: KUHS,BERND, MUNZ,ULRICH, STRUB,RAIMUND.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Abril de 2007.
Fecha Concesión Europea: 27 de Enero de 2010.
Clasificación Internacional de Patentes:
- B22C9/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B). › B22C 9/00 Moldes o machos (únicamente adaptados a procedimientos particulares de colada B22D ); Procedimientos de moldeo (que implican el empleo de máquinas de moldeo particulares, veánse los grupos apropiados para estas máquinas). › Machos; Fabricación o colocación de los machos.
- B22C9/10C
- B22D19/14 B22 […] › B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22). › B22D 19/00 Colada en, sobre o alrededor de objetos que forman parte del producto final (B22D 23/04 tiene prioridad; soldadura aluminotérmica B23K 23/00; revestimiento por colada de material fundido sobre un sustrato C23C 6/00). › teniendo los objetos forma de filamentos o partículas (fabricación de aleaciones conteniendo fibras o filamentos por contacto de las fibras o filamentos con el metal fundido C22C 47/08).
- B22D25/00F
- C22C1/08 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › C22C 1/00 Fabricación de aleaciones no ferrosas (por electrotermia C22B 4/00; por electrólisis C25C). › Aleaciones con poros abiertos o cerrados.
Clasificación PCT:
- B22D19/14 B22D 19/00 […] › teniendo los objetos forma de filamentos o partículas (fabricación de aleaciones conteniendo fibras o filamentos por contacto de las fibras o filamentos con el metal fundido C22C 47/08).
- C22B9/10 C22 […] › C22B PRODUCCION O AFINADO DE METALES (fabricación de polvos metálicos o sus suspensiones B22F 9/00; producción de metales por electrólisis o electroforesis C25 ); PRETRATAMIENTO DE MATERIAS PRIMAS. › C22B 9/00 Procesos generales de afinado o refusión de metales; Aparatos para la refusión de metales bajo escorias electroconductoras o por arco. › con agentes de afinado o fundentes; Empleo de sustancias para estos procesos (C22B 9/18 tiene prioridad).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento para la fabricación de elementos de construcción con poros abiertos, a base de metal, plástico o cerámica, con estructura de retícula esponjosa ordenada.
La presente invención se refiere a un procedimiento para fabricar elementos de construcción ligeros, de poros abiertos, de metal, aleaciones metálicas, material plástico o cerámica, de cualquier forma geométrica, según lo expuesto en la reivindicación 1.
Para fabricar elementos de construcción de alta resistencia y rigidez con densidad reducida se conocen en el estado de la técnica procedimientos en los que se esponjan metales en estado líquido mediante agentes expansores adecuados, por ejemplo, gases, para fabricar elementos de construcción con las características antes citadas. Sin embargo, estos procedimientos conocidos presentan el inconveniente de que, debido a la introducción a presión de los gases durante el proceso de esponjado, se producen burbujas que adquieren tamaños diferentes, no claramente definidos y/o previsibles o deseados. Así pues, mediante este procedimiento se producen elementos de construcción que poseen propiedades mecánicas difíciles de evaluar. Además, las burbujas se acumulan hacia la superficie de los elementos de construcción y no permiten que se forme una capa externa de grosor definido, lo que sería necesario para obtener una función estática calculable.
También se conocen procedimientos con los que se fabrican moldes de colada con estructuras reticuladas amorfas aleatorias, los cuales se rellenan en un dispositivo de colada. Con la ayuda de estos moldes de colada interiores formados por esferas individuales se pueden fabricar elementos de construcción de pared exterior abierta o cerrada que en su interior poseen una estructura reticulada indefinida amorfa, dado que el macho está constituido por una acumulación de esferas unidas entre sí desordenadamente. También en este caso es imposible definir claramente las propiedades mecánicas del elemento de construcción, porque la configuración del reticulado aleatorio en el interior de los elementos de construcción es imprevisible.
El documento EP 1 174 200 A2 describe un procedimiento de colada y un macho de colada a utilizar en este procedimiento, con los que se obtienen elementos de construcción ligeros y de poros abiertos. Un espacio intermedio entre un macho y una envoltura exterior se rellena con una masa fundida líquida de un metal ligero, de modo que la masa fundida penetre, como mínimo, en la zona marginal del macho, y se aplica presión a la masa fundida en estado semilíquido, a fin de evitar porosidad de solidificación.
El macho es un macho perdido, es decir, un macho que ya no está presente en el elemento de construcción terminado. Para ello, el macho consta de un elevado número de esferas de esponja mineral con diámetros de 1 a 8 mm, adheridas entre sí en sus puntos de contacto. De este modo, el macho constituye un denso paquete de esferas que se utiliza como apilamiento de machos. Los elementos de construcción resultantes del procedimiento de colada pueden ser de poros abiertos, ya que sólo es posible rellenar con la masa fundida las zonas marginales del macho. No obstante, de este modo, después de desechar el macho, se obtiene como mínimo un lado de la pieza fundida que presenta poros abiertos. El apilamiento de machos consta pues de un paquete de esferas en el que las esferas están en contacto entre sí ya que están pegadas. No se prevé el ajuste del espaciado de las esferas mediante puentes entre las mismas y, con ello, una variación de las distancias entre los poros.
Los documentos WO 02/26419 A1 y US-A-6 155 331 describen, respectivamente, un procedimiento para la fabricación por capas de moldes de colada, y machos de colada de materiales arenosos. La fabricación de los machos de colada se realiza uniendo primero entre sí en una capa, mediante un agente ligante, partículas de arena según el contorno de la pieza a fabricar. Una vez realizada esta capa se construye sobre ella una nueva capa, en la que igualmente se unen entre sí con un ligante las partículas de arena y se liga esta capa a la capa fabricada con anterioridad. Así pues, el macho de colada se forma por capas. Sin embargo, de ninguno de los documentos citados se desprende que las partículas o granos de arena de cada capa estén unidos por puentes y, además, los machos de colada que dan a conocer no son adecuados para fabricar piezas coladas de poros abiertos.
El artículo de revista "Giesstechnische Herstellung offenporiger Metallschwämme mittels mineralischer Platzhalter" ("Fabricación por técnica de colada de esponjas de metal mediante marcadores de posición"), F. Grote, P. Busse, Materialwissenschaft und Werkstofftechnik, VCH Verlagsgesellschaft, Weinheim, DE, Vol. 31, 2000, páginas 415-418, ISSN: 0933-5137, da a conocer un procedimiento de fabricación de un macho de colada para esponjas metálicas de poros abiertos, en el que se amontonan posicionadores en cualquier molde de arena o molde permanente. Sólo es posible una variación o graduación del macho de colada mediante un adecuado fraccionamiento de los posicionadores.
Así pues, del estado de la técnica sólo se conoce la fabricación de machos de tipo perdido para piezas de colada con poros abiertos realizando los machos de colada como montón de esferas individuales de un diámetro determinado, unidas entre sí mediante un ligante.
El objeto de la presente invención es dar a conocer un procedimiento que permite fabricar elementos de construcción ligeros de metal, aleaciones metálicas, material plástico o cerámica, de cualquier forma geométrica, con el que, mediante una conformación reticular interna claramente definida del apilamiento de machos, es posible predecir las características mecánicas, tales como la densidad, la rigidez o resistencia del elemento de construcción y, en caso necesario, se puede fabricar una capa exterior definida del espesor deseado.
Estos elementos de construcción se pueden utilizar bajo el concepto general de "ligeros y rígidos" y/o "absorbentes de energía y ruido" en todos los lugares en los que, por ejemplo, las masas a desplazar deben poseer propiedades adecuadas, por ejemplo, en la construcción de vehículos para carreteras o raíles, en la construcción de aeronaves o la construcción de máquinas o cinemática. Adicionalmente, dichos elementos de construcción, gracias a su estructura reticular esponjada, ordenada y de poros abiertos, son especialmente adecuados para cambiadores de calor de cualquier clase, ya que separan entre sí dos esferas de interconexión sencilla.
Este objetivo se consigue mediante el método del procedimiento descrito en la reivindicación 1.
Según la invención, cuando se utiliza el procedimiento para fabricar elementos de construcción ligeros de poros abiertos hechos de metal, aleaciones metálicas, material plástico o cerámica, de cualquier forma geométrica, el elemento de construcción se fabrica colando materiales líquidos en un dispositivo de colada. Para ello, en el molde de colada del dispositivo de colada existe un apilamiento de machos, que se soporta, se cuela y se expulsa. Este apilamiento de machos está configurado como una retícula de machos multidimensional regular, con planos de retícula definidos, en el que cada plano de retícula está formado por cuerpos de machos individuales regulares. Esto significa que para el procedimiento se puede utilizar un dispositivo de colada según el estado de la técnica en el que, sin embargo, el molde interior de colada como apilamiento de machos es diferente porque está realizado en forma de retícula de machos ordenada regular. La retícula de machos consta, como mínimo, de un plano de retícula de machos, compuesto por cuerpos de machos individuales regulares. La forma, tamaño y número de los cuerpos de machos, así como su espaciado, determinan la porosidad y las propiedades mecánicas de los elementos de construcción obtenidos con el procedimiento. Se puede generar en los elementos de construcción una envoltura exterior cerrada si el apilamiento de machos está a una cierta distancia de la pared exterior del molde de colada, espacio que se rellena con el material líquido y que forma la pared exterior cerrada. La separación entre el apilamiento de machos y la pared exterior del molde de colada determina el grosor de la pared exterior del elemento de construcción. Así pues, mediante este procedimiento se puede generar una estructura reticulada regular macroscópica del material, de modo que el elemento de construcción presenta una estructura portante macroscópica y posee las ventajas características de las estructuras...
Reivindicaciones:
1. Procedimiento para fabricar elementos de construcción ligeros de poros abiertos, de metal, aleaciones metálicas, material plástico o cerámica, de cualquier forma geométrica deseada, en el que el elemento de construcción se fabrica mediante colada de material líquido en un dispositivo de colada (01), en el que un apilamiento de machos (04) se aloja en un molde de colada (03), se cuela y se expulsa, y el apilamiento de machos (04) está configurado como retícula de machos (09) multidimensional regular con planos de retícula de machos (12) definidos, en el que cada plano de retícula de machos (12) está construido con cuerpos de machos (10) regulares individuales, caracterizado porque para fabricar la retícula de machos (09) los planos de retícula de machos (12) individuales constituidos por cuerpos de machos (10) con volumen, esféricos, poligonales o de otro tipo, de dimensiones discrecionales y unidos por puentes, se unen entre sí en dos o más capas con retículas desplazadas, de forma que los cuerpos de machos (10) de los planos (12) individuales, previamente alisados o dotados de adhesivo, estén en contacto entre sí mediante puentes de ligante o de adhesivo.
2. Procedimiento, según la reivindicación 1, caracterizado porque para fabricar la retícula de machos, en una primera etapa de fabricación, los cuerpos de machos (10) se unen entre sí en un plano de retícula de machos (12) para formar, preferentemente, placas sólidas planas, curvadas o acodadas de cualquier forma, de modo que la forma deseada de la retícula de machos (9) se crea solamente mediante el apilado de los planos de retícula de machos (10) individuales, en especial las placas.
3. Procedimiento, según la reivindicación 2, caracterizado porque en la primera etapa de fabricación de la retícula de machos los cuerpos de machos (10) contiguos se unen entre sí mediante puentes en un proceso de conformado para la fabricación de los planos de retícula de machos (12).
4. Procedimiento, según una de las reivindicaciones anteriores, caracterizado porque la unión de los planos de retícula de machos (12) individuales se realiza mediante un ligante y un procedimiento de endurecimiento adecuados.
5. Procedimiento, según una de las reivindicaciones anteriores, caracterizado porque los planos de retícula de machos (12) se fabrican con proporciones de ligantes orgánicos, mediante un procedimiento Betaset, Coldbox, Hotbox o Croning conocido.
6. Procedimiento, según una de las reivindicaciones anteriores, caracterizado porque los planos de retícula de machos (12) se fabrican mediante un procedimiento con componentes ligantes inorgánicos solubles en agua a base de sulfato de magnesio, fosfato de magnesio o silicato de magnesio, o bien una mezcla de los mismos.
7. Procedimiento, según una de las reivindicaciones anteriores, caracterizado porque el material utilizado para fabricar los planos de retícula de machos (12) es una harina o arena inorgánica, en especial, cuarzo, feldespato, óxido de aluminio, chamota, olivino, mena de cromo, arcilla, caolín, fluorita, silicato o bentonita, o bien una mezcla de los mismos.
8. Procedimiento, según una de las reivindicaciones 1 a 6, caracterizado porque el material utilizado para fabricar los planos de retícula de machos (12) es una sal, en especial, NaCl, KCl, K2SO4 o Mg2SO4.
9. Procedimiento, según una de las reivindicaciones anteriores, caracterizado porque los cuerpos de machos (10) dentro de la retícula de machos (09) tienen un diámetro de 1 mm a 30 cm.
10. Procedimiento, según la reivindicación 9, caracterizado porque los cuerpos de machos (10) dentro de la retícula de machos (09) tienen un diámetro de 5 mm a 20 mm.
11. Procedimiento, según una de las reivindicaciones anteriores, caracterizado porque los planos de retícula de machos (12) se fabrican, en parte o por juegos, en una caja de machos tipo sándwich múltiple, de modo que los planos de retícula de machos (12) se alisan, se ensamblan y se depositan en la caja de machos.
12. Procedimiento, según la reivindicación 11, caracterizado porque los marcos de retícula de machos utilizados para fabricar los planos de retícula de machos (12) son parte integrante de una herramienta, preferentemente una herramienta robotizada, dentro de una herramienta para fabricar machos, y porque el alisado, el montaje y la disposición de la retícula de machos se realizan fuera de la herramienta para fabricar machos.
13. Procedimiento, según la reivindicación 12, caracterizado porque, como mínimo, dos robots trabajan sincronizadamente, de modo que un robot funciona en la herramienta para fabricar machos, mientras que el segundo robot realiza el alisado, montaje y disposición de la retícula de machos.
14. Procedimiento, según una de las reivindicaciones anteriores, caracterizado porque durante el proceso de colada el material líquido fluye al molde por la presión estática hasta el nivel del depósito de fondo del molde y luego se aspira dentro del molde hasta llenarlo, mediante el vacío generado por una estación de vacío (2).
Patentes similares o relacionadas:
Pieza de desgaste de acero de bajo carbono y carburo cementado, del 3 de Abril de 2019, de Hyperion Materials & Technologies (Sweden) AB: Una pieza de desgaste que tiene alta resistencia al desgaste y resistencia mecánica, que comprende: un cuerpo; y una pluralidad de insertos de […]
Material de matriz metálica a base de polvos de aleación con memoria de forma, método de obtención del mismo y uso del mismo, del 9 de Enero de 2019, de UNIVERSIDAD DEL PAIS VASCO EUSKAL HERRIKO UNIBERSITATEA: Un material compuesto de matriz metálica basado en polvos de aleación con memoria de forma, su procedimiento de obtención y uso Lapresente invención se refiere […]
Artículos composite de densidad variable y procedimiento, del 25 de Septiembre de 2018, de REL, Inc: Un artículo composite de matriz metálica, que comprende: un cuerpo fundido reforzado, comprendiendo el cuerpo una primera región y una […]
Formación de un componente compuesto, del 4 de Abril de 2018, de Castings Technology International Ltd: Un método para la formación de un componente compuesto a partir de una pluralidad de materiales de alimentación en polvo diferentes, que comprende las operaciones de: obtención […]
Sistema de energía ultrasónica y método que incluyen un cuerno cerámico, del 19 de Abril de 2017, de 3M INNOVATIVE PROPERTIES COMPANY: Un sistema acústico para aplicar energía vibratoria, comprendiendo el sistema: una fuente de energía ultrasónica, un transductor , […]
Pieza de desgaste de acero bajo en carbono y carburo cementado, del 19 de Octubre de 2016, de SANDVIK INTELLECTUAL PROPERTY AB: Una pieza de desgaste que tiene alta resistencia al desgaste y dureza, que comprende: un cuerpo compuesto de partículas de carburo cementado […]
Procedimiento para formar una conexión eléctrica a un electrodo de fibra conductor y electrodo formado de esta manera, del 13 de Julio de 2016, de Arcactive Limited: Una batería o celda de plomo-ácido que incluye al menos un electrodo que comprende como un colector de corriente un material de fibra conductor que […]
Procedimiento para la producción de un cuerpo moldeado de peso ligero y cuerpo moldeado de espuma metálica, del 4 de Marzo de 2015, de HUTTE KLEIN-REICHENBACH GESELLSCHAFT M.B.H.: Cuerpo moldeado de peso ligero de espuma metálica, compuesto por una matriz metálica en la que están incluidas partículas y que encierra un gran número […]