Procedimiento para la fabricación de un cuerpo moldeado a partir de plástico espumoso e instalación para la realización del procedimiento.
Procedimiento para la fabricación de un cuerpo moldeado (1) a partir de plástico espumoso,
en el que en un espacio hueco del molde (1.0) de un molde (2) configurado como útil de moldeo (2a, 2b) de dos o más partes, que se puede abrir y cerrar, se rellena un granulado (1') y se lleva a expansión a través de calentamiento, en el que a) se introduce vapor de agua con una temperatura y una humedad del vapor tales así como con una presión del vapor tal en orificios dispuestos a través de las paredes del útil de moldeo, permeables para vapor y aire, en el molde (2) todavía evacuado que el granulado (1') se calienta a través del vapor de agua y su calor de condensación a una temperatura, a la que el granulado (1') se expande y el molde (2) se espuma con el resultado de un cuerpo moldeado (1) homogéneo, sinterizado conjuntamente;
b) finalmente después del proceso de expansión, el agua condensada y el vapor de agua se extraen a través de evacuación del molde (2) y del cuerpo moldeado (1) y este último se estabiliza de esta manera y se refrigera a temperatura de desmoldeo, de manera que se puede expulsar fuera del molde (1) abierto, y en el que
c) el vapor alimentado al espacio hueco del molde (1.0) o descargado desde éste es conducido a través de cámaras de vapor (5. 5a. 5b) adyacentes a superficies exteriores del molde (2), en el que durante la evacuación del espacio hueco del moldeo (1.0) y de las cámaras de vapor (5a, 5b) y para el aclarado previo, respectivamente, de cantidades de aire contenidas en los espacios mencionados por medio de lavado con vapor de agua a través de válvulas de vapor (6a, 6b) de apertura y cierre controlados y a través de los orificios (4) permeables al vapor y al aire en la pared del útil de moldeo (5a1, 5b1) así como a través de válvulas y conductos de salida (8a; 8b; 9) de apertura y cierre controlados, se utiliza un tanque de vacío (10) con un refrigerador de inyección (13) de tal capacidad que los procesos de evacuación y de lavado con el tanque de vacío (10) se pueden realizar de forma autárquica sin el apoyo a través de válvulas de vacío, y en el que a través de al menos un conducto de vapor / aire (9) conectado en el tanque de vacío (10) y que se comunica con el espacio hueco del molde (1.0) y con las cámaras de vapor (5a, 5b) se conducen al tanque de vacío (10) las cantidades de vapor y de aire que proceden desde el espacio hueco del molde (1.0) y de las cámaras de vapor (5a, 5b), de las cuales las cantidades de vapor se condensan a través de inyección de agua de refrigeración bajo generación de vacío y las cantidades de aire introducidas son descargadas hacia fuera a través de al menos una válvula de retención (14).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/007314.
Solicitante: Behl GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Am Dreispitz 1 97909 Stadtprozelten ALEMANIA.
Inventor/es: BEHL,ERHARD, CHI KEUNG,LEUNG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C44/34 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Elementos constitutivos, detalles o accesorios; Operaciones auxiliares.
- B29C44/44 B29C 44/00 […] › en forma de partículas o perlas expandibles.
PDF original: ES-2498048_T3.pdf
Fragmento de la descripción:
Procedimiento para la fabricación de un cuerpo moldeado a partir de plástico espumoso e instalación para la realización del procedimiento
La invención se refiere a un procedimiento para la fabricación de un cuerpo moldeado a partir de plástico espumoso, en el que en un espacio hueco del molde de un molde configurado como útil de moldeo de dos o más partes, que se puede abrir y cerrar, se rellena un granulado y se lleva a expansión a través de calentamiento, en el que a) se introduce vapor de agua con una temperatura y una humedad del vapor tales así como con una presión del vapor tal en orificios dispuestos a través de las paredes del útil de moldeo, permeables para vapor y aire, en el molde todavía evacuado que el granulado se calienta a través del vapor de agua y su calor de condensación a una temperatura, a la que el granulado se expande y el molde se espuma con el resultado de un cuerpo moldeado homogéneo, slnterlzado conjuntamente; b) finalmente después del proceso de expansión, el agua condensada y el vapor de agua se extraen a través de evacuación del molde y del cuerpo moldeado y este último se estabiliza de esta manera y se refrigera a temperatura de desmoldeo, de manera que se puede expulsar fuera del molde abierto, y en el que c) el vapor alimentado al espacio hueco del molde o descargado desde éste es conducido a través de cámaras de vapor adyacentes a superficies exteriores del molde, de acuerdo con el preámbulo de la reivindicación 1.
Un procedimiento de este tipo así como una instalación para su realización se conocen esencialmente a través el documento EP 259 597 A2. El vacío es mantenido preparado o bien generado en el procedimiento conocido a través de los componentes empleados combinados de una cámara de refrigeración, de un depósito de vacío y de una bomba de vacío.
En el objeto de acuerdo con el documento CH-A-472 959 (=D2), después de la evaporación del granulado de pollestlreno que se encuentra en el espacio hueco del molde con vapor callente a través de las cámaras de calentamiento y de refrigeración 1, 11 a ambos lados del espacio hueco del molde se Inyecta a través de sistemas de pulverización una nube de pulverización de agua en las cámaras de calentamiento y de refrigeración, con la finalidad de generar en estas cámaras una presión negativa y de esta manera conseguir a través del prensado del cuerpo moldeado que se forma en la pared del cuerpo moldeado una "soldadura" de las partículas de pollestireno en la superficie del cuerpo moldeado. Durante esta pulverización dirigida hacia la pared del cuerpo moldeado se refrigera esta última de manera forzada. Pero el útil de moldeo debe mantenerse callente en este instante, para evitar una soldadura precoz del cuerpo moldeado. Es decir, que en esta etapa del procedimiento se trata de una refrigeración no deseada o bien de un derroche de energía, por lo que se Intenta mantener reducido el Inconveniente técnico del procedimiento, desistiendo de la utilización de toberas de pulverización o de inyección dirigida hacia la mitades del molde.
La invención tiene el cometido de indicar un procedimiento del tipo definido al principio, durante cuya realización no son necesarios ya varios componentes para la generación de vacío y en este caso sobre todo bombas de vacío, que hacen que la instalación sea más cara y más intensiva de mantenimiento, y en este caso se Insertan las medidas de evacuación con una instalación de generación de vacío, que no requiere bombas de vacío, en la secuencia de las etapas del procedimiento, de tal manera que también sin la utilización de bombas de vacío se puede conseguir un balance de energía más favorable durante la fabricación de cuerpos moldeados.
De acuerdo con la invención, el cometido planteado en un procedimiento de acuerdo con el preámbulo de la reivindicación 1, se soluciona a través de las características Indicadas en la parte de caracterización de la reivindicación 1, a saber, por que se utiliza un tanque de vacío con una capacidad que no requiere el apoyo a través de bombas de vacío con refrigerador por inyección respectivo y con al menos una válvula de retención durante la evaporación y la evacuación del espacio hueco del molde y de las cámaras de vapor, con la siguientes etapas del procedimiento:
Los desarrollos ventajosos del procedimiento de acuerdo con la Invención se Indican en las reivindicaciones 2 y 3.
Las ventajas que se pueden conseguir con la invención se pueden ver sobre todo en que los procesos de lavado efectivos están conectados a través de la válvula de retención en todo el ciclo del procedimiento como varias etapas parciales para la generación de una atmósfera liberada de gases no condensables, por ejemplo aire y intercalados, respectivamente, delante de los procesos de condensación por Inyección. En oposición al procedimiento mencionado anteriormente según (D2), en el objeto de la Invención, en la etapa del procedimiento 5 que sigue a la etapa del procedimiento 4 (ablandamiento del granulado), no se pulveriza agua de refrigeración en las cámaras de vapor; las paredes del cuerpo moldeado permanecen callentes, el proceso de expansión siguiente y el proceso de soldadura se pueden desarrollar sin interferencias y sin el derroche de energía, por que solamente tiene lugar una disipación de la sobrepresión / proceso de lavado a través de la válvula de retención que se abre y el vapor de agua que se encuentra ahora en el sistema, que está a presión atmosférica, forma una condición previa para que a través de inyección de agua de refrigeración al tanque de vacío sin solicitación de energía de bomba en el sistema, se pueda generar un vacío efectivo - una condición previa para la realización de la etapa del procedimiento según la reivindicación 2.
Objeto de la invención es también una instalación para la realización del procedimiento según la reivindicación 1 o una de las reivindicaciones siguientes, que se basa conforme al sentido en el mismo cometido indicado anteriormente que el procedimiento de acuerdo con la invención y que se refiere, de acuerdo con el preámbulo de la reivindicación 6, a una instalación para la fabricación de un cuerpo moldeado de plástico espumoso.
En el caso de una instalación del tipo citado al principio, el cometido planteado se soluciona de acuerdo con la invención por medio de las características indicadas en la parte de caracterización de la reivindicación 6.
Los desarrollos ventajosos de la instalación de acuerdo con la invención se indican en las reivindicaciones 7 a 11. Las ventajas que se pueden alcanzar con la invención se pueden ver sobre todo en que a través de la conexión directa del tanque de vacío (sin válvula de salida) en las cámaras de vapor (en el caso de un útil de moldeo de dos partes en la primera y en la segunda cámara de vapor) se pueden intensificar los procesos de refrigeración del cuerpo moldeado. Esto se debe especialmente a que con el tanque de vacío autárquico y el refrigerador por inyección correspondiente, están disponibles un generador de vacío fiable, de volumen relativamente grande así como un transportador de vapor y de aire de refrigeración, con lo que el procedimiento y la instalación para su realización se pueden configurar de manera muy fiable e independientemente de averías o intervalos de mantenimiento en el caso de bombas de vacío.
Otras características y ventajas del objeto de la invención, las etapas del procedimiento así como la estructura y el modo de actuación de la instalación se explican en detalle a continuación con la ayuda de un ejemplo de realización representado en el dibujo. En el dibujo:
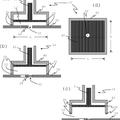
La figura 1 muestra en representación simplificada, en parte esquemática, omitiendo las partes que no son necesarias para la comprensión de la invención, en vista en planta, por ejemplo en la sección, una instalación para la fabricación de un cuerpo moldeado con útil de moldeo, cuerpo moleado que se encuentra en él y con un tanque de vacío conectado en el útil de moldeo con refrigerador por inyección.
La figura 2 muestra el detalle X de la figura 1, ampliado, es decir, una parte de los orificios de toberas, tres conos de pulverización y un fragmento del molde y del cuerpo moldeado, en el que se omite el inyector de llenado.
A continuación se describen en primer lugar la estructura de la instalación y a continuación su modo de actuación y
el ciclo del procedimiento.
En la instalación representada en la figura 1 para la fabricación de un cuerpo moleado 1 de plástico espumoso se lleva un granulado 1 que se puede llenar en el espacio hueco 1. del útil de moldeo 2 de un molde de dos o más partes, que se puede abrir y cerrar, a expansión... [Seguir leyendo]
Reivindicaciones:
1.- Procedimiento para la fabricación de un cuerpo moldeado (1) a partir de plástico espumoso, en el que en un espacio hueco del molde (1.) de un molde (2) configurado como útil de moldeo (2a, 2b) de dos o más partes, que se puede abrir y cerrar, se rellena un granulado (1 ) y se lleva a expansión a través de calentamiento, en el que
a) se introduce vapor de agua con una temperatura y una humedad del vapor tales así como con una presión del vapor tal en orificios dispuestos a través de las paredes del útil de moldeo, permeables para vapor y aire, en el molde (2) todavía evacuado que el granulado (1) se calienta a través del vapor de agua y su calor de condensación a una temperatura, a la que el granulado (1) se expande y el molde (2) se espuma con el resultado de un cuerpo moldeado (1) homogéneo, sinterizado conjuntamente;
b) finalmente después del proceso de expansión, el agua condensada y el vapor de agua se extraen a través de evacuación del molde (2) y del cuerpo moldeado (1) y este último se estabiliza de esta manera y se refrigera a temperatura de desmoldeo, de manera que se puede expulsar fuera del molde (1) abierto, y en el que
c) el vapor alimentado al espacio hueco del molde (1.) o descargado desde éste es conducido a través de cámaras de vapor (5. 5a. 5b) adyacentes a superficies exteriores del molde (2), en el que
durante la evacuación del espacio hueco del moldeo (1.) y de las cámaras de vapor (5a, 5b) y para el aclarado previo, respectivamente, de cantidades de aire contenidas en los espacios mencionados por medio de lavado con vapor de agua a través de válvulas de vapor (6a, 6b) de apertura y cierre controlados y a través de los orificios (4) permeables al vapor y al aire en la pared del útil de moldeo (5a1, 5b1) así como a través de válvulas y conductos de salida (8a; 8b; 9) de apertura y cierre controlados, se utiliza un tanque de vacío (1) con un refrigerador de inyección (13) de tal capacidad que los procesos de evacuación y de lavado con el tanque de vacío (1) se pueden realizar de forma autárquica sin el apoyo a través de válvulas de vacío, y en el que a través de al menos un conducto de vapor/ aire (9) conectado en el tanque de vacío (1) y que se comunica con el espacio hueco del molde (1.) y con las cámaras de vapor (5a, 5b) se conducen al tanque de vacío (1) las cantidades de vapor y de aire que proceden desde el espacio hueco del molde (1.) y de las cámaras de vapor (5a, 5b), de las cuales las cantidades de vapor se condensan a través de inyección de agua de refrigeración bajo generación de vacío y las cantidades de aire introducidas son descargadas hacia fuera a través de al menos una válvula de retención (14).
2.- Procedimiento de acuerdo con la reivindicación 1, caracterizado por que durante el primer proceso de lavado a través de cantidades de vapor de lavado alimentadas en el lado de entrada al espacio hueco del molde (1.) y a las cámaras de vapor (5a, 5b), las cantidades de aire contenidas en el espacio hueco del molde (1.) y en las cámaras de vapor (5a, 5b) son descargadas a través de las válvulas de salida (8a, 8b) abierta y del conducto de vapor / aire (9) hasta el tanque de vacío (1) y desde éste son descargadas hacia fuera a través de al menos una válvula de retención (14), en el que inmediatamente antes del llenado del granulado (1) en el espacio hueco del molde (1.), demorado en el tiempo con respecto al proceso de lavado cuando las válvulas de vapor (6a, 6b) se cierran, a través de inyección de agua en el taque de vacío (1) se lleva a cabo una condensación de vapor de agua y, por lo tanto, en el marco de una primera evacuación, una presión negativa en el tanque (1) y en el espacio hueco del molde (1.) conectado con él.
3.- Procedimiento de acuerdo con la reivindicación 1 ó 2, caracterizado por que durante un segundo proceso de lavado después del llenado del granulado (1) en el espacio hueco del molde (1.) se transportan en primer lugar cantidades de aire a través de cantidades de vapor de lavado alimentadas en el lado de entrada desde el espacio hueco del molde (1.) y desde las cámaras de vapor (5, 5a, 5b) a través de los orificios (4) permeables para vapor y aire, a través de válvulas de salida (8a, 8b) abiertas y el conducto de vapor / aire (9) hasta el tanque de vapor (1) y a través de la válvula de retención (14) hacia fuera, antes de que en el espacio hueco del molde (1.) y en las cámara de vapor (5a, 5b), con las válvulas de salida (8a, 8b) abiertas, se generen a través de la Impulsión de vapor una sobrepresión de hasta 3 bares y en colaboración con el calor de condensación de vapor una temperatura de reblandecimiento para el granulado (1).
4.- Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado por que durante un tercer proceso de lavado después de la expansión concluida del granulado (1) se cierran en primer lugar las válvulas de vapor (6a, 6b) y se abren de nuevo las válvulas de salida (8a, 8b) con objeto del establecimiento de la comunicación con el tanque de vacío (1), en el que tiene lugar una disipación de la sobrepresión a través de la válvula de retención (14) y se lleva el vapor que afluye al tanque de vacío (1) a través de Inyección de agua de refrigeración hasta el tanque de vacío (1) a condensación, por que a través de toberas de Inyección (17) se pulveriza agua de refrigeración en las cámaras de vapor (5a, 5b) y se conduce a través de las válvulas y conductos de salida (8a, 8b; 9) al depósito de vacío (1) y se acumula allí, en el que se lleva a cabo una formación de presión negativa en el tanque de vacío (1) y en el espado hueco del molde (1.) en comunicación con él (segunda evacuación) y el condensado a evaporar contribuye a la refrigeración del cuerpo moldeado (1) expandido y que se está estabilizando así como se descarga en forma de vapor en el tanque de vacío (1) y se condensa allí por medio de la refrigeración por inyección.
5.- Procedimiento de acuerdo con la reivindicación 4, caracterizado por que el vacío es mantenido en una (5b) de las
dos cámaras de vacío (5a, 5b) y se cierran las válvulas de salida (8a, 8b) y por que entonces se abre una válvula de ventilación (12a) de la cámara de vapor (5a) opuesta con objeto del llenado de esta última con aire atmosférico y por que en el marco de un proceso de desmoldeo se cierran las válvulas de salida (8a, 8b) y se llevan a cabo sucesivamente de forma alterna las siguientes etapas de desmoldeo:
a) en la cámara de vapor (5b), que se encuentra en el lado (II) del inyector de llenado (3), se mantiene el vacío, y la cámara de vapor (5a) opuesta se llena con aire atmosférico, en el que los útiles de moldeo (2a, 2b) se abren hasta un Intersticio de algunos milímetros,
b) después del cierre del útil de moldeo (2) se cierra la válvula de ventilación (12a) de la cámara de vapor (5a) y ésta es evacuada a través de conexión con el tanque de vacío (1) a través de la válvula de salida (8a) que se abre así como la cámara de vapor (5b) del lado del inyector se lleva a través de la válvula de ventilación (12b) respectiva con aire atmosférico, en el que las partes del útil de moldeo (2a, 2b) se abren hasta un intersticio pequeño de algunos milímetros,
c) de acuerdo con el grado de aflojamiento del cuerpo moldeado (1), son suficientes las dos etapas precedentes (a) y (b) o se repiten hasta que el cuerpo moldeado (1) se puede desprender desde las dos partes del útil de moldeo (2a, 2b) y a continuación se puede expulsar.
6.- Instalación para la realización del procedimiento de acuerdo con la reivindicación 1 o una de las reivindicaciones siguientes para la fabricación de un cuerpo moldeado (1) a partir de plástico espumoso, en el que se lleva un granulado (1), que se puede llenar en el espacio hueco del molde (1.) de un molde (2) de dos o más partes, que se puede abrir y cerrar, a expansión a través de calentamiento, en el que
a) para el llenado del granulado (1) a espumar, el molde (2) está conectado con un inyector de llenado (3);
b) en cámaras de vapor (5, 5a, 5b), que se comunican con el espacio hueco del molde (1.) a través de orificios (4) permeables para vapor y aire, en el lado de entrada se conectan válvulas de vapor (6a, 6b) y conductos de vapor (7, 7a, 7b) correspondientes así como conductos de aire (9) con válvulas de ventilación (12a, 12b), además, en el lado de salida se conecta una instalación de vacío a través de válvulas de salida (8a, 8b) y al menos un conducto de vapor / aire (9), y se asocia, respectivamente, una cámara de vapor (5a, 5b) a una parte del útil de moldeo ( 2a, 2b) y están dispuestos adyacentes a las superficies exteriores de las partes del útil de moldeo (2a, 2b),
c) el molde (2) está constituido al menos de dos partes y el espacio hueco del molde (1.) rodeado por las mitades o partes del útil de moldeo (2a, 2b) se puede abrir para la expulsión del cuerpo moldeo (1) espumoso acabado y se puede cerrar de nuevo con la finalidad de cargarlo con nuevo granulado (1) expansible, en el que
para la evacuación del espacio hueco del molde (1.) a través de los orificios (4) permeables para vapor y aire, y de las cámaras de vapor (5a, 5b) y para el lavado previo respectivo de cantidades de aire contenidas en el espacio hueco del molde (1.) y en las cámaras de vapor (5a, 5b) por medio de lavado con vapor de agua a través de válvulas de vapor (6a, 6b) que se pueden abrir y cerrar, se utiliza un tanque de vacío (1) con refrigerador por inyección (13) de tal capacidad que los procesos de evacuación y lavado con el tanque de vacío (1) se pueden realizar de forma autárquica sin el apoyo a través de bombas de vacío, y en el que a través de al menos un conducto de vapor / aire (9) que se comunica con el espacio hueco del molde (1.) y con las cámaras de vapor (5a, 5b) a través de válvulas de salida (8a, 8b) controlables, se pueden alimentar al tanque de vacío (1) las cantidades de vapor y de aire que proceden desde el espacio hueco del molde (1.) y de las cámaras de vapor (5a, 5b), de las cuales las cantidades de vapor se pueden condensar a través de inyección de agua de refrigeración bajo generación de vacío y las cantidades de aire introducidas se pueden descargar hacia fuera a través de al menos una válvula de retención (14).
7.- Instalación de acuerdo con la reivindicación 6, caracterizada por que en el caso de un útil de moldeo (2) de dos partes, las dos partes del útil de moldeo (2a, 2b) rodean, respectivamente, una primera y una segunda cámara de vapor (5a, 5b) y, respectivamente, una pared interior (5a1, 5b1) de las cámaras de vapor está formada por las paredes del útil de moldeo directamente adyacentes al espacio hueco del molde (1.),
8.- Instalación de acuerdo con la reivindicación 7, caracterizada por que las paredes del útil de moldeo (5a1, 5a2) están provistas con orificios de toberas (4) distribuidos sobre sus superficies.
9.- Instalación de acuerdo con la reivindicación 7, caracterizada por que sobre el lado (II) del espacio hueco del molde (1.), que está opuesto al lado de expulsión (I) de la pieza moldeada, está dispuesto un inyector de llenado (3) para granulado (1), que desemboca en el espacio hueco del molde (1.), a través de la pared del útil de moldeo (5b1) que atraviesa la pared exterior (5b2) del útil de moldeo (2) y la segunda cámara de vapor (5b) de forma hermética al vapor.
1.- Instalación de acuerdo con una de las reivindicaciones 6 a 9, caracterizada por que en los lados interiores de las paredes exteriores (5a2, 5b2) del útil de moldeo (2) están fijadas toberas de inyección (17), que están instaladas
con la finalidad de la refrigeración del molde (1), del espacio hueco del molde (1.) así como el volumen de las cámaras de vapor (5a, 5b), para la pulverización de conos de pulverización (17a) dirigidos transversalmente a las cámaras de vapor.
11.- Instalación de acuerdo con la reivindicación 1, caracterizada por que, respectivamente, en el lado Interior de 5 las paredes exteriores del útil de moldeo (5a2, 5b2) está fijado un conducto de toberas de pulverización (18) para varias toberas de pulverización (17) y con el conducto de toberas de pulverización (18) están conectadas válvulas de pulverización (19a, 19b) y están fijada en éste.
Patentes similares o relacionadas:
Procedimiento para producir un cuerpo de espuma por extrusión y dispositivo de extrusión para producir un cuerpo de espuma, del 10 de Junio de 2020, de VAN LÜCK, Frank: Procedimiento para producir un cuerpo de espuma por extrusión, que comprende: - generar una masa fundida de plástico dentro de una envoltura […]
Bloque de aislamiento, del 27 de Mayo de 2020, de Finnfoam Oy: Una placa de aislamiento de polímero expandido que comprende primera y segunda superficies paralelas grandes y primer y segundo bordes laterales largos […]
Dispositivo de medida de densidad aparente para partículas pre-expandidas y método para medir la densidad aparente de partículas pre-expandidas, del 13 de Mayo de 2020, de KANEKA CORPORATION: Un dispositivo adecuado para medir la densidad aparente de partículas pre-expandidas contraídas, donde el dispositivo comprende: un recipiente A en el que […]
Cabezal de tubo de extrusión para el espumado continuo, del 13 de Mayo de 2020, de W. MULLER GMBH: Cabezal de extrusión para la fabricación de preformas tubulares a partir de plástico extruíble, las cuales están construidas a partir de al menos una primera […]
Dispositivo de envasado controlado térmicamente y método de fabricación, del 8 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Un dispositivo de cambio de fase para controlar la temperatura dentro de un entorno, que comprende: un material de espuma tanto con […]
 Procedimiento en molde para producir nanoespuma, del 25 de Marzo de 2020, de DDP Specialty Electronic Materials US, Inc: Un procedimiento para preparar nanoespuma que comprende las siguientes etapas:
a. proporcionar un molde que tiene una cavidad del […]
Procedimiento en molde para producir nanoespuma, del 25 de Marzo de 2020, de DDP Specialty Electronic Materials US, Inc: Un procedimiento para preparar nanoespuma que comprende las siguientes etapas:
a. proporcionar un molde que tiene una cavidad del […]
Aparato y procedimiento para la producción de embriones de espuma expandida, del 18 de Marzo de 2020, de DIAB INTERNATIONAL AB: Un procedimiento para producir un embrión espumable que tiene un volumen Vfinal usando moldeo por inyección, que comprende las etapas de: - proporcionar […]
Método de fabricación de un panel sándwich, del 19 de Febrero de 2020, de FITS HOLDING BV: Método de fabricación de un panel sándwich que comprende las etapas de: a) una etapa de montaje de proporcionar un conjunto en forma de placa de una primera […]