PROCEDIMIENTO PARA LA FABRICACIÓN DE UN CUERPO DE BOTE, ASÍ COMO CUERPO DE BOTE.
Procedimiento para la fijación de una parte de válvula con una envoltura de unión y una válvula (62) a un revestimiento (24) de un bote,
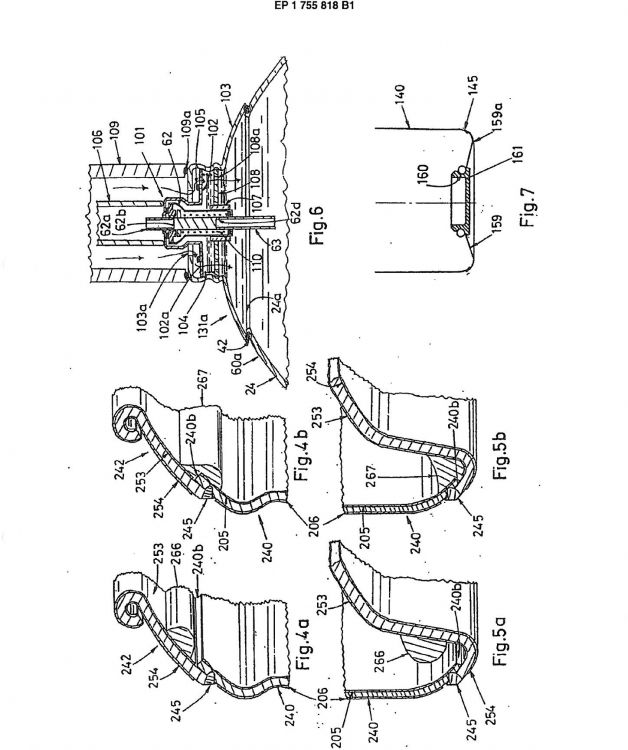
en donde la envoltura de unión de la parte de válvula se fija a modo de elemento superior de cierre (31a) junto con la válvula (62) mediante soldadura por láser al revestimiento (24) del bote, caracterizado porque en el revestimiento (24) del bote está conformado un estrechamiento de la sección en forma de resalto hacia la cara frontal (24a), que se presiona de forma hermética contra la zona de borde del elemento de cierre (31a) adyacente a este resalto (60a) y se une de forma hermética mediante una costura de unión (42) por láser, y la cara frontal (24a) del revestimiento (24) del bote se encuentra en el interior del bote
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2005/000341.
Solicitante: CREBOCAN AG.
Nacionalidad solicitante: Suiza.
Dirección: HOFACKERSTRASSE 6 9606 BUTSCHWIL SUIZA.
Inventor/es: BOLTSHAUSER, WERNER.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Junio de 2005.
Fecha Concesión Europea: 21 de Julio de 2010.
Clasificación Internacional de Patentes:
- B23K26/28B
Clasificación PCT:
- B21D51/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
- B23K26/28 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado. › de costuras curvadas planas.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
Fragmento de la descripción:
La invención se refiere a un procedimiento para la fijación de una válvula sobre un revestimiento de un bote y sobre un cuerpo de un bote según el preámbulo de la reivindicación 5.
Los botes para aerosoles están conformados de una o varias piezas. En un bote de aluminio de una pieza para aerosoles, el cuerpo cilíndrico del bote se fabrica mediante extrusión en frío. A continuación se conforma un asiento de válvula en el extremo abierto mediante rebaje por recalcado. Este procedimiento de fabricación es muy costoso debido a la instalación requerida para el gran número de fases de elaboración, así como a los elevados consumos de agua y de energía para la limpieza y el secado. El documento US4095544 y el documento EP0666124A1 describen la fabricación de botes de acero sin costuras. Para ello se fabrica el cuerpo cilíndrico del bote mediante punzonado, prensado y estiraje de una chapa de acero recubierta con cinc o un plástico. Se ha demostrado que se presentan enormes problemas en la formación de partes de cuello estrecho, debido a que la estructura del material se modifica o endurece debido al estiraje. También están muy extendidos los botes de chapa de acero, en los que el revestimiento presenta una costura longitudinal de soldadura. El fondo y el cierre superior están fijados al revestimiento del bote mediante uniones de plegado. En las uniones por plegado se pueden producir problemas de obturación, que se reducen generalmente mediante el uso de anillos de obturación. En los botes habituales de paredes extremadamente finas se producen problemas con las obturaciones dispuestas en la parte frontal. De los documentos EP200098A2 y EP208564 se conocen botes de dos y varias piezas, en los que las piezas están unidas entre sí mediante soldadura por láser. La conformación de forma de los botes predefinida por las costuras de soldadura por láser conocidas en las zonas de unión entre la pared del bote y el fondo o el asiento de válvula no resultan atractivas y además, mediante los procedimientos conocidos, no se puede lograr una producción rentable con un número suficientemente elevado de piezas por unidad de tiempo. Las costuras de soldadura longitudinal descritas, particularmente también las costuras de soldadura por láser conocidas del documento US4341943 no presentan en la dirección perimetral ningún escalón o diferencia de grosor, lo que podría dar lugar a problemas en el proceso de fijación por soldadura de los elementos de cierre.
En la fijación de válvulas a botes para aerosoles se prepara un asiento de válvula en el cuerpo del bote. En el asiento de válvula se fija mediante plisado una envoltura de unión a la válvula. Cuando se conforma el asiento de válvula mediante estrechado y conformado del revestimiento del bote, en el asiento de válvula se forman unas fisuras capilares que pueden dar lugar a micropérdidas después de la fijación mediante plisado de la envoltura de unión. También en un asiento de válvula que se conforme por separado del revestimiento del bote en un elemento de cierre, se podrían producir fisuras capilares. Incluso en el caso de que no aparezcan fisuras capilares, la fijación mediante plisado de la envoltura de unión al asiento de válvula es una fase de proceso costosa. Además, para los botes para aerosoles de diámetros de diferentes tamaños se emplea un asiento de válvula de diámetro estándar, lo que provoca que en botes de pequeño tamaño no se pueda quedar por debajo de un diámetro mínimo de bote.
La solicitud internacional WO00/35772 describe unos botes para aerosoles, en los que el elemento de cierre se suelda junto con la válvula al revestimiento del bote, formando una costura de soldadura por láser. El documento FR2543923 describe un bote, en el que se fija un cierre del bote junto con el asiento de válvula al revestimiento del bote mediante soldadura por láser. Estas soluciones comprenden en las costuras de soldadura un reborde o zonas de contacto de costura cilíndrica o radial con respecto al eje del bote que sobresale hacia el exterior, que hacen que el aspecto de los botes resulte poco atractivo. Las caras frontales de las dos bridas de unión unidas entre sí sobresalen durante la soldadura del cuerpo del bote hacia el exterior. La remodelación del reborde después del proceso de soldadura es muy costosa, debido a que la costura de soldadura de los rebordes genera una elevada estabilidad de forma. Incluso los rebordes remodelados no son deseados en muchos botes para aerosoles como, por ejemplo, en el campo de los cosméticos y particularmente para botes de pequeño diámetro.
El objeto de la presente invención es el de encontrar una solución mediante la cual se puedan fabricar de forma económica botes estéticamente atractivos.
Este objetivo se resuelve mediante las características de la reivindicación 1 y de la reivindicación 5. Las reivindicaciones dependientes describen formas de realización preferidas o alternativas.
Para la solución del problema se detectó en una primera fase inventiva, que la conformación con asiento de válvula y válvula con envoltura de unión se debe al hecho de que las válvulas se colocan en los botes para aerosoles en el envasado, para permitir un llenado antes de la colocación de las válvulas. Sin embargo, se ha demostrado que muchos productos se introducen en el bote a través de la válvula. En muchos productos no es necesario realizar un llenado a través de una zona anular entre el asiento de válvula y la envoltura de unión y la posterior fijación mediante plisado. Por ello, la fijación de la válvula se puede realizar antes del llenado.
En los botes para aerosoles que se pueden llenar a través de la válvula, no se puede unir la zona superior del revestimiento del bote con el elemento superior de cierre con válvula. El elemento de cierre se corresponde sustancialmente con una envoltura de unión sin zona de envoltura para el asiento de válvula. La válvula se encuentra dispuesta en el centro del elemento de cierre y el elemento de cierre está conformado preferentemente tan sólo en forma de cúpula. Mediante una fase de soldadura se fija el elemento de cierre junto con la válvula mediante soldadura por láser al revestimiento del bote. Una costura anular cerrada garantiza con un pequeño coste una unión estanca y fija, cuando el extremo libre del revestimiento del bote está algo estrechado, de tal forma que la zona de borde del elemento de cierre que se apoya contra el mismo queda herméticamente apretada y se puede fijar mediante una costura de soldadura por láser al revestimiento del bote. Mediante la disposición de material de obturación en la cara interior del revestimiento del bote en la zona de la costura de soldadura se puede garantizar que después de la soldadura del cuerpo del bote se garantiza un revestimiento interior completo.
Son múltiples las ventajas de esta solución de acuerdo con la invención. En el cuerpo del bote se puede renunciar a la conformación o a la fijación de un cuerpo de válvula, y la costosa fase de plisado desaparece. Correspondientemente, en el envasado se puede renunciar a una instalación para la fijación por plisado de envolturas de unión. De este modo se pueden fabricar botes para aerosoles cuyo diámetro es menor que el diámetro del asiento de válvula estándar.
Una unión por soldadura por láser entre el revestimiento del bote y el elemento de cierre es particularmente sencilla de conformar cuando el revestimiento del bote presenta un grosor constante en el extremo superior. Este es el caso en los cuerpos de los botes que se fabrican mediante embutición profunda, o en aquellos en los que el revestimiento del bote se cerró mediante una costura longitudinal de soldadura a tope.
Mediante un material fundible y por lo tanto con fluidez sobre la costura, preferentemente un poliéster termoplástico, se puede hermetizar la pared interior del bote en la costura anular entre el revestimiento del bote y un elemento de cierre. De este modo se fija al elemento de cierre a lo largo de la zona exterior de borde de un anillo de retención de un material fundible de obturación. Después de la conformación de la costura de soldadura de forma circular se provoca mediante calentamiento el fundido parcial y fluido de este anillo de obturación, de tal forma que se forma un puente entre el revestimiento interior del elemento de cierre y la lámina interior del revestimiento. Este puente cubre la cara frontal de la zona de borde situada en el interior del bote y, en caso necesario, también cubre la costura de soldadura situada en la cara interior del bote en su totalidad, de tal forma que se puede excluir una corrosión...
Reivindicaciones:
1. Procedimiento para la fijación de una parte de válvula con una envoltura de unión y una válvula (62) a un revestimiento (24) de un bote, en donde la envoltura de unión de la parte de válvula se fija a modo de elemento superior de cierre (31a) junto con la válvula (62) mediante soldadura por láser al revestimiento (24) del bote, caracterizado porque en el revestimiento (24) del bote está conformado un estrechamiento de la sección en forma de resalto hacia la cara frontal (24a), que se presiona de forma hermética contra la zona de borde del elemento de cierre (31a) adyacente a este resalto (60a) y se une de forma hermética mediante una costura de unión
(42) por láser, y la cara frontal (24a) del revestimiento
(24) del bote se encuentra en el interior del bote.
2. Procedimiento según la reivindicación 1, caracterizado porque el revestimiento (24) de bote y el elemento de cierre (31a) están provistos por la cara interior de una capa de protección y se encuentra dispuesto un material de obturación (67) de forma anular en la costura de unión (42), donde dicho material de obturación (67) garantiza una capa continua de protección incluso después de la formación de la costura de unión (42).
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el al menos un elemento de cierre (142, 242) comprende por la cara interior un revestimiento interior de plástico (153, 253) y un reborde de obturación
(266) cerrado de forma anular, en donde el reborde de obturación (266) se lleva a su fusión después de la formación de la costura final (245) mediante una fase de fusión, y el material del reborde de obturación (266) recubre la superficie frontal (140b, 142b, 240b) del revestimiento (24) del bote situada en el interior del bote.
4. Procedimiento según la reivindicación 3, caracterizado porque el material del reborde de obturación
(266) también recubre la costura de unión (145, 42, 245) por láser.
5. Cuerpo de bote (24') con un revestimiento (24) cerrado de bote en el que se encuentra dispuesta una parte de válvula en la parte frontal con una envoltura de unión y una válvula (62), en donde está conformada una costura de unión (42) por láser mediante la cual se fija la envoltura de unión de la parte de válvula a modo de elemento superior de cierre (31a) junto con la válvula
(62) al revestimiento (24) del bote, caracterizado porque en el revestimiento (24) del bote está conformado un estrechamiento de la sección en forma de resalto hacia la cara frontal (24a), que se apoya de forma hermética contra la zona de borde del elemento de cierre (31a) adyacente a este resalto (60a) y está unido de forma hermética mediante una costura de unión (42) por láser, y la cara frontal (24a) del revestimiento (24) del bote se encuentra en el interior del bote.
6. Cuerpo de bote (24') según la reivindicación 5, caracterizado porque el revestimiento (24) de bote y el elemento de cierre (31a) están provistos por la cara interior de una capa de protección, en la costura de unión
(42) se encuentra dispuesto material de obturación (67) de forma anular, y el material de obturación (67) garantiza una capa continua de protección incluso después de la formación de la costura de unión (42).
7. Cuerpo de bote (24') según la reivindicación 5 ó 6, caracterizado porque el al menos un elemento de cierre (142, 242) comprende por la cara interior un revestimiento interior de plástico (153, 253) y un reborde de obturación (266) cerrado de forma anular, en donde el reborde de obturación (266) se llevó a su fusión y recubre la superficie frontal (140b, 142b, 240b) del revestimiento
(24) del bote situada en el interior del bote.
(266) también recubre la costura de unión (145, 42, 245) por láser. 20 una segunda sección está conformada para el llenado del producto. 10. Cuerpo de bote (24') según la reivindicación 5, caracterizado porque en el fondo del bote está conformado 25 un orificio de llenado que se puede cerrar. 10 8. Cuerpo de bote (24') según la reivindicación 7, caracterizado porque el material del reborde de obturación
15 9. Cuerpo de bote (24') según la reivindicación 5, caracterizado porque la parte de válvula ofrece dos secciones de paso de diferente tamaño, en donde una primera sección está conformada para la introducción del gas propelente así como para la expulsión del producto, y
Patentes similares o relacionadas:
MÁQUINA DE LAMINACIÓN PARA EL CORDÓN DE SOLDADURA DE UNA TUBERÍA SOLDADA DE MANERA CONTINUA, QUE COMPRENDE UN MANDRIL CONTROLADO POR MEDIOS ELECTROMAGNÉTICOS, del 21 de Noviembre de 2011, de OLIMPIA 80 SRL: Máquina para laminar el cordón de soldadura de una tubería soldada de manera continua, que comprende: - un rodillo presionado […]
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]
Mejoras en o relacionadas con un procedimiento de formación de artículos de metal, del 6 de Noviembre de 2019, de GCL International Sarl: Un procedimiento de formación de cierre de metal para la conformación de un cierre de metal para un acabado del cuello de un recipiente a partir […]
Dispositivo de conformación, del 6 de Noviembre de 2019, de HINTERKOPF GMBH: Dispositivo de conformación para cuerpos huecos con forma de vaso con un bastidor de máquina , una disposición de accionamiento, una mesa circular […]
Conjunto de rodillo de alisado, del 2 de Octubre de 2019, de Belvac Production Machinery, Inc: Un conjunto de cabezal de torreta para formar un artículo con cuello (200b) que tiene una porción de cuello estrechada , incluyendo la porción de cuello […]
 Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Conjunto de martillo de formación y método de ensamblaje de un conjunto de martillo de formación, del 5 de Junio de 2019, de Belvac Production Machinery, Inc: Un conjunto de martillo de formación para una máquina de formación de recipientes, incluyendo la máquina de formación de recipientes un conjunto de torreta […]
Dispositivo para cerrar recipientes de chapa, del 13 de Mayo de 2019, de HUBER PACKAGING GROUP GMBH: Dispositivo para cerrar recipientes de chapa , con una estación para recibir un recipiente que está abierto hacia arriba y que tiene un borde […]