PROCEDIMIENTO PARA LA FABRICACIÓN DE CUCHILLAS DE CORTE.
Procedimiento para la fabricación de cuchillas de corte (1), preferentemente cuchillas de corte desechables con una sección transversal perfilada para mecanizar con arranque de virutas materiales naturales o sintéticos,
en particular cuchillas para el uso en máquinas astilladoras-virutadoras de madera, caracterizado porque en un primer paso se forma por laminación una pieza perfilada sin mecanizar de una longitud equivalente a varias cuchillas, cuyo cuerpo principal (2) presenta las medidas de sección transversal requeridas y una(s) arista(s) de corte (33, 33') que sobresale(n) ligeramente y al menos un talón de laminado (35) a partir de un material de partida con una gran extensión longitudinal y una sección transversal redonda, ovalada o poligonal y una superficie mecanizada en proceso continuo a una temperatura elevada a nivel de la estructura atómica cúbica centrada del material base de hierro; se aumenta la resistencia del material de la cuchilla y se obtiene una unidad de soporte, después de lo cual, en un segundo paso, se saca la pieza perfilada sin mecanizar de la unidad de soporte, se somete(n) la(s) zona(s) de los aristas de corte (3, 3') en proceso continuo a temple y revenido y se obtienen las aristas de corte (33, 33') con las medidas precisas mediante el rectificado y afilado de respectivamente al menos una superficie de talón de laminado o de arista de corte, recortándose a continuación cuchillas de corte desechables (1), que pueden montarse directamente
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07450192.
Solicitante: BÖHLER YBBSTAL PROFIL GMBH.
Nacionalidad solicitante: Austria.
Dirección: WAIDHOFNERSTRASSE 8 3333 BOHLERWERK AUSTRIA.
Inventor/es: Tejral,Franz.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Octubre de 2007.
Clasificación Internacional de Patentes:
- B23P15/40 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q). › B23P 15/00 Fabricación de objetos determinados por medio de operaciones no cubiertas en alguna sola de las otras subclases o por algún grupo de esta subclase. › de herramientas de cizallado.
- B27L11/00C
Clasificación PCT:
- B23P15/40 B23P 15/00 […] › de herramientas de cizallado.
- B27L11/00 B […] › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27L DESCORTEZADO O QUITADO DE VESTIGIOS DE RAMAS (silvicultura A01G ); RAJADO DE LA MADERA; FABRICACION DE HOJAS DE MADERA PARA CHAPADO, VARILLAS, BASTONCILLOS, VIRUTAS, FIBRAS O POLVO DE MADERA. › Fabricación de virutas, partículas, polvo, o productos similares, a partir de madera (desintegración en general B02C; hojas de sierra para desbastar o herramientas de serrar combinadas con medios para desmenuzar los recortes B27B 33/20; obtención de fibras para la hilatura D01B 1/00; por procedimientos húmedos D21B 1/12 ); Herramientas a este efecto.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2374067_T3.pdf
Fragmento de la descripción:
La invención concierne a un procedimiento para la fabricación de cuchillas de corte, preferentemente cuchillas de corte desechables con una sección transversal perfilada, para mecanizar materiales naturales y sintéticos con arranque de virutas, en particular cuchillas para su uso en máquinas astilladoras-virutadoras de madera. Se conoce un procedimiento de este tipo de la EP 0 271 481.
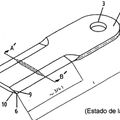
Además, la invención se refiere a una cuchilla de corte desechable con una sección transversal perfilada para mecanizar materiales naturales o sintéticos con arranque de virutas, en particular una cuchilla para el uso en máquinas astilladoras-virutadoras de madera, que consta de un cuerpo principal que contiene al menos una zona de arista de corte, estando formado la arista de corte por dos superficies, y una zona de fijación con un elemento de posicionamiento.
Del estado actual de la técnica, se conocen ya cuchillas de este tipo en diversas formas de ejecución. La sección transversal perfilada sirve para fijar y posicionar las cuchillas en portacuchillas cilíndricos, estando formado el perfil de engrane preferentemente por una ranura continua retráctil.
De la DE 27 04 999 A1 se conoce un procedimiento y una instalación para la fabricación de cuchillas de fleje de acero, estando provisto el fleje de un resorte centrado o ranura centrada, realizándose a continuación un temple y, dado el caso, un revenido de las aristas de corte.
Se conoce, por ejemplo, de la AT 398 401 la fabricación de la cuchilla a partir de una pieza portante centrada o cuerpo principal centrado de un material tenaz y la producción de las piezas de trabajo que forman los filos cortantes a base de acero para herramientas de alta aleación, creándose la unión fija de las piezas mediante soldadura.
La EP 0 271 481, que se corresponde con el estado de la técnica más cercano, detalla un procedimiento en el que una herramienta de corte se fabrica a partir de acero plano perfilado laminado en caliente, formando un talón de laminado en la zona de la arista de corte.
Para reducir el trabajo en la fabricación de cuchillas, ya se ha propuesto fabricarlas con acero templable de baja aleación. De este modo, aunque, en comparación con una pieza de corte de alta aleación, la resistencia cortante del filo es menor, esta desventaja se puede compensar con creces mediante una fabricación económica de las cuchillas desechables, especialmente de cuchillas desechables reversibles.
La fabricación de las cuchillas mencionadas arriba se efectúa mediante laminado en caliente del material de partida, obteniendo una sección transversal perfilada con una ligera sobremedida al menos en la zona del elemento de posicionamiento o ranura, mediante rectificado de la ranura a las medidas deseadas y mediante recorte a la anchura del cilindro portacuchillas, realizándose después el tratamiento térmico de las cuchillas individuales.
El tratamiento térmico puede efectuarse mediante el temple y revenido de toda la cuchilla o realizando el temple y revenido únicamente en las zonas de las aristas de corte, después de lo cual se afilan las aristas.
En el primer caso, se pueden producir efectos de deformación en el cuerpo de la cuchilla; en el último caso, es posible que la zona de las aristas no se temple con la suficiente profundidad, de modo que aunque la arista presente un elevado temple, la base de la zona del arista puede sufrir una deformación local y combarse en caso de solicitación a impactos.
Con la invención se pretenden evitar las desventajas del estado actual de la técnica, así como eliminar los defectos de calidad, y su objetivo es crear un procedimiento del tipo mencionado anteriormente con el que se puedan fabricar cuchillas de corte especialmente económicas y de medidas exactas, en particular cuchillas de corte desechables reversibles, que presenten un cuerpo principal de elevada resistencia y al menos una zona de corte de elevado temple.
También es objeto de la invención definir una cuchilla de corte desechable con propiedades de aplicación y uso mejoradas.
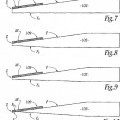
El objetivo se consigue en un procedimiento de este tipo gracias a que, en un primer paso, se forma por laminación una pieza perfilada sin mecanizar de una longitud equivalente a varias cuchillas, cuyo cuerpo principal presenta las medidas requeridas de sección transversal, y una (s) arista (s) de corte que sobresale (n) ligeramente, y al menos un talón de laminado a partir de un material de partida con una gran extensión longitudinal y una sección transversal redonda, ovalada o poligonal, y una superficie mecanizada en proceso continuo a una temperatura elevada a nivel de la estructura atómica cúbica centrada del material a base de hierro; se aumenta la resistencia del material de la cuchilla y se obtiene una unidad de soporte, después de lo cual, en un segundo paso, se saca la pieza perfilada sin mecanizar de la unidad de soporte, se somete (n) la (s) zona (s) de las aristas de corte en proceso continuo a temple y revenido y se obtienen las aristas de corte con las medidas precisas mediante el rectificado y afilado de respectivamente al menos una superficie de talón de laminado o de arista de corte, recortándose a continuación las cuchillas de corte desechables, que pueden montarse directamente.
Las ventajas que se consiguen mediante el procedimiento según la invención son básicamente la configuración ventajosa de la estructura o bien la distribución de la resistencia y de la dureza del material a lo largo de la sección transversal de la cuchilla, una ranura de ajuste de las medidas exactas requeridas para fijarla al portacuchillas, una reducción del esfuerzo de rectificado y una tecnología de fabricación económica.
Para la fabricación de las cuchillas según la invención, el material de partida se procesa con una buena relación volumen-superficie y de ese modo se elimina la descarburación que puede generarse con la laminación en caliente y se produce con precisión la sección transversal perfilada.
Este material de partida, que puede estar en forma de collar, anillo o similares, se calienta mediante inducción eléctrica en un primer paso realizado en proceso continuo a una temperatura de, por ejemplo, 700 ºC o menos y se forma una pieza perfilada. La temperatura necesaria se puede seleccionar de forma sencilla en función de la configuración del perfil y del aumento deseado de la resistencia del cuerpo principal, manteniéndose la superficie del perfil libre de cascarilla y exenta de descarburación y formándose las dimensiones exactas de sección transversal requeridas. Mediante la temperatura seleccionada, también es posible formar ventajosamente en el material a laminar un talón de laminado. Puesto que, conforme a la invención, ahora se produce una conformación a nivel de la estructura atómica cúbica centrada del material base de hierro, el enfriamiento ya no puede producir un endurecimiento del material cuando se traslada el material laminado a un almacén o depósito provisional.
El segundo paso del procedimiento sirve para producir la cuchilla lista para su uso. La pieza bruta perfilada se extrae de una unidad de soporte, posiblemente se endereza y las zonas de las aristas de corte se calientan por inducción en proceso continuo a una temperatura con estructura molecular cúbica centrada, y se enfría rápidamente.
Se ha descubierto que con el calentamiento y enfriamiento rápidos no se produce el ablandamiento del material que cabría esperar debido a la recuperación y recristalización en la zona templada de transición del área de filo cortante a la zona del cuerpo principal endurecida mediante la conformación. Puesto que ahora se cuenta con un talón de laminado, se produce un calentamiento especialmente uniforme en las zonas de las aristas de corte a la temperatura de temple y se evita el sobrecalentamiento de las aristas de extremos estrechados. El revenido realizado directamente después de la estructura martensítica sirve para incrementar la tenacidad del material templado de la arista.
El talón de laminado creado en el primer paso del procedimiento también tiene la ventaja de que durante el rectificado para la formación de al menos una arista de corte no es necesaria una remoción de gran superficie o de gran volumen, que podría conllevar el peligro de una aportación demasiado elevada de calor al arista y un reblandecimiento del mismo. En cualquier caso, es ventajoso que las aristas de corte se realicen en proceso continuo a una distancia exacta del elemento de posicionamiento... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de cuchillas de corte (1) , preferentemente cuchillas de corte desechables con una sección transversal perfilada para mecanizar con arranque de virutas materiales naturales o sintéticos, en particular cuchillas para el uso en máquinas astilladoras-virutadoras de madera, caracterizado porque en un primer paso se forma por laminación una pieza perfilada sin mecanizar de una longitud equivalente a varias cuchillas, cuyo cuerpo principal (2) presenta las medidas de sección transversal requeridas y una (s) arista (s) de corte (33, 33') que sobresale (n) ligeramente y al menos un talón de laminado (35) a partir de un material de partida con una gran extensión longitudinal y una sección transversal redonda, ovalada o poligonal y una superficie mecanizada en proceso continuo a una temperatura elevada a nivel de la estructura atómica cúbica centrada del material base de hierro; se aumenta la resistencia del material de la cuchilla y se obtiene una unidad de soporte, después de lo cual, en un segundo paso, se saca la pieza perfilada sin mecanizar de la unidad de soporte, se somete (n) la (s) zona (s) de los aristas de corte (3, 3') en proceso continuo a temple y revenido y se obtienen las aristas de corte (33, 33') con las medidas precisas mediante el rectificado y afilado de respectivamente al menos una superficie de talón de laminado o de arista de corte, recortándose a continuación cuchillas de corte desechables (1) , que pueden montarse directamente.
2. Procedimiento según la reivindicación 1, caracterizado por que la cuchilla (1) está constituida a modo de cuchilla reversible de corte.
3. Procedimiento según la reivindicación 1 o 2, caracterizado por que como material de partida se utiliza preferentemente un alambrón laminado recocido blando.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado por que la resistencia del material de la cuchilla se incrementa mediante conformación a al menos 950 N/mm2, preferentemente a al menos
1.050 N/mm2.
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado por que como unidad de soporte se forma la pieza bruta perfilada a modo de anillo o collar.
6. Cuchilla de corte (1) desechable con una sección transversal perfilada para mecanizar con arranque de virutas materiales naturales o sintéticos, en particular una cuchilla para el uso en máquinas astilladorasvirutadoras de madera, que consta de un cuerpo principal (2) que contiene al menos una zona de arista de corte (3, 3') con una arista de corte (33, 33') formada por dos superficies (31, 31', 32, 32') y una zona de fijación (4) con un elemento de posicionamiento (41, 41') , preferentemente elaborada mediante un procedimiento según las reivindicaciones anteriores, caracterizada por que el cuerpo principal (2) consta de un material base de hierro conformado con una estructura atómica cúbica centrada con una resistencia superior a 950 N/mm2, por que la zona de fijación (4) presenta una superficie sin mecanizar formada por conformación y por que la (s) zona (s) de las aristas de corte (3, 3') posee (n) respectivamente una microestructura conseguida mediante temple y revenido con una dureza de al menos 58 HRC, obteniéndose la/s arista (s) de corte (33, 33') y su distancia paralela al elemento de posicionamiento (41, 41') y, dado el caso, entre sí mediante el rectificado respectivamente de un talón de laminado (35, 35') o al menos una de las superficies (31, 31', 32, 32') que forman la (s) arista (s) de corte (33, 33') .
7. Cuchilla de corte desechable según la reivindicación 6, caracterizada por que está constituida a modo de cuchilla reversible de corte.
8. Cuchilla de corte desechable según la reivindicación 6 o 7, caracterizada por que la superficie (31, 31') que forma el filo (33, 33') presenta un bisel opuesto (34, 34') .
9. Cuchilla de corte desechable según una de las reivindicaciones de la 6 a la 8, caracterizada por que la (s) arista (s) de corte (33, 33') se obtienen mediante el rectificado respectivamente de una de las superficies (31, 31') que la (s) forma (n) .
10. Cuchilla de corte desechable según una de las reivindicaciones de la 6 a la 9, caracterizada por que la arista de corte (33, 33') se obtiene mediante el rectificado del talón de laminado (35) .
Patentes similares o relacionadas:
Placa de acero con excelente durabilidad para cuchillas de troquelado en forma de banda y cuchilla de troquelado en forma de banda, del 6 de Mayo de 2020, de NIPPON STEEL CORPORATION: Una placa de acero para cuchillas de troquelado en forma de banda que tiene una excelente durabilidad, comprendiendo la placa de acero partes de capa superficial que tienen […]
Herramienta de punzonado, del 15 de Noviembre de 2017, de voestalpine Precision Strip GmbH: Herramienta de punzonado , en particular línea de corte , formada por una cinta de acero al menos en parte tratada térmicamente y/o bonificada […]
Procedimiento para la fabricación de cuchillas de corte, del 1 de Febrero de 2017, de Böhler Profil GmbH: Procedimiento para la fabricación de cuchillas de corte desechables con una sección transversal perfilada para un dispositivo para el arranque […]
 Cizalla para cizallar productos laminados y proceso de producción asociado, del 4 de Diciembre de 2015, de DANIELI & C. OFFICINE MECCANICHE SPA: Cizalla para tren de laminado que tiene al menos una hoja fabricada de acero cuya composición química, en porcentaje en masa, consiste en 0,45÷0,55 […]
Cizalla para cizallar productos laminados y proceso de producción asociado, del 4 de Diciembre de 2015, de DANIELI & C. OFFICINE MECCANICHE SPA: Cizalla para tren de laminado que tiene al menos una hoja fabricada de acero cuya composición química, en porcentaje en masa, consiste en 0,45÷0,55 […]
Cuchilla de máquina de cortar el pelo autolubricante y su procedimiento de fabricación, del 17 de Diciembre de 2014, de SEB S.A.: Procedimiento de fabricación de una pieza de corte que comprende las etapas sucesivas siguientes: - puesta en práctica de una mezcla que comprende […]
Procedimiento para la fabricación de cuchillas reversibles, del 4 de Diciembre de 2013, de BÖHLER YBBSTAL PROFIL GMBH: Procedimiento para la fabricación de cuchillas reversibles (W) de sección transversal perfilada, especialmentepara un uso en trituradoras para el astillado de madera, que […]
 PROCEDIMIENTO DE FABRICACIÓN DE UNA HOJA CORTANTE, del 8 de Abril de 2011, de SOCIETE D'EXPLOITATION TARRERIAS BONJEAN: Procedimiento de fabricación de una hoja para herramienta cortante, concretamente para un cuchillo, un par de tijeras, una sierra, un aparato doméstico o electrodoméstico, […]
PROCEDIMIENTO DE FABRICACIÓN DE UNA HOJA CORTANTE, del 8 de Abril de 2011, de SOCIETE D'EXPLOITATION TARRERIAS BONJEAN: Procedimiento de fabricación de una hoja para herramienta cortante, concretamente para un cuchillo, un par de tijeras, una sierra, un aparato doméstico o electrodoméstico, […]
 CUCHILLA CORTADORA DE PAJA Y CONTRACUCHILLA PARA UN DISPOSITIVO CORTADOR DE PAJA Y PROCEDIMIENTO PARA SU FABRICACION, del 1 de Mayo de 2008, de RASSPE SYSTEMTECHNIK GMBH & CO. KG: Procedimiento para fabricar cuchillas de acero para dispositivos para cortar paja y similares, que están equipados con tambores giratorios, en los que están dispuestas […]
CUCHILLA CORTADORA DE PAJA Y CONTRACUCHILLA PARA UN DISPOSITIVO CORTADOR DE PAJA Y PROCEDIMIENTO PARA SU FABRICACION, del 1 de Mayo de 2008, de RASSPE SYSTEMTECHNIK GMBH & CO. KG: Procedimiento para fabricar cuchillas de acero para dispositivos para cortar paja y similares, que están equipados con tambores giratorios, en los que están dispuestas […]