PROCEDIMIENTO DE EMPAQUETADO DE PRODUCTOS EN UNA BANDA DE PELÍCULA DE MALLA PREVIAMENTE PREPARADA EN UNA MÁQUINA DE CONFORMAR, RELLENAR, SELLAR.
Un procedimiento de empaquetar artículos en una bolsa de película de malla (82,
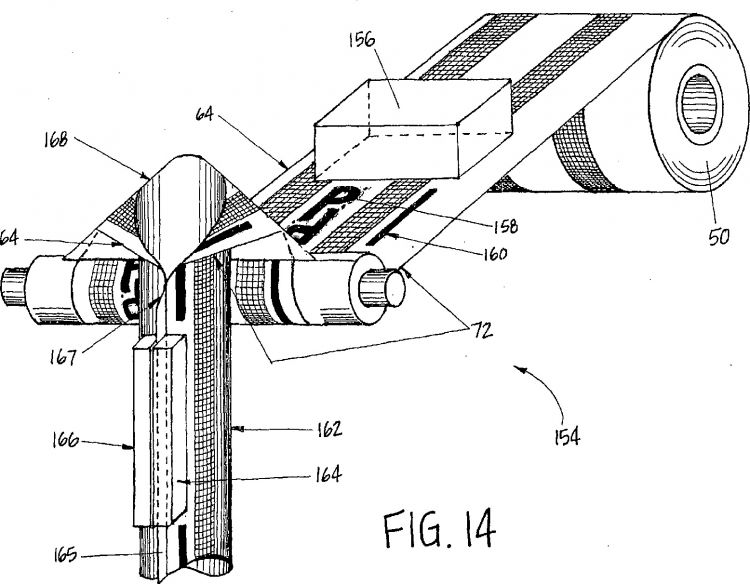
110, 136, 143, 150, 184, 188, 190) utilizando una máquina automática de conformar, rellenar y sellar (154, 176) que comprende: - una fuente de la banda adaptada para permitir que material en banda de película de malla previamente preparada sin imprimir o impreso continua (50, 90, 120, 170) sea dispensado como una lámina longitudinal continua; - una estación o unas estaciones de impresión en línea (156) que imprime o imprimen sobre la superficie o las superficies de la película de la banda de película de malla previamente preparada sin imprimir o impresa (50, 90, 120, 170); - un mandril de conformación (168, 178) que recibe la banda de película de malla previamente preparada continua (50, 90, 120, 170) desde la fuente de la banda y conforma un tubo de material en banda de película de malla previamente preparada, el mandril de conformación (168, 178) estando provisto de una boca de descarga (198) que introduce artículos que se van a empaquetar y saca los artículos en el interior del tubo de material en banda de película de malla previamente preparada; - un mecanismo de sellado por calor del tubo (162, 164, 166, 182, 196) que sella juntas partes de la banda de película de malla previamente preparada continua (50, 90, 120, 170) a lo largo de partes de los bordes longitudinales (64, 72, 126, 130) del material en banda de película de malla previamente preparada para fijar el material en banda de película de malla como un tubo para conformar tanto la parte superior como el fondo o los lados derecho e izquierdo del paquete; y - un mecanismo transversal de sellado y corte (186) colocado aguas abajo del mandril de conformación (168, 178) que corta el tubo de película de malla longitudinalmente sellado transversalmente y sella por calor a lo largo del corte transversal para formar y sellar de forma secuencial una pluralidad de paquetes de película de malla sellados, cada paquete sellado conteniendo artículos que salen del mandril de conformación en el interior del tubo de material en banda de película de malla antes de que el paquete respectivo esté completamente sellado; dicho procedimiento comprendiendo las etapas de: a) proveer una banda impresa o sin imprimir previamente preparada continua (50, 90, 120, 170) que comprende por lo menos una parte de malla de plástico que se puede sellar térmicamente (54, 78, 94, 122) y por lo menos una parte de película de plástico homogénea (52, 56, 80, 92, 108, 134); b) dispensar dicha banda de película de malla previamente preparada que se puede sellar térmicamente (50, 90, 120, 170) desde la fuente de la banda y la alimentación de dicha banda de película de malla previamente preparada impresa o sin imprimir que se puede sellar térmicamente sobre el mandril de conformación (168, 178) para conformar un tubo con partes de los bordes longitudinales (64, 72, 126, 130) y una parte del cuerpo que se extiende entre dichas partes de los bordes longitudinales, dicha parte del cuerpo comprendiendo dicha por lo menos una parte de malla (54, 78, 94, 122) y dicha por lo menos una parte de película de plástico homogénea (52, 56, 80, 92, 108, 134); c) utilizar el mecanismo de sellado por calor del tubo (162, 164, 166, 182, 196) para sellar juntas partes de dicha banda de película de malla previamente preparada que se puede sellar térmicamente (50, 90, 120, 170) a lo largo de dichas partes de los bordes longitudinales (64, 72, 126, 130) para fijar y conformar dicho tubo; d) cortar y sellar transversalmente dicho tubo de película de malla sellado por calor con partes opuestamente dispuestas de película de malla contemporáneamente para formar una junta transversal en un paquete de película de malla a lo largo del fondo de un paquete que se va a rellenar y una junta transversal a lo largo de la parte superior de un paquete de película de malla que ha sido rellenado inmediatamente antes de dicho paquete de película de malla que se va a rellenar; y e) colocar los artículos que se van a empaquetar a través del mandril y en el interior de dicho tubo de película de malla sellado por calor antes de que la parte superior y el fondo de dicho paquete de película de malla sea sellado transversalmente para cerrar completamente dicho paquete de película de malla; caracterizado porque dicha banda impresa o sin imprimir previamente preparada continua (50, 90, 120, 170) tiene partes de malla (54, 78, 94, 122) y partes de película (52, 56, 80, 92, 108, 134) selladas por calor en acoplamiento alternativo longitudinal una al lado de la otra que consta, con la excepción de la junta por calor longitudinal (58, 60, 74, 76, 96, 98) entre dichas partes de malla y que película sólida, de una única capa dispensada longitudinalmente desde la fuente de la banda
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2002/040366.
Solicitante: ATLANTA NISSEKI CLAF, INC.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3391 TOWN POINT DRIVE SUITE 225 KENNESAW, GA 30144 ESTADOS UNIDOS DE AMERICA.
Inventor/es: RUSERT, CRAIG, R., Debnam,Warren H.
Fecha de Publicación: .
Fecha Solicitud PCT: 18 de Diciembre de 2002.
Clasificación PCT:
- B65B61/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar.
- B65B9/20 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
- B65D1/00 B65 […] › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02).
Clasificación antigua:
- B65B61/00 B65B […] › Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar.
- B65B9/20 B65B 9/00 […] › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
- B65D1/00 B65D […] › Recipientes rígidos o semirrígidos que tienen cuerpos formados en una sola pieza, p.ej. por moldeo de un material en metal, por moldeo de un material plástico, por soplado de un material vítreo, por moldeo de un material en cerámica, por moldeo de un material fibroso cocido, por estirado de un material en hoja (Enrollando, curvando o plegando el papel B65D 3/00, B65D 5/00; especialmente concebidos para ser abiertos por corte, perforado o desgarre de partes de la pared B65D 17/00; palés rígidos con paredes laterales B65D 19/02).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Las bolsas de mallas son utilizadas para empaquetar muchos productos diferentes, por ejemplo, juguetes para niños, pequeños artículos de hardware, bulbos de flores, nueces, frutas y verduras. Las bolsas de plástico fabricadas con películas que se pueden sellar térmicamente (tanto homogéneas como perforadas) son también utilizadas para empaquetar muchos de estos mismos artículos. Las bolsas de malla y las bolsas de película perforada permiten que el aire fluya a través del paquete. Los productos perecederos tales como los bulbos de flores, las nueces, las frutas y las verduras a menudo están empaquetadas en películas de malla o perforadas para que se beneficien del flujo de aire.
Las máquinas verticales de conformar, rellenar y sellar son ampliamente utilizadas en la industria del empaquetado.
Son ampliamente utilizadas porque reducen los costes de empaquetado, especialmente los costes de mano de obra asociados con la carga o el rellenado de las bolsas previamente fabricadas.Las películas de termoplástico, tanto homogéneas como perforadas, han sido ampliamente utilizadas en las máquinas verticales de conformar, rellenar y sellar durante más de 20 años. Los materiales de malla generalmente no han sido utilizados en las máquinas verticales de conformar, rellenar y sellar porque son difíciles de procesar en un equipo vertical de conformar, rellenar y sellar.
Los materiales de malla típicos tienen un grado significativamente más alto de espacio abierto al aire entre los hilos (abertura) que el que tienen las películas perforadas. Esto es cierto porque las películas de malla típicas están compuestas de hilos delgados. Esto también es cierto porque existe un límite al tamaño y al número de taladros de perforación que pueden ser utilizados antes de que una película perforada pierda su resistencia a la tracción, la resistencia al desgarro y la estabilidad dimensional. Por ejemplo, una bolsa de plástico típica de 4,54 g (10 libras) provista de una longitud de 45,72 cm (18 pulgadas) y un ancho de 25,40 cm (10 pulgadas) para patatas enteras frescas debe tener 12 taladros perforados para la ventilación de aproximadamente 0,95 cm (0, 375 pulgadas) de diámetro. Esto es equivalente al 0,4% del área superficial de la película de plástico en ambos lados de la bolsa. Mientras un material de malla tal como la malla CLAF preferida está por lo menos abierta el 50%. El cambio de paso resultante en la abertura para los materiales de malla incrementa significativamente el flujo de aire a través del paquete de malla comparado con un paquete de película perforada.
Los hilos delgados de los materiales de malla típicos también reducen el área superficial en el interior del paquete en donde la humedad y la condensación pueden quedar atrapadas y recogidas. La humedad y la condensación atrapadas en el interior del paquete generalmente se cree que incrementan el deterioro o reduce la vida en estantería para la mayor parte de los artículos perecederos, particularmente patatas enteras y cebollas empaquetadas frescas o desde el almacén.
La combinación de un flujo de aire incrementado a través del paquete y poder atrapar menos humedad en el interior del paquete es deseada por la mayoría de operadores de almacenes de embalaje, distribuidores o comerciantes de frutas y verduras perecederas.
Hasta ahora, la utilización de materiales de malla en máquinas verticales de conformar, rellenar y sellar ha estado limitada debido a la preocupación sobre los fallos del sellado por calor y la integridad global del paquete. Los fallos más comunes son tanto (1) las juntas revertidas trasversales malla a malla, como (2) las juntas de pestaña (o revertidas) longitudinales malla a malla. Los fallos en las juntas por calor malla a malla son comunes en pesos predominantes de los paquetes que varían desde una libra hasta diez libras. En la mayoría de los intentos para utilizar materiales de malla en máquinas verticales de conformar, rellenar y sellar, el paquete tanto falla en la junta revertida transversal o adyacente a la misma, como en la junta de pestaña (o revertidas) longitudinal o adyacente a la misma, o en ambos casos. La razón principal de los fallos de las juntas por calor malla a malla es la falta de una masa adecuada y consistente de material plástico que se puede
sellar térmicamente en el área de la junta por calor.
Aunque existen distintas ventajas en la utilización de materiales de malla para los paquetes este tipo, por muchas de las razones anteriormente descritas, típicamente se escogen las películas perforadas sobre las mallas para utilizarlas en las máquinas verticales de conformar, rellenar y sellar cuando se van a empaquetar artículos perecederos.
Las instalaciones de los agricultores, transportistas y empaquetadores que empaquetan artículos perecederos también han impuesto exigencias adicionales para aumentar las velocidades de empaquetado y rellenado al equipo automático de rellenar de bolsas previamente fabricadas y al equipo de conformar, rellenar, sellar y empaquetar. En cualquier caso, el rellenado de bolsas previamente fabricadas o el rellenado en máquinas verticales de conformar, rellenar y sellar, cuanto más grande sea el orificio de rellenado para los artículos que se van a empaquetar, mayor será la velocidad de rellenado.
Típicamente, la longitud de una bolsa es mayor que su ancho. Siendo eso lo normal, existe una ventaja en rellenar la bolsa a través del lado en oposición al rellenado a través de la parte superior. Sin considerar el procedimiento de rellenado empleado (manual, semiautomático o completamente automático) la vasta mayoría de todas las bolsas son rellenadas a través de la parte superior de la bolsa, por lo tanto el tamaño del orificio para colocar los artículos en la bolsa está limitado por la dimensión de la circunferencia de la parte superior de la bolsa previamente fabricada o del
paquete vertical conformado, rellenado y sellado. Por lo tanto, la velocidad de empaquetado también está limitada. El documento US-A- 6 190 044 indica ejemplos de tamaños de bolsas previamente fabricadas típicas que indican dimensiones horizontal (ancho) y vertical (longitud) de las paredes laterales (lados) para diversos pesos de productos como sigue a continuación:
Peso del producto Dimensiones de la pared de la bolsa Área de la sección transversal Rellenado por la parte superior Rellenado por el lado 2 libras 10” horizontal por 16” vertical 31,41 pulgadas cuadradas 50,26 pulgadas cuadradas 3 libras 10,5” horizontal por 16” vertical 32,98 pulgadas cuadradas 50,26 pulgadas cuadradas 5 libras 10,5” horizontal por 19” vertical 32,98 pulgadas cuadradas 59,68 pulgadas cuadradas 10 libras 13” horizontal por 23” vertical 40,84 pulgadas cuadradas 72,25 pulgadas cuadradas 1 libra = 0,454 kg; 1 pulgada (“) = 2,54 cm; 1 pulgada cuadrada = 6,45 cm2 Nota: las dimensiones horizontales anteriores son la parte superior y el fondo de la bolsa y las dimensiones verticales anteriores son los lados izquierdo y derecho de la bolsa.Está claro a partir del área de la sección transversal 10 que los orificios para el rellenado a través de los lados son significativamente mayores que los orificios para el rellenado por la parte superior. Aquellos expertos en la técnica del funcionamiento del equipo de empaquetar fácilmente reconocerán las ventajas de ser capaces de rellenar automáticamente paquetes con artículos a través del orificio del lado mayor del paquete que en lugar de a través del orificio de la parte superior menor del paquete.
Las instalaciones de los agricultores, transportistas y empaquetadores que empaquetan artículos perecederos también han impuesto exigencias adicionales a los fabricantes de equipo de empaquetar para reducir los costes del equipo, aumentar las velocidades de empaquetado y rellenado, aumentar el rendimiento, aumentar la flexibilidad y reducir los desechos durante procesos de empaquetado. Esto es cierto para las máquinas de empaquetar diseñadas y utilizadas para empaquetar bolsas previamente fabricadas, así como para las máquinas verticales de empaquetar de conformar, rellenar y sellar.
En los últimos años, particularmente en Europa, nuevas máquinas verticales de conformar, rellenar y señal diseñadas para funcionar con materiales en malla han sido introducidas en el mercado por Pannekeet Machine Techniek de los Países Bajos, Sorma Netpack de Italia y Affeldt Verpackungsmachinen GmbH de Alemania. En la mayor parte, éstas son máquinas que están diseñadas para el propósito...
Reivindicaciones:
1. Un procedimiento de empaquetar artículos en una bolsa de película de malla (82, 110, 136, 143, 150, 184, 188, 190) utilizando una máquina automática de conformar, rellenar y sellar (154, 176) que comprende:
- una fuente de la banda adaptada para permitir que material en banda de película de malla previamente preparada sin imprimir o impreso continua (50, 90, 120, 170) sea dispensado como una lámina longitudinal continua;
- una estación o unas estaciones de impresión en línea (156) que imprime o imprimen sobre la superficie o las superficies de la película de la banda de película de malla previamente preparada sin imprimir o impresa (50, 90, 120, 170);
- un mandril de conformación (168, 178) que recibe la banda de película de malla previamente preparada continua (50, 90, 120, 170) desde la fuente de la banda y conforma un tubo de material en banda de película de malla previamente preparada, el mandril de conformación (168, 178) estando provisto de una boca de descarga (198) que introduce artículos que se van a empaquetar y saca los artículos en el interior del tubo de material en banda de película de malla previamente preparada;
- un mecanismo de sellado por calor del tubo (162, 164, 166, 182, 196) que sella juntas partes de la banda de película de malla previamente preparada continua (50, 90, 120, 170) a lo largo de partes de los bordes longitudinales (64, 72, 126, 130) del material en banda de película de malla
previamente preparada para fijar el material en banda de película de malla como un tubo para conformar tanto la parte superior como el fondo o los lados derecho e izquierdo del paquete; y
- un mecanismo transversal de sellado y corte (186) colocado aguas abajo del mandril de conformación (168, 178) que corta el tubo de película de malla longitudinalmente sellado transversalmente y sella por calor a lo largo del corte transversal para formar y sellar de forma secuencial una pluralidad de paquetes de película de malla sellados, cada paquete sellado conteniendo artículos que salen del mandril de conformación en el interior del tubo de material en banda de película de malla antes de que el paquete respectivo esté completamente sellado;
dicho procedimiento comprendiendo las etapas de:
a) proveer una banda impresa o sin imprimir previamente preparada continua (50, 90, 120, 170) que comprende por lo menos una parte de malla de plástico que se puede sellar térmicamente (54, 78, 94, 122) y por lo menos una parte de película de plástico homogénea (52, 56, 80, 92, 108, 134);
b) dispensar dicha banda de película de malla previamente preparada que se puede sellar térmicamente (50, 90, 120, 170) desde la fuente de la banda y la alimentación de dicha banda de película de malla previamente preparada impresa o sin imprimir que se puede sellar térmicamente sobre el mandril de conformación (168, 178) para conformar un tubo con partes de los bordes longitudinales (64, 72, 126, 130) y una parte del cuerpo que se extiende entre dichas partes de los bordes longitudinales, dicha parte del cuerpo comprendiendo dicha por lo menos una parte de malla (54, 78, 94, 122) y dicha por lo menos una parte de película de plástico homogénea (52, 56, 80, 92, 108, 134);
c) utilizar el mecanismo de sellado por calor del tubo (162, 164, 166, 182, 196) para sellar juntas partes de dicha banda de película de malla previamente preparada que se puede sellar térmicamente (50, 90, 120, 170) a lo largo de dichas partes de los bordes longitudinales (64, 72, 126, 130) para fijar y conformar dicho tubo;
d) cortar y sellar transversalmente dicho tubo de película de malla sellado por calor con partes opuestamente dispuestas de película de malla contemporáneamente para formar una junta transversal en un paquete de película de malla a lo largo del fondo de un paquete que se va a rellenar y una junta transversal a lo largo de la parte superior de un paquete de película de malla que ha sido rellenado inmediatamente antes de dicho paquete de película de malla que se va a rellenar; y
e) colocar los artículos que se van a empaquetar a través del mandril y en el interior de dicho tubo de película de malla sellado por calor antes de que la parte superior y el fondo de dicho paquete de película de malla sea sellado transversalmente para cerrar completamente dicho paquete de película de malla;
caracterizado porque dicha banda impresa o sin imprimir
previamente preparada continua (50, 90, 120, 170) tiene
partes de malla (54, 78, 94, 122) y partes de película (52, 56, 80, 92, 108, 134) selladas por calor en acoplamiento alternativo longitudinal una al lado de la otra que consta, con la excepción de la junta por calor longitudinal (58, 60, 74, 76, 96, 98) entre dichas partes de malla y que película sólida, de una única capa dispensada longitudinalmente desde la fuente de la banda.
2. El procedimiento de la reivindicación adicionalmente comprendiendo una etapa de impresión de dicha banda de película de malla impresa o sin imprimir (50, 90, 120, 170) después de que es dispensada desde la fuente de la banda.
3. El procedimiento de la reivindicación 1 en el que dichas partes de los bordes longitudinales fijados por sellado de dicha banda de película de malla previamente preparada (50, 90, 120, 170) forman una junta revertida (88, 118, 142).
4. El procedimiento de la reivindicación 1 en el que dichas partes de los bordes longitudinales fijados por sellado de dicha banda de película de malla previamente preparada forman una junta de pestaña (152).
5. El procedimiento de la reivindicación 1 en el que las juntas formadas en la etapa d) son juntas revertidas (84, 86, 112, 116, 138, 140).
6. Un procedimiento de empaquetar artículos en una bolsa de película de malla (82, 110, 136, 143, 150, 184, 188, 190) utilizando una máquina automática de conformar, rellenar y sellar (154, 176) que comprende:
- una fuente de la banda adaptada para permitir que material en banda de película de malla previamente preparada sin imprimir o impresa continua (50, 90, 120, 170) sea dispensado como una lámina longitudinal continua;
- una estación o unas estaciones de impresión en línea (156) que imprime o imprimen sobre la superficie o las superficies de la película de la banda de película de malla previamente preparada sin imprimir o impresa (50, 90, 120, 170);
- un mandril de conformación (168, 178) que recibe la banda de película de malla previamente preparada continua (50, 90, 120, 170) desde la fuente de la banda y conforma un tubo de material en banda de película de malla previamente preparada, el mandril de conformación (168, 178) estando provisto de una boca de descarga (198) que introduce artículos que se van a empaquetar y saca los artículos en el interior del tubo de material en banda de película de malla previamente preparada;
- un mecanismo de sellado por calor del tubo (162, 164, 166, 182, 196) que sella juntas partes de la banda de película de malla previamente preparada continua (50, 90, 120, 170) a lo largo de partes de los bordes longitudinales (64, 72, 126, 130) del material en banda de película de malla previamente preparada para fijar el material en banda de película de malla como un tubo para conformar tanto la parte superior como el fondo o los lados derecho e izquierdo del paquete; y
- un mecanismo transversal de sellado y corte (186) colocado aguas abajo del mandril de conformación (168, 178) que corta transversalmente el tubo de película de malla longitudinalmente sellado y sella por calor a lo largo del corte transversal para formar y sellar de forma secuencial una pluralidad de paquetes de película de malla sellados, cada paquete sellado conteniendo artículos que salen del mandril de conformación en el interior del tubo de material en banda de película de malla antes de que el paquete respectivo esté completamente sellado;
dicho procedimiento comprendiendo las etapas de:
a) proveer una banda impresa o sin imprimir previamente preparada continua (50, 90, 120, 170) que comprende por lo menos una parte de malla de plástico que se puede sellar térmicamente (54, 78, 94, 122) y por lo menos una parte de película de plástico homogénea (52, 56, 80, 92, 108, 134);
b) dispensar dicha banda de película de malla previamente preparada que se puede sellar térmicamente (50, 90, 120, 170) desde la fuente de la banda y la alimentación de dicha banda de película de malla previamente preparada impresa o sin imprimir que se puede sellar térmicamente sobre el mandril de conformación (168, 178) para conformar un tubo con partes de los bordes longitudinales (64, 72, 126, 130) y una parte del cuerpo que se extiende entre dichas partes de los bordes longitudinales, dicha parte del cuerpo comprendiendo dicha por lo menos una parte de malla (54, 78, 94, 122) y dicha por lo menos una parte de película de plástico homogénea (52, 56, 80, 92, 108, 134);
c) sellar longitudinalmente dichas partes de los bordes longitudinales (64, 72, 126, 130) juntas para conformar dicho tubo;
d) sellar transversalmente dicho tubo en por lo menos una ubicación para formar por lo menos un borde marginal de un paquete;
e) colocar los artículos que se van a empaquetar a través del mandril y en el interior de dicho tubo de película de malla; y
f) cerrar dicho tubo en una segunda ubicación para sellar dicho paquete;
caracterizado porque dicha banda impresa o sin imprimir previamente preparada continua (50, 90, 120, 170) tiene partes de malla (54, 78, 94, 122) y partes de película (52, 56, 80, 92, 108, 134) selladas por calor en acoplamiento alternativo longitudinal una al lado de la otra que consta, con la excepción de la junta por calor longitudinal (58, 60, 74, 76, 96, 98) entre dichas partes de malla y de película homogénea, de una única capa dispensada longitudinalmente desde la fuente de la banda.
7. El procedimiento de la reivindicación 6 en el que dicho tubo se cierra en la etapa f) mediante sellado por calor.
8. El procedimiento de la reivindicación 6 en el que dicho tubo se cierra en la etapa f) uniendo dicho tubo y aplicando medios de cierre.
9. El procedimiento de la reivindicación 8 en el que dichos medios de cierre comprenden un elemento de fijación que se puede volver a utilizar o de un único uso.
10. El procedimiento de la reivindicación 6 adicionalmente comprendiendo una etapa de impresión de dicha banda de película de malla impresa o sin imprimir (50, 90, 120, 170) después de que sea dispensada desde dicha fuente de la banda.
11. El procedimiento de la reivindicación 1 o 6 en el que una cinta que se puede sellar térmicamente se utiliza para unir las partes de los bordes longitudinales (64, 72, 126, 130) de dicha banda de película de malla (50, 90, 120, 170) cuando se conforma dicha banda de película de malla en un tubo.
12. El procedimiento de la reivindicación 11 en el que dicha cinta que se puede sellar térmicamente adicionalmente comprende una cremallera (144).
13. El procedimiento de la reivindicación 11 en el que
dicha cinta que se puede sellar térmicamente adicionalmente 20 comprende un asa.
Patentes similares o relacionadas:
Dispositivo y máquina para fabricar bolsitas de filtro con forma tetraédrica, del 10 de Junio de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Un tubo formador para fabricar bolsitas de filtro con forma tetraédrica para productos de infusión que comprende un elemento formador, […]
Material de envasado que comprende partes magnetizadas y método para magnetizar el material, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un dispositivo para magnetizar un material de envasado para envases que contienen alimentos, comprendiendo […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
 Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina de embalaje para un único producto o para productos agrupados y/o apilados, en paquetes de material termoplástico obtenido a partir de una película desenrollada de una bobina, y método de funcionamiento asociado, del 29 de Abril de 2020, de CPS COMPANY S.R.L: Máquina de embalaje para embalar productos individuales o agrupados y/o apilados, en paquetes de material termoplástico, comprendiendo dicha máquina:
- un dispositivo […]
Máquina para fabricar bolsitas de filtro con productos de infusión, del 22 de Abril de 2020, de I.M.A. INDUSTRIA MACCHINE AUTOMATICHE S.P.A.: Una máquina para fabricar bolsitas de filtro con productos de infusión que comprende: - una estación de alimentación configurada para alimentar una tira […]
Métodos y aparatos para garantizar la calidad de envasado, del 26 de Febrero de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método recibir un registro de datos de identificación de envasado, estando […]
Máquina de envasado, del 18 de Diciembre de 2019, de Prometheus Biosciences, Inc: Un aparato de formación y llenado de bolsas que comprende un puerto dispensador de producto , dicho puerto dispensador de producto […]
Método y dispositivo para hacer un embalaje estéril de materiales fluyentes, del 11 de Diciembre de 2019, de Sterafill Limited: Un método para formar sobres o tubos de estratificado o lámina de metal individuales que contienen material fluyente usando una máquina de embalaje que está caracterizado […]