PROCEDIMIENTO E INSTALACION PARA LA FORMACION DE LOSAS O AZULEJOS DE CERAMICA.
Procedimiento para la formación de azulejos de cerámica utilizando materiales cerámicos en polvo,
caracterizado porque comprende las etapas de funcionamiento siguientes:
a. depositar sobre una cinta transportadora (2) una capa de polvos continua (100), asociándose unos medios (60) a dicha cinta (2) para la retención lateral de los polvos,
b. presionar dichos polvos para obtener un artículo coherente de polvos compactados haciendo avanzar dicha cinta (2) a través de una estación de prensado (3) del tipo continuo,
c. controlar la fuerza ejercida sobre los polvos (100) durante el prensado, utilizando unos medios de placa (16, 35)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2003/014875.
Solicitante: SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA.
Nacionalidad solicitante: Italia.
Dirección: VIA SELICE PROVINCIALE, 17/A,40026 IMOLA (BO).
Inventor/es: RIVOLA, PIETRO, COCQUIO,ALESSANDRO.
Fecha de Publicación: .
Fecha Concesión Europea: 17 de Febrero de 2010.
Clasificación Internacional de Patentes:
- B28B3/12B
Clasificación PCT:
- B28B5/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 5/00 Fabricación de objetos conformados a partir del material en moldes, o sobre superficies de moldeo soportadas o constituidas por transportadores en el interior o sobre éstos, cualquiera que sea el modo de conformación. › en moldes que se suceden delante de uno o varios puestos de conformación (sobre mesas giratorias B28B 5/06).
Clasificación antigua:
- B28B5/04 B28B 5/00 […] › en moldes que se suceden delante de uno o varios puestos de conformación (sobre mesas giratorias B28B 5/06).
Fragmento de la descripción:
Procedimiento e instalación para la formación de losas o azulejos de cerámica.
Campo técnico
La presente invención se refiere en general a un procedimiento para la fabricación de azulejos o losas de cerámica, y en particular a un procedimiento para la formación de dichas losas y la instalación respectiva para su aplicación.
Antecedentes de la técnica
Son conocidos procedimientos para la formación de azulejos de cerámica que consisten en depositar una capa continua de polvos sobre una cinta flexible con la que se asocian las paredes para retener lateralmente dichos polvos. A continuación, se hace avanzar la cinta en la que se crea dicha capa de polvos a través de una estación de prensado de un tipo continuo, que compacta los polvos en la cinta flexible para obtener un artículo coherente de polvos compactados. Al finalizar la compactación, el artículo se divide en piezas en tosco y posiblemente se somete a un segundo prensado. Este procedimiento se describe en detalle en la solicitud de patente nº RE2002A000035 a nombre del mismo solicitante, a cuyo texto se deberá hacer referencia para una información más completa.
Según la técnica conocida descrita en dicha solicitud de patente, la estación de prensado generalmente comprende tanto unos medios de compactación de polvo, en la forma de rodillos o cintas compactadoras, como medios para controlar la expansión del material al finalizar dicha compactación. En ambos casos, dichos medios de compactación y dichos medios de control de la expansión se pueden regular en altura para permitir que el grosor del artículo varíe.
La regulación de la altura de los medios de compactación asegura la planaridad del artículo, así como una razón de compactación constante en la dirección transversal, pero no ofrece seguridad con respecto a las características mecánicas del artículo, que son una función de la presión máxima con la que los medios de compactación actúan sobre los polvos.
A este respecto, puede suceder que el grosor de la tira de polvos depositados en la cinta varíe tanto en la dirección transversal como en la dirección longitudinal, bien por motivos estéticos o debido a defectos de carga, o que, para el mismo grosor, los polvos presenten una distribución del tamaño de partículas u otras características físicas distintas en la dirección transversal y, así, se compacten en un grado diferente en la dirección transversal.
Todo esto significa que las características mecánicas del artículo compactado pueden variar tanto en la dirección transversal como en la longitudinal hasta que dichos valores alcanzados no garanticen la coherencia mecánica del artículo, provocando grietas y desconchones, resultando inutilizable.
El objetivo de la presente invención es superar las desventajas de la técnica conocida dentro del marco de una solución sencilla y racional.
La patente US nº 3.991.149 da a conocer un procedimiento para la fabricación de artículos de cerámica y en particular se refiere a mejoras en la fabricación de sustratos cerámicos planos delgados mediante el proceso de colado en cinta. Los artículos cerámicos a los que hace referencia dicho documento son artículos de cerámica delgados y planos desarrollados para cumplir los requisitos de condensadores dieléctricos y de sustratos de circuitos microelectrónicos y semiconductores, entre otros usos.
Se utiliza un rodillo para suavizar variaciones de grosor de la suspensión de moldeado, siendo la situación y la presión ejercida por el rodillo elementos críticos de dicho dispositivo anterior.
En dicho dispositivo anterior el valor de la fuerza predeterminada resulta crítico para un funcionamiento exitoso del procedimiento. La fuerza debe ser suficiente como para redistribuir la superficie de la capa en contacto con el rodillo en una línea recta, pero no tan grande como para romper la capa superficial.
Este dispositivo no resuelve problemas específicos de la compresión del polvo cerámico.
Específicamente, después de compactar los polvos tiene lugar una expansión de éstos que se debe controlar para evitar defectos en el producto final resultante y el dispositivo anterior no posee medios para controlar la fuerza en la suspensión de moldeado después de la compactación.
Exposición de la invención
La invención consigue dicho objetivo proporcionando un procedimiento para la formación de azulejos de cerámica según las reivindicaciones 1 y 9.
Según una forma de realización preferida del procedimiento mencionado anteriormente, la etapa de prensado de polvo comprende tanto la compactación de dichos polvos, como el control de la expansión de dichos polvos después de la compactación. De acuerdo con la invención, la fuerza ejercida sobre dichos polvos durante el prensado se puede controlar bien sólo durante la compactación del polvo, o sólo durante el control de la expansión del polvo, o durante ambas etapas.
También se debería observar que la instalación según la invención se puede utilizar tanto para obtener un artículo completamente compactado, como para obtener un artículo precompactado que se deba someter posteriormente a un segundo prensado. La invención también incluye una instalación para la aplicación del procedimiento mencionado anteriormente. Dicha instalación comprende una cinta transportadora en la que se crea una tira de material en polvo continua y que está concebida para hacer avanzar dicha tira por una estación de prensado provista de unos medios para retener lateralmente el material en dicha cinta, asociándose medios con dicha estación de prensado para controlar la fuerza ejercida sobre dichos polvos.
De acuerdo con la invención, dicha estación de prensado comprende unos medios de compactación que permiten la compactación continua de los polvos en la cinta que avanza a través de la estación, con la que dichos medios de control están asociados.
Dichos medios de compactación continua pueden presentar bien la forma de un rodillo de compactación o de una cinta de compactación.
De acuerdo con una variante preferida de la invención, dicha estación de prensado también comprende, aguas abajo de dichos medios de compactación continua, un dispositivo para controlar la expansión del material después de la compactación.
Los medios para controlar la fuerza ejercida en los polvos comprenden una unidad de control para por lo menos una unidad de cilindro-pistón hidráulica con la que están asociados los medios de compactación de polvo o dicho dispositivo para controlar la expansión del material después de la compactación.
En una variante de la invención, dichos medios de expansión comprenden una placa flexible con la que se asocia una pluralidad de unidades de cilindro-pistón controladas por dicha unidad de control. De acuerdo con la invención, dichas unidades de cilindro-pistón se pueden disponer en varias hileras paralelas para permitir que la fuerza ejercida sobre los polvos también sea controlada a lo largo de la dirección de avance de los mismos.
En las reivindicaciones se definen otras características de la invención.
Para poner más claramente de manifiesto las modalidades de funcionamiento del procedimiento de la invención y de las características constructivas y los méritos de los medios respectivos para su aplicación, a continuación se hará referencia a las figuras de los dibujos adjuntos, que representan a título de ejemplo una forma de realización preferida específica de la instalación para la aplicación del procedimiento descrito anteriormente.
La figura 1 es una sección lateral esquemática de la instalación de la invención.
La figura 2 es una vista ampliada de un detalle de la invención.
La figura 3 es la sección III-III de la figura 1
La figura 4 es la sección IV-IV de la figura 2.
La figura 5 es una vista ampliada de un detalle de una variante de la invención.
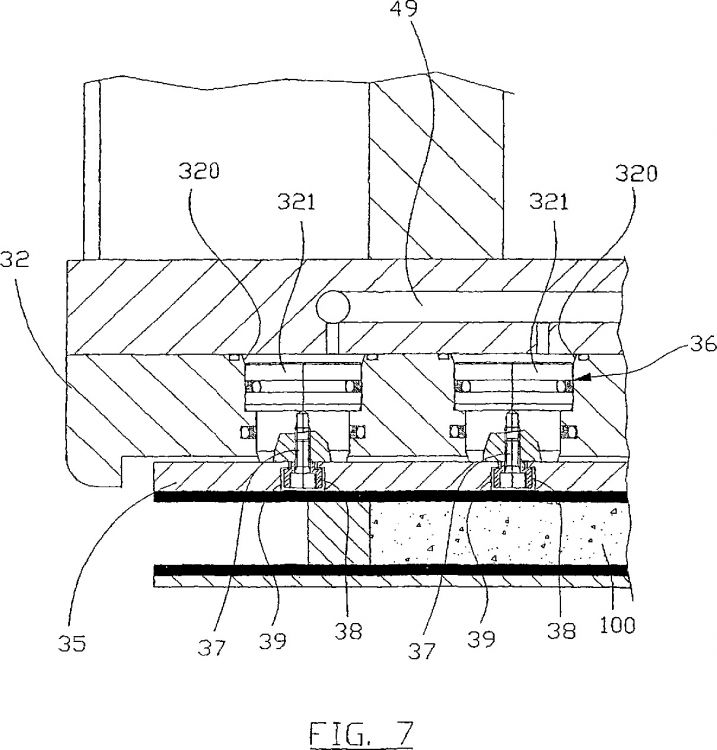
La figura 6 es una sección transversal esquemática de la figura 5.
La figura 7 representa un detalle ampliado de la figura 6.
Dichas figuras representan la instalación 1, que comprende una cinta transportadora inferior motorizada 2 en la que se deposita una tira continua 100 de polvos por medio de dispositivos usuales de un tipo ya conocido, por lo que no se muestran.
La cinta pasa por una estación de prensado 3, cuyo objetivo es compactar los polvos de la...
Reivindicaciones:
1. Procedimiento para la formación de azulejos de cerámica utilizando materiales cerámicos en polvo, caracterizado porque comprende las etapas de funcionamiento siguientes:
2. Procedimiento según la reivindicación 1, caracterizado porque el prensado de dichos polvos (100) comprende tanto la compactación de dichos polvos (100), como la expansión controlada de dichos polvos (100) después de la compactación.
3. Procedimiento según la reivindicación 2, caracterizado porque el control de la fuerza ejercida sobre los polvos (100) durante el prensado está asociado con la etapa de compactación del polvo.
4. Procedimiento según la reivindicación 2, caracterizado porque el control de la fuerza ejercida sobre los polvos durante el prensado está asociado con la etapa de expansión del polvo.
5. Procedimiento según la reivindicación 2, caracterizado porque el control de la fuerza ejercida sobre los polvos durante el prensado está asociado tanto con la etapa de compactación del polvo como con la etapa de expansión del polvo.
6. Procedimiento según la reivindicación 1, caracterizado porque la compactación del polvo en la estación de prensado es progresiva en la dirección de avance del polvo.
7. Procedimiento según la reivindicación 1, caracterizado porque el artículo o las piezas en tosco así obtenidas están sometidos a un segundo prensado.
8. Procedimiento según la reivindicación 1, caracterizado porque el control de expansión del material tiene lugar por lo menos en la dirección perpendicular a la superficie del artículo de mayores dimensiones.
9. Instalación (1) para la formación de azulejos o losas de cerámica utilizando materiales de polvos cerámicos, que comprende una cinta transportadora (2) en la que se crea una tira continua de material en forma de polvo y que está dispuesta para hacer avanzar dicha tira a través de una estación de prensado continua (3) que permite la compactación de la tira de polvo en dicha cinta para obtener un artículo coherente de polvos compactados, asociándose unos medios (60) con dicha estación de prensado para retener lateralmente el material en dicha cinta, caracterizada porque dicha estación de prensado (3) está provista de unos medios de placa (16, 35) para controlar la fuerza ejercida sobre dichos polvos.
10. Instalación según la reivindicación 9, caracterizada porque dicha estación de prensado (3) comprende una primera zona en la que se compactan los polvos (100) y una segunda zona en la que se descomprimen los polvos (100).
11. Instalación según la reivindicación 9, caracterizada porque dichos medios para controlar la fuerza ejercida sobre los polvos (100) están asociados con dicha primera zona de compactación.
12. Instalación según la reivindicación 9, caracterizada porque dichos medios para controlar la fuerza ejercida sobre los polvos (100) están asociados con dicha segunda zona de descompresión de polvo.
13. Instalación según la reivindicación 9, caracterizada porque dichos medios para controlar la fuerza ejercida sobre los polvos están asociados tanto con dicha primera zona de compactación como con dicha segunda zona de descompresión de polvos.
14. Instalación según la reivindicación 9, caracterizada porque dichos medios para controlar la fuerza ejercida sobre los polvos comprenden una unidad (12) para controlar por lo menos una unidad de cilindro-pistón hidráulica (8) con la que están asociados dichos medios de compactación de polvos.
15. Instalación según la reivindicación 9, caracterizada porque dichos medios de compactación comprenden por lo menos un rodillo compactador.
16. Instalación según la reivindicación 9, caracterizada porque dichos medios para controlar la fuerza ejercida sobre los polvos comprenden una unidad para controlar por lo menos una unidad de cilindro-pistón hidráulica con la que está asociado dicho dispositivo para controlar la expansión de los polvos compactados.
17. Instalación según la reivindicación 16, caracterizada porque dicho dispositivo para controlar la expansión del polvo comprende por lo menos una placa (17).
18. Instalación según la reivindicación 16, caracterizada porque dicho dispositivo para controlar la expansión de los polvos compactados comprende una placa (17) asociada con una pluralidad de unidades de cilindro-pistón hidráulicas paralelas (19) dispuestas en varias hileras.
19. Instalación según las reivindicaciones 14 y 16, caracterizada porque dicha unidad de control (12) para por lo menos una unidad de cilindro-pistón comprende por lo menos una bomba (13) para suministrar un fluido presurizado, y una válvula (14) para la regulación de la presión de dicho fluido.
Patentes similares o relacionadas:
 DISPOSITIVO PARA PRODUCIR PLACAS CERÁMICAS, del 24 de Enero de 2011, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Dispositivo destinado a la producción de placas cerámicas, que comprende: - una cinta transportadora sobre la cual se forma una tira […]
DISPOSITIVO PARA PRODUCIR PLACAS CERÁMICAS, del 24 de Enero de 2011, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Dispositivo destinado a la producción de placas cerámicas, que comprende: - una cinta transportadora sobre la cual se forma una tira […]
IMPRESORA DE INYECCIÓN DE CEMENTO Y MÉTODO DE PERSONALIZACIÓN DE TRATAMIENTOS PARA LA CONSTRUCCIÓN, del 19 de Marzo de 2020, de ESTRUCH SERRANO, Josep Antoni: Se trata de un proceso que permite la personalización de los tratamientos (azulejo, baldosa...); de forma que el cliente aporta las imágenes que desea […]
IMPRESORA DE INYECCIÓN DE CEMENTO Y MÉTODO DE PERSONALIZACIÓN DE TRATAMIENTOS PARA LA CONSTRUCCIÓN, del 13 de Marzo de 2020, de ESTRUCH SERRANO, Josep Antoni: Impresora de inyección de cemento y método de personalización de tratamientos para la construcción. Se trata de un proceso que permite la personalización […]
Método para fundir productos de hormigón, del 5 de Junio de 2019, de Elematic Oyj: Método para fundir productos de hormigón, en el que los productos de hormigón se funden con un procedimiento (1, 1') de fundición en línea circulante donde […]
Método y planta de fabricación para colar productos de hormigón, del 18 de Enero de 2019, de Elematic Oyj: Un método para colar productos de hormigón con un proceso (1, 1') de colada en línea circulante, que comprende al menos dos líneas de producción […]
Método para colar productos de hormigón, del 6 de Noviembre de 2018, de Elematic Oyj: Un método para colar productos de hormigón, método en el que unos productos de hormigón se cuelan con un proceso de colada de línea circulante […]
Disposición para la fundición de productos de hormigón, del 7 de Febrero de 2018, de ELEMATIC OY AB: Disposición de una línea de proceso de producción por fundición para la fundición de productos de hormigón, línea de proceso de producción por fundición que es […]
Sistema de paletas con una paleta de equipamiento y con un soporte de paletas de equipamiento, del 12 de Febrero de 2014, de AVL LIST GMBH: Sistema de paletas con una paleta de equipamiento para el alojamiento de una pieza de ensayo y con un alojamiento de paletas de equipamiento , […]