PROCEDIMIENTO Y DISPOSITIVO PARA EL TEMPLADO POR INDUCCIÓN DE CIGÜEÑALES.
Procedimiento para el templado por inducción de cigüeñales (2) con,
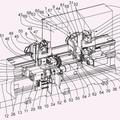
por lo menos, una muñequilla de biela (3) y con, por lo menos, dos cojinetes principales (4), en especial para el templado de por lo menos, una muñequilla de biela (3) por medio de un inductor (5), experimentando el cigüeñal (2) un movimiento de rotación durante el templado de por lo menos, una muñequilla de biela (3), y empleándose como eje para el movimiento de rotación del cigüeñal (2) el eje central (15) de, por lo menos, una muñequilla de biela (3) a templar, caracterizado porque por lo menos un inductor (5) trabaja sin contacto y rodea la muñequilla de biela (3) a templar tan sólo en la mitad de su perímetro
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2001/005491.
Solicitante: MASCHINENFABRIK ALFING KESSLER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: AUGUSTE-KESSLER-STRASSE 20 73433 AALEN-WASSERALFINGEN ALEMANIA.
Inventor/es: ZAHN, ANDREAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 15 de Mayo de 2001.
Fecha Concesión Europea: 3 de Diciembre de 2003.
Clasificación Internacional de Patentes:
- C21D9/30 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › para cigüeñal; árbol de levas.
Clasificación PCT:
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La presente invención se refiere a un dispositivo para el templado por inducción de muñequillas de biela de cigüeñales del tipo split-pin, provistos, por lo menos, de dos cojinetes principales, estando al menos dos muñequillas de biela inmediatamente adyacentes una a la otra.
Por el documento US-PS 6,013,904 se conoce un dispositivo de este tipo. En el mismo, en un cigüeñal del tipo splitpin se realiza un templado con inductores dispuestos curso abajo, estando sujetado el cigüeñal por sus dos extremos y haciéndose rotar con una velocidad de rotación determinada, aunque variable. En el procedimiento realizado con este dispositivo, para templar, además de los cojinetes principales, las muñequillas de biela, el inductor se dispone en un manipulador automático que sigue continuamente el movimiento de rotación de la muñequilla de biela. Con ello, puede llevarse a cabo un templado sin contacto del cigüeñal, lo que, en su conjunto, debe comportar un tiempo de trabajo más reducido para el templado del cigüeñal.
Sin embargo, un seguimiento continuo del inductor de este tipo resulta muy costoso, además de ser propenso al desgaste y a las averías. Debido a que eventualmente pueden producirse desalineamientos, es decir, imprecisiones de pieza, pueden producirse además, contactos no deseados entre la pieza y la herramienta. Además, para el seguimiento continuo del inductor se requiere un sistema de control muy costoso. Finalmente, los procedimientos descritos anteriormente y sus correspondientes dispositivos requieren elevadas exigencias para el personal de servicio, lo que forzosamente comporta unos costes salariales y, por tanto, de la pieza más elevados.
El documento DE 40 2 724 C2 muestra un estado de la técnica similar, aunque aquí, al contrario que en el documento US-PS 6,013,904, la distancia de acoplamiento entre la herramienta y la pieza debe ajustarse de tal modo que sea menor en las superficies de pieza con una elevada disipación de calor que en las superficies de pieza con una disipación de calor reducida. De este modo debe alcanzarse un progreso de templado homogéneo dentro de un ciclo rápido, es decir, en menos tiempo.
Por el documento GB-A 822 544 se conoce un procedimiento de templado como el mencionado al principio. En él se menciona que un inductor puede rodear el cojinete principal del cigüeñal, aunque no se explica nada acerca de su funcionamiento.
Gracias al empleo del eje central de, por lo menos, una muñequilla de biela como eje para el movimiento de rotación del cigüeñal, es decir, mediante el desplazamiento del eje central de la muñequilla de biela respecto al eje de rotación del cigüeñal, las zonas respectivas del cigüeñal a templar, en este caso las muñequillas de biela, ya no experimentan ningún movimiento excéntrico alrededor de un punto, sino un movimiento puramente rotativo alrededor de su eje central o, en otras palabras, un movimiento coaxial-central respecto al eje central de rotación. Por este motivo, el inductor no debe ya operar un seguimiento de la muñequilla de biela a templar, sino que puede permanecer en una posición fija durante todo el proceso de templado para las muñequillas de biela individuales. Con ello se consigue una controlabilidad del procedimiento mucho más sencilla, ya que no se requieren movimientos de seguimiento continuos y, de forma ventajosa, resulta posible un mando más sencillo así como reducir el movimiento de las piezas mecánicas al mínimo.
Sin embargo, este dispositivo y su correspondiente procedimiento presentan desventajas similares a las ya mencionadas anteriormente.
Por ello, el objetivo de la presente invención consiste en desarrollar un dispositivo para el templado por inducción de las muñequillas de biela de cigüeñales del tipo split-pin con el que resulte posible llevar a cabo un templado sin contacto, con un coste comparativamente reducido. A la vez, debe proporcionarse un desgaste de la herramienta lo más reducido posible y una manejabilidad sencilla de la misma.
Este objetivo se consigue, según la invención, mediante las características mencionadas en la reivindicación 1.
Gracias el empleo de un inductor de funcionamiento sin contacto, que rodea las muñequillas de biela tan sólo en la mitad de su perímetro, se obtiene un procedimiento relativamente sencillo y, por ello, de fácil manejo y poco propenso a errores, el cual conlleva un desgaste reducido del inductor y, con ello, también a tiempos de parada reducidos durante el transcurso del proceso. Según la invención, a partir de ahora resulta posible un templado sin contacto del cigüeñal, lo que comporta un menor desgaste del inductor, tiempos de calentamiento menores y, con ello, una ganancia en la duración del ciclo y menos zonas afectadas por el calor. La rotación durante el templado conlleva, de forma ventajosa, una zona de templado muy homogénea. Gracias al abrazamiento, relativamente grande, de la muñequilla de biela por parte del inductor aparece un espacio libre en el acople, es decir, una separación entre el cigüeñal y el inductor. Gracias a ello puede compensarse, en caso necesario, un posible impacto del cigüeñal dentro de ciertos límites.
El procedimiento, según la invención, de forma ventajosa, puede realizarse de los más distintos modos y con los más distintos grados de automatización, lo que conlleva una flexibilidad muy elevada en el templado de cigüeñales.
En el templado de cigüeñales con varias muñequillas de biela desplazadas una respecto a la otra, puede preverse, en una realización de la invención especialmente ventajosa, que para el templado de la segunda muñequilla de biela, desplazada respecto a la primera muñequilla de biela, se haga rotar el cigüeñal en un ángulo que corresponde al ángulo existente entre la primera muñequilla de biela y la segunda muñequilla de biela. Como los ángulos mencionados entre las muñequillas de biela siempre son conocidos, puede alcanzarse una precisión muy elevada que conlleve un buen resultado de templado. Evidentemente, este modo de proceder puede también trasladarse de la segunda a la tercera muñequilla de biela y, en general, a las siguientes muñequillas de biela respectivas.
En caso de que el cigüeñal a templar presente varias muñequillas de biela alineadas entre sí, puede resultar ventajoso, por un lado, templarlas mediante un inductor, debiéndose a continuación desplazar el mismo, tras el templado de una muñequilla de biela, en una determinada distancia en dirección axial. Alternativamente, es también posible templar simultáneamente varias muñequillas de biela alineadas entre sí mediante un número correspondiente de inductores. Según la configuración del cigüeñal a templar y de la posibilidad de equiparlo con inductores, que depende de su misma configuración, resultará más ventajosa una de las dos soluciones mencionadas.
Para alcanzar una distribución de calor dentro de toda la zona calentada del cigüeñal lo más homogénea posible, en otra forma de realización ventajosa de la invención puede preverse que, según sea la forma geométrica de los brazos de cigüeñal adyacentes a las muñequillas de biela a templar, se modifique la potencia del inductor.
De las características de la reivindicación 8 se desprende un dispositivo para llevar a cabo el procedimiento.
Gracias por lo menos a un inductor, al dispositivo de rotación y al dispositivo de traslación según la invención, se consigue un dispositivo sencillo y, por ello, constituido con un fácil manejo en comparación con los dispositivos de templado de cigüeñales conocidos, dispositivo que, entre otros motivos por el proceso de templado sin contacto, requieren unos costes de mantenimiento reducidos.
Se da una elevada inducción de calor en la zona a templar del cigüeñal en caso de que, en una forma de realización ventajosa del dispositivo según la invención, el inductor rodee las muñequillas de biela a templar como mínimo en la mitad de su perímetro.
Puede darse una configuración muy sencilla y de construcción poco costosa del inductor, fabricando por lo menos, un inductor mediante un proceso de fabricación mecanizado.
En otra configuración ventajosa de la invención, puede preverse un dispositivo de orientación, que se emplea para orientar el cigüeñal en un determinado ángulo alrededor de su eje central.
Mediante esto, resulta posible de forma muy sencilla, en cigüeñales con muñequillas de biela desplazadas entre sí, orientar hacia dentro las respectivas muñequillas...
Reivindicaciones:
1. Procedimiento para el templado por inducción de muñequillas de bieles de cigüeñales (2) del tipo split-pin, con, por lo menos, dos cojinetes principales (4), encontrándose al menos dos muñequillas de biela (3) inmediatamente adyacentes la una a la otra, con las características siguientes:
- por lo menos dos inductores (5) para las muñequillas de biela (3) inmediatamente adyacentes la una a la otra, a ser templadas respectivamente, -por lo menos un movimiento de rotación (6) para obtener un movimiento de rotación del cigüeñal (2), -por lo menos un dispositivo de ajuste (7) que recibe el cigüeñal, siendo capaz de ajustar el eje central (15) de una muñequilla de biela (3) del cigüeñal (2) como eje para el movimiento de rotación del cigüeñal (2), -con un dispositivo de seguimiento para el seguimiento del inductor (5) para la otra muñequilla de biela, -los dos inductores (5) trabajan sin tener contacto y rodean las muñequillas de biela a ser templadas (3) respectivamente sólo en la mitad de su circunferencia, templando simultáneamente las muñequillas de biela adyacentes -con un tope (18) montado en el dispositivo de rotación (6) y una medida final que puede aplicarse en el tope (18) para desplazar el dispositivo de ajuste (7) para ajustar el eje central (15) de la muñequilla de biela a ser templada (3) del cigüeñal (2) como eje para la rotación del cigüeñal (2), -con un elemento en horquilla (17) de alojamiento y ajuste para el alojamiento de una de las muñequillas de biela (3) para alinear el cigüeñal (2) antes del templado.
2. Procedimiento según la reivindicación 1, caracterizado porque se prevé por lo menos un dispositivo de orientación
(8) que se emplea para hacer girar el cigüeñal (2) en un ángulo determinado alrededor de su eje central (14).
3. Procedimiento según la reivindicación 2, caracterizado porque por lo menos, un dispositivo de orientación (8) presenta un engranaje helicoidal (23) mecánico.
4. Procedimiento según la reivindicación 3, caracterizado porque el engranaje helicoidal (23) está accionado eléctrica o hidráulicamente.
5. Procedimiento según la reivindicación 2, caracterizado porque por lo menos, un dispositivo de orientación (8) presenta un tensor (13) para el alojamiento del cigüeñal (2).
6. Procedimiento según una de las reivindicaciones 1 a 5, caracterizado porque por lo menos, un dispositivo de traslación (7) presenta un carro (12) que puede desplazarse mediante una manivela a lo largo de una vía de deslizamiento (11) de forma perpendicular al eje central (14) del cigüeñal (2).
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque para distintas medidas para el ajuste del eje central (15) de la muñequilla de biela (3) del cigüeñal (2) a templar como eje para la rotación del cigüeñal (2) se prevé un reticulado.
Patentes similares o relacionadas:
Método y aparato para el tratamiento térmico de un material ferroso utilizando un haz de energía, del 18 de Diciembre de 2019, de Ikergune A.I.E: Un método para el tratamiento térmico de un cigüeñal de material ferroso, que comprende la etapa de calentar al menos una porción seleccionada […]
Dispositivo de martilleo para la influencia en piezas de trabajo y procedimiento correspondiente, del 4 de Junio de 2019, de ECOROLL AG, WERKZEUGTECHNIK: Dispositivo de martilleo para la influencia en zonas periféricas de piezas de trabajo , con (a) un útil de percusión para […]
Procedimiento para mejorar la calidad de las superficies de cigüeñales, del 16 de Abril de 2019, de HEGENSCHEIDT-MFD GMBH & CO. KG: Procedimiento para mejorar la calidad de las superficies de cojinetes de bancada y de elevación de cigüeñales de fundición de acero, mediante mecanizado […]
Acero de alta resistencia para piezas forjadas de acero y pieza forjada de acero, del 27 de Febrero de 2019, de KABUSHIKI KAISHA KOBE SEIKO SHO (KOBE STEEL, LTD.): Un acero de alta resistencia para piezas forjadas de acero, que tiene una composición que consiste en: C: 0,35 % en masa a 0,47 % en masa; […]
Acero para cojinetes con excelentes características de fatiga rodante, del 20 de Junio de 2018, de KABUSHIKI KAISHA KOBE SEIKO SHO: Un acero que consiste en: C en un contenido comprendido entre 0,65 % y 1,30 %; Si en un contenido comprendido entre 0,05 % y 1,00 %; […]
Acero sinterizado de baja aleación de alta resistencia, del 21 de Junio de 2017, de HOGANAS AB (PUBL): Polvo de acero basado en hierro atomizado con agua que consiste en, en % en peso, 0,45-0,90 de Ni, 0,30-0,55 de Mo, 0,1-0,3 de Mn, […]
 Procedimiento y máquina herramienta para procesar y endurecer piezas de trabajo metálicas, del 20 de Enero de 2016, de 5Me IP, LLC: Procedimiento para el procesamiento y el endurecimiento de piezas de trabajo metálicas, con los siguientes pasos:
- sujeción de una pieza de trabajo a procesar, […]
Procedimiento y máquina herramienta para procesar y endurecer piezas de trabajo metálicas, del 20 de Enero de 2016, de 5Me IP, LLC: Procedimiento para el procesamiento y el endurecimiento de piezas de trabajo metálicas, con los siguientes pasos:
- sujeción de una pieza de trabajo a procesar, […]
 Procedimiento para mejorar la resistencia a la fatiga de microaleaciones del acero, piezas forjadas realizadas mediante el procedimiento y aparato para ejecutar el procedimiento, del 3 de Diciembre de 2015, de Kalyani, Babasaheb Neelkanth: Procedimiento para mejorar la resistencia a la fatiga de piezas forjadas de microaleaciones de acero y vanadio, caracterizado porque dicho proceso consta de un paso […]
Procedimiento para mejorar la resistencia a la fatiga de microaleaciones del acero, piezas forjadas realizadas mediante el procedimiento y aparato para ejecutar el procedimiento, del 3 de Diciembre de 2015, de Kalyani, Babasaheb Neelkanth: Procedimiento para mejorar la resistencia a la fatiga de piezas forjadas de microaleaciones de acero y vanadio, caracterizado porque dicho proceso consta de un paso […]