Procedimiento y dispositivo para la pulverización de gas frío de partículas de diferente resistente y/o ductilidad.
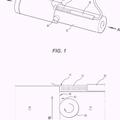
Procedimiento para la pulverización de gas frío, en el que partículas (22) de un primer tipo son alimentadas junto con partículas (23) de un segundo tipo a una cámara de estancamiento (15) y son aceleradas junto con un gas portador a través de una tobera (14) conectada a continuación de una de las cámaras de estancamiento (15) sobre un sustrato (25) a recubrir,
en el que las partículas (22) del primer tipo se deforman y permanecen adheridas sobre el sustrato (25) bajo la configuración de una capa (26), siendo incorporadas las partículas (23) del segundo tipo, que presentan una resistencia más alta y/o una ductilidad más reducida que las partículas (22) del primer tipo, en la capa (26), caracterizado porque las partículas (22) del primer tipo son alimentadas en una primera zona (20) a la cámara de estancamiento (15), que está más cerca de la tobera (14) que una segunda zona (21) de la cámara de estancamiento (15), en la que se alimentan las partículas (23) del segundo tipo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/050087.
Solicitante: SIEMENS AKTIENGESELLSCHAFT.
Nacionalidad solicitante: Alemania.
Dirección: WITTELSBACHERPLATZ 2 80333 MUNCHEN ALEMANIA.
Inventor/es: ULLRICH,RAYMOND, ARNDT,AXEL, PYRITZ,UWE, SCHIEWE,HEIKE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C23C24/04 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 24/00 Revestimiento a partir de polvos inorgánicos (pulverización en estado fundido del material de revestimiento C23C 4/00; difusión en estado sólido C23C 8/00 - C23C 12/00). › Deposición de partículas por impacto.
PDF original: ES-2463484_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la pulverización de gas frío de partículas de diferente resistente y/o ductilidad
La invención se refiere a un procedimiento para la pulverización de gas frío, en el que partículas de un primer tipo son alimentadas junto con partículas de un segundo tipo a una cámara de estancamiento y son aceleradas junto con un gas portador a través de una tobera conectada a continuación de una de las cámaras de estancamiento sobre un sustrato a recubrir. En este caso, las partículas del primer tipo se deforman y permanecen adheridas bajo la configuración de una capa, siendo incorporadas las partículas del segundo tipo, que presentan una resistencia más alta y/o una ductilidad más reducida que las partículas del primer tipo, en la capa.
El procedimiento mencionado al principio se conoce, por ejemplo, a partir del documento US 2003/0126800 A1. De acuerdo con este procedimiento, a través de pulverización de gas frío se separan partículas de un material duro junto con partículas de un material metálico sobre la superficie de palas de turbinas. En este caso, se incrusta una porción de 15 a 20 % de las partículas de material duro en la matriz que se configura durante la pulverización de gas frío del material metálico de la matriz. Las partículas de material duro permanecen inalteradas en la matriz en virtud de su alta resistencia y reducida ductilidad. De esta manera se puede explicar también el hecho de que no es posible la tasa de incorporación de materiales duros con porciones de más del 20 %. Las partículas de material duro no permanecen adheridas, en efecto, de forma autónoma sobre la superficie del sustrato a recubrir, puesto que a tal fin no es suficiente la entrada de energía cinética de la pulverización de gas frío y las partículas no presentan una ductilidad suficiente. En su lugar, las partículas de material duro son incorporadas al mismo tiempo en la matriz que se está configurando precisamente del material metálico, de modo que se garantiza la adhesión indirectamente a través del componente con la resistencia más reducida o bien con la ductilidad más elevada.
De acuerdo con el documento EP 1 925 693 A2, que ha sido publicado después de la fecha de solicitud de la presente solicitud, se describe una instalación de pulverización en frío, que presenta varios lugares de alimentación para diferentes polvos. Un lugar de alimentación desemboca en la cámara de estancamiento, en la que es posible una mezcla fiable con el gas el proceso. Todos los otros lugares de inyección se encuentran en la zona supersónica de la tobera o bien detrás de la tobera.
De acuerdo con el documento EP 1 712 657 A2 se describe, además, que se pueden utilizar varios lugares de alimentación en un procedimiento de recubrimiento también con el propósito de que de forma alterna se separe un polvo y el otro polvo.
El cometido de la invención consiste en indicar un procedimiento para la pulverización de gas frío, con el que en el caso de utilización de partículas de diferente tipo, se dejan entrar aquellas partículas con la resistencia más elevada y/o con la ductilidad más reducida con una porción de capa comparativamente alta en la capa.
Este cometido se soluciona de acuerdo con la invención porque las partículas del primer tipo son alimentadas en una primera zona a la cámara de estancamiento, que está más cerca de la tobera que una segunda zona, en la que se alimentan las partículas del segundo tipo. De esta manera se consigue con ventaja que las partículas el segundo tipo, que en virtud de la resistencia más elevada y/o de la ductilidad más reducida son problemáticas con respecto a una separación en tasas altas, experimenten una entrada más fuerte de energía en la cámara de estancamiento. Esta entrada de energía se realiza con prioridad a través del gas portador precalentado del chorro de gas frío. Entre las moléculas del gas portador y las partículas que se encuentran en la cámara de estancamiento tiene lugar, enefecto, una compensación de la temperatura. Ésta aparece más fuertemente cuanto más tiempo permanecen las partículas en la cámara de estancamiento. Puesto que la segunda zona, en la que se alimentan las partículas del segundo tipo, está más alejada de la tobera en la dirección el flujo del gas portador, la entrada de energía en las partículas del segundo tipo es mayor. De esta manera se mejoran de forma ventajosa las condiciones previas para una separación de las partículas del segundo tipo.
El calentamiento adicional de las partículas más resistentes o bien menos dúctiles puede influir, como se ha mostrado, en el proceso de recubrimiento de diferentes maneras. De acuerdo con una configuración de la invención, las partículas el segundo tipo se pueden fabricar a partir de un material frágil, en particular de un material cerámico. Como material cerámico se contempla especialmente carburo de volframio, de manera que éste se puede separar sobre las palas de un compresor o una turbina, para elevar su tiempo de actividad.
El calentamiento adicional de materiales frágiles en la cámara de estancamiento no modifica, en principio, sus propiedades. No obstante, se ha mostrado que las partículas calientes permiten tasas de incorporación más elevadas en una matriz dúctil. Esto se explica porque las partículas del segundo tipo se emplean como acumulador de energía térmica, de manera que esta energía térmica mejora, en el momento de la incorporación de las partículas frágiles en la matriz dúctil, la colaboración entre las partículas del primero y del segundo tipo. La aportación de energía introducida en las partículas frágiles es proporcionada en este caso indirectamente a la formación de la capa con las partículas dúctiles.
De acuerdo con otra configuración de la invención, está previsto que las partículas del segundo tipo sean fabricadas de un metal o de una aleación de metal, que son dúctiles por encima de una temperatura de transición y son frágiles por debajo de esta temperatura, en el que las partículas del segundo tipo son calentadas en la cámara de estancamiento hasta el punto de que éstas se comportan como dúctiles. Si se consigue a través de un calentamiento previo de las partículas del segundo tipo que éstas se vuelvan igualmente dúctiles, entonces es posible de manera ventajosa una separación de estas partículas, sin que éstas deben incorporarse en una matriz de otro material. De esta manera resulta de forma ventajosa que se puede incrementar opcionalmente la porción del material frágil en sí, puesto que no es necesaria ya una matriz, que rodea estas partículas, del otro componente de la capa. Esto conduce de manera ventajosa a que con la pulverización de gas frío se pueda separar una anchura de banda mayor de composiciones de aleación.
De acuerdo con una configuración especial de la invención, está previsto que el gas portador sea calentado en la cámara de estancamiento. A tal fin, se puede prever en la cámara de estancamiento, por ejemplo, una pared exterior calentable. A través del calentamiento adicional del gas portador en la cámara de estancamiento se puede sustituir al menos en parte la aportación de energía, que se introduce en las partículas del segundo tipo, antes de la expansión del gas portador en la tobera. También se puede conseguir una cierta entrada de energía desde la calefacción en las partículas del segundo tipo.
Además, la invención se refiere a un dispositivo para la pulverización de gas frío. Tales dispositivos se conocen, en general y se conocen, por ejemplo, a partir del documento US 2004/0037954 A1. Un dispositivo de este tipo presenta una cámara de estancamiento con un orificio de alimentación para un gas portador y con un conducto de alimentación para partículas previstas para el recubrimiento, de manera que estas partículas se designan a continuación como primeras partículas. Además, a continuación de la cámara de estancamiento, vista en la dirección del flujo del gas de soporte, está conectada una tobera, a través de la cual se expande el gas portador con las partículas en la dirección de un sustrato a recubrir. En este caso, el gas portador se refrigera adiabáticamente, siendo convertida la aportación de energía, que se libera de esta manera, en una aceleración del gas portador así como de las partículas previstas para el recubrimiento.
Como ya se ha explicado, solamente es posible una separación de partículas con resistencia y/o ductilidad de diferente altura con limitaciones.
El cometido de la invención consiste en indicar un dispositivo para la pulverización de gas frío, con el que se pueden fabricar capas, en las que se pueden incorporar una porción comparativamente alta de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la pulverización de gas frío, en el que partículas (22) de un primer tipo son alimentadas junto con partículas (23) de un segundo tipo a una cámara de estancamiento (15) y son aceleradas junto con un gas portador a través de una tobera (14) conectada a continuación de una de las cámaras de estancamiento (15) sobre un sustrato (25) a recubrir, en el que las partículas (22) del primer tipo se deforman y permanecen adheridas sobre el sustrato (25) bajo la configuración de una capa (26) , siendo incorporadas las partículas (23) del segundo tipo, que presentan una resistencia más alta y/o una ductilidad más reducida que las partículas (22) del primer tipo, en la capa (26) , caracterizado porque las partículas (22) del primer tipo son alimentadas en una primera zona (20) a la cámara de estancamiento (15) , que está más cerca de la tobera (14) que una segunda zona (21) de la cámara de estancamiento (15) , en la que se alimentan las partículas (23) del segundo tipo.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque las partículas (23) del segundo tipo se fabrican a partir de un material frágil, en particular de un material cerámico.
3. Procedimiento de acuerdo con la reivindicación 2, caracterizado porque las partículas (23) del segundo tipo se fabrican de una resina, en particular carburo de volframio (WoC) y porque como sustrato se recubre una pala para un compresor o una turbina.
4. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque las partículas (23) del segundo tipo se fabrican de un metal o de una aleación de metal, que son dúctiles por encima de una temperatura de transición y son frágiles por debajo de esta temperatura, en el que las partículas (23) del segundo tipo son calentadas en la cámara de estancamiento hasta el punto de que éstas se comportan como dúctiles.
5. Procedimiento de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el gas portador se calienta en la cámara de estancamiento (15) .
6. Dispositivo para la pulverización de gas frío, que presenta
- una cámara de estancamiento (15) con un orificio de alimentación (17) para un gas portador y con un primer conducto de alimentación (19) para partículas (22) previstas para el recubrimiento de un primer tipo y
- una tobera (14) conectada a continuación de las cámaras de estancamiento (15)
caracterizado porque en la cámara de estancamiento (15) está previsto un segundo conducto de alimentación (18a, 18b) , en el que el primer conducto de alimentación (19) desemboca en una primera zona (20) de la cámara de estancamiento (15) , que está más cerca de la tobera (14) que una segunda zona (21) de la cámara de estancamiento (15) , en la que desemboca el segundo conducto de alimentación.
7. Dispositivo de acuerdo con la reivindicación 6, caracterizado porque la cámara de estancamiento está provista con una instalación de calefacción.
8. Dispositivo de acuerdo con la reivindicación 7, caracterizado porque el dispositivo de calefacción está integrado en la pared de la cámara de estancamiento.
9. Dispositivo de acuerdo con una de las reivindicaciones 6 a 8, caracterizado porque el primer conducto de alimentación (19) y/o el segundo conducto de alimentación (18a, 18b) se pueden desplazar en el dispositivo de tal forma que la distancia desde la primera zona (20) y/o la segunda zona (21) hasta la tobera es variable.
*
Patentes similares o relacionadas:
Un proceso para la producción de una estructura portante de carga de titanio, del 4 de Julio de 2019, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Un proceso para la producción de una estructura portante de carga de titanio o aleación de titanio, que comprende la pulverización dinámica de gas en frío de partículas de […]
Procedimiento para reparar un punto dañado en una pieza moldeada y procedimiento para generar un material de reparación adecuado, del 21 de Mayo de 2019, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para reparar un punto dañado en la superficie de una pieza moldeada , en donde un material de reparación, a través […]
Acero inoxidable amorfo o semiamorfo o Ti-Al-C cerámico o Zr-Al-C cerámico de calidad aplicado cinéticamente con estructura metálica de aleación de zirconio de calidad nuclear, del 15 de Mayo de 2019, de WESTINGHOUSE ELECTRIC COMPANY LLC: Un procedimiento de formación de un recubrimiento de gradiente sobre una superficie externa de un revestimiento de aleación de zirconio, que comprende: […]
Método para modificar la superficie de un pistón para un motor de combustión interna, y pistón para motor de combustión interna, del 3 de Mayo de 2019, de Art Metal Mfg. Co., Ltd: Método para modificar una superficie de un pistón para un motor de combustión interna usando una granalla hecha de una aleación a base de hierro como […]
Estructura de carga de titanio y proceso para producir la misma, del 14 de Febrero de 2019, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Un proceso para producir una estructura de carga de titanio o aleación de titanio, proceso que comprende la pulverización dinámica por gas frío de partículas […]
 Procedimiento de formación de un tubo sin soldadura de titanio y/o de aleaciones de titanio, del 2 de Enero de 2019, de Future Titanium Technology Pty Ltd: Un procedimiento de formación de secciones de tubo de titanio o de aleación de titanio sin soldadura, comprendiendo el procedimiento las etapas de:
[…]
Procedimiento de formación de un tubo sin soldadura de titanio y/o de aleaciones de titanio, del 2 de Enero de 2019, de Future Titanium Technology Pty Ltd: Un procedimiento de formación de secciones de tubo de titanio o de aleación de titanio sin soldadura, comprendiendo el procedimiento las etapas de:
[…]
Un recubrimiento poroso aplicado a un artículo aéreo, del 13 de Diciembre de 2018, de SAAB AB: Un artículo aéreo que comprende: un revestimiento de composite, un borde de ataque que se orienta hacia el flujo (a) de aire durante el uso del artículo aéreo, […]
Sistema multicapas con elementos de contacto y procedimiento para la creación de un elemento de contacto para un sistema multicapas, del 2 de Mayo de 2018, de INTERPANE ENTWICKLUNGS- UND BERATUNGSGESELLSCHAFT MBH & CO. KG: Sistema de capas con elemento de contacto , que comprende un sustrato , un sistema multicapas dispuesto sobre el sustrato con al menos una capa superior […]