PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE UNIONES DE ESQUINA A INGLETE POR SOLDADURA POR VIBRACION.
Un procedimiento para producir una unión o junta de esquina a inglete (2) entre dos componentes (4a,
4b) por soldadura por vibración, en que áreas de inglete (6, 8) que hacen contacto entre sí de los dos componentes (4a, 4b) se encuentran en un plano de inglete fijo común (E) antes del comienzo del proceso de soldadura, y durante el proceso de soldadura son frotadas entre sí mediante oscilaciones de los componentes bajo presión por soldadura prescrita, caracterizado porque durante el proceso por soldadura los dos componentes (4a, 4b) son sometidos a oscilaciones (S) de translación en línea recta perpendiculares entre sí, cuyas fases son hechas coincidir entre sí de modo que las áreas de inglete (6, 8) de los dos componentes (4a, 4b) oscilan transversalmente al plano de inglete fijo (E), y a través de este plano, en que dichas áreas permanecen bajo la presión por soldadura prescrita
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06025673.
Solicitante: BRANSON ULTRASCHALL
FENTECH AG.
Nacionalidad solicitante: Alemania.
Dirección: WALDSTRASSE 53-55,63128 DIETZENBACH.
Inventor/es: VETTER, JORG, DR., EUGSTER,PETER, BRUDERER,BEAT.
Fecha de Publicación: .
Fecha Solicitud PCT: 12 de Diciembre de 2006.
Fecha Concesión Europea: 9 de Junio de 2010.
Clasificación Internacional de Patentes:
- B29C65/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › utilizando fricción, p. ej. soldadura por rotación.
Clasificación PCT:
- B29C65/06 B29C 65/00 […] › utilizando fricción, p. ej. soldadura por rotación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo para la producción de uniones de esquina a inglete por soldadura por vibración.
Antecedentes del invento
El presente invento se refiere a un procedimiento y un dispositivo para la producción de uniones o juntas de esquina a inglete entre dos componentes por soldadura por vibración.
Los procedimientos de soldadura por vibración para la producción de uniones de esquina a inglete entre partes de marco de un marco rectangular, en particular, de un marco abisagrado para ventanas y puertas, son conocidos a partir de las patentes EP 1.207.994 B1, EP 1.447.167 A1, EP 1.648.648 A1 y EP 1.656.231 A1. Con estos procedimientos de soldadura por vibración, las partes del marco son puestas en oscilación por los cabezales oscilantes de las máquinas de soldadura por vibración de tal modo que las áreas de inglete que hacen contacto entre sí oscilan en el plano de inglete fijo (plano de junta) en oposición de fase bajo presión de soldadura a fin de incurrir en una conexión de soldadura por fricción. Estas oscilaciones en oposición de fase de las áreas de inglete que hacen contacto entre sí son movimientos orbitales, por ejemplo, movimientos circulares o elípticos, que en el caso extremo puede ser también movimientos en línea recta. Debido a que estos movimientos tienen lugar en los planos de inglete fijos, y así, de forma oblicua a la dirección longitudinal de las partes de marco, los cabezales oscilantes también deben estar dispuestos de forma oblicua a la dirección longitudinal y transversal de las partes del marco.
A partir de estas publicaciones es además conocido que para producir las cuatro uniones de esquina a inglete de un marco simultáneamente, los ocho cabezales oscilantes dispuestos en las áreas de esquina del marco son accionadas simultáneamente.
Un procedimiento de soldadura por vibración similar para producir uniones de esquina de un marco es conocido a partir del documento DE 199 38 099 A1, en que las partes de marco son sometidas a oscilaciones lineales perpendiculares al plano del marco, a fin de rozar, y de este modo, soldar juntas las áreas de inglete que hacen contacto entre sí de las partes de marco. Con este procedimiento de soldadura por vibración, también, los movimientos relativos de las áreas de inglete de las partes de marco que hacen contacto entre sí tienen lugar en los planos de inglete fijos en las cuatro esquinas del marco.
Sumario del invento
El objeto del presente invento es proporcionar un procedimiento y un dispositivo para producir una junta o unión de esquina a inglete entre dos componentes por soldadura por vibración, en que el modo de oscilación de las oscilaciones de los componentes, necesario para producir las conexiones soldadas, es tan simple como sea posible.
El procedimiento y el dispositivo de acuerdo con el invento para solucionar este objetivo están definidos en la Reivindicación 1ª de Patente y en la Reivindicación 6ª de Patente.
De acuerdo con el invento, durante el proceso de soldadura los dos componentes son sometidos a oscilaciones de translación en línea recta perpendiculares entre sí, cuyas fases son hechas coincidir entre sí de tal modo que las áreas de inglete de los dos componentes oscilan en ángulos rectos con relación al plano de inglete fijo, y a través del mismo, mientras permanecen en contacto bajo una presión de soldadura prescrita.
Aquí, las oscilaciones de translación de los dos componentes son convenientemente sincronizadas de tal modo que sus frecuencias y amplitudes son idénticas.
Si el procedimiento de acuerdo con el invento es usado para producir uniones de esquina entre componentes cuya magnitud longitudinal es mayor que su magnitud transversal, entonces las oscilaciones de translación de los dos componentes pueden continuar bien en sus direcciones longitudinales o bien en sus direcciones transversales.
Una ventaja esencial del invento consiste en que los componentes que han de ser unidos juntos son sometidos únicamente en oscilaciones de translación en línea recta, lo que simplifica de modo correspondiente el diseño y la disposición de los cabezales oscilantes requeridos para esto.
Con el procedimiento de acuerdo con el invento, la presión de soldadura necesaria para producir la conexión soldada es producida porque es ejercida una fuerza sobre cada uno de los componentes, que es aplicada perpendicularmente a la dirección de oscilación del componente respectivo. Estas fuerzas son transferidas convenientemente a los componentes oscilantes a través de los cabezales oscilantes.
El procedimiento y el dispositivo de acuerdo con el invento son particularmente adecuados para producir uniones de esquina a inglete de un marco rectangular, tal como de un marco abisagrado o un marco fijo para ventanas, puertas, celosías, o similares. En principio, sin embargo, el invento puede ser usado en cualquier lugar, dónde dos o más componentes han de ser unidos juntos en áreas de inglete, por ejemplo, en el ensamblaje de muebles.
Otras realizaciones ventajosas del invento surgen de las reivindicaciones de patente dependientes.
Breve descripción de los dibujos
Otros detalles y ventajas del presente invento son explicados basándose en los dibujos adjuntos. Muestran:
Las figs. 1 a 3 representaciones esquemáticas de una junta o unión de esquina a inglete en diferentes posiciones durante una operación de soldadura;
La fig. 4 una vista superior esquemática de un sistema de soldadura por vibración para producir uniones de esquina a inglete de un marco que consiste de cuatro partes de marco;
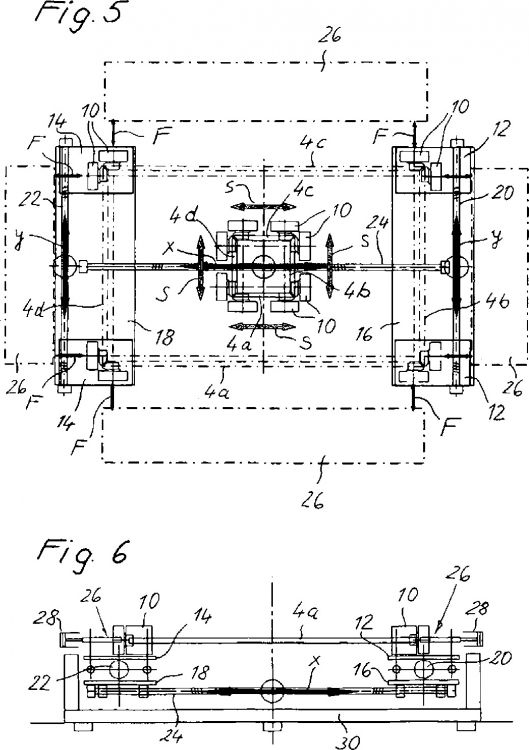
La fig. 5 una representación que corresponde a la fig. 4 para ilustrar la posibilidad de ajustar el sistema de soldadura por vibración para procesar marcos de tamaños diferentes;
La fig. 6 una vista lateral esquemática del sistema de soldadura por vibración en la fig. 5.
Descripción detallada de las realizaciones ejemplares preferidas
La fig. 1 muestra esquemáticamente una junta o unión de esquina a inglete 2 entre dos componentes 4a, 4b, cuyas áreas de inglete 6, 8 han de ser conectadas juntas por soldadura por vibración. En la realización ejemplar representada, los componentes 4a, 4b son designados como partes de marco de un marco rectangular, cuyo resto no ha sido representado. Como ya se ha explicado al principio, los componentes 4a, 4b pueden también ser cualesquiera otros componentes, en tanto en cuanto puedan ser unidos juntos por soldadura por vibración.
Los componentes 4a, 4b están compuestos de plástico o cualquier otro material que es adecuado para la soldadura por vibración. Se han incluido aquí otras posibilidades, por ejemplo, madera y un compuesto de madera y plástico. Son conocidos en el estado de la técnica emparejamientos de materiales adecuados para soldadura por vibración, de modo que no son descritos aquí adicionalmente.
Como se ha mostrado en la fig. 1, las áreas de inglete 6, 8 de las partes de marco 4a, 4b que hacen contacto entre sí están dispuestas antes del procedimiento de soldadura en un plano de inglete E (imaginario). En la realización ejemplar representada, las áreas de inglete 6, 8 y así, el plano de inglete E, respectivamente, contienen un ángulo de inglete de 45º con la dirección longitudinal de las partes de marco 4a, 4b. Sin embargo, el ángulo de inglete también puede ser diferente a 45º, en tanto en cuanto las áreas 6, 8 se extiendan de forma oblicua a la dirección longitudinal de la parte de marco asociada 4a, 4b.
Con el fin de unir las partes de marco 4a, 4b juntas en sus áreas de inglete 6, 8 por soldadura por vibración, las partes de marco 4a, 4b son sometidas a oscilaciones de translación en línea recta. Como se ha indicado por las dobles flechas S, las oscilaciones de translación continúan en la dirección longitudinal de las partes de marco 4a, 4b, y así, paralelas al plano del marco (plano de dibujo de la fig. 1). Esto significa que la parte de marco 4a (en la fig. 1) oscila en la dirección horizontal, mientras que la parte de marco 4b (en la fig. 1) oscila en la dirección vertical.
Las figs. 2 y 3 muestran la posición de las partes de marco 4a, 4b durante sus oscilaciones en una dirección de oscilación SV y en la otra dirección de oscilación SR. En la fig. 2, puede verse que las partes de marco 4a, 4b han deslizado directamente en la dirección de oscilación SV de modo que sus áreas de inglete 6, 8 se han movido transversalmente al plano de inglete fijo...
Reivindicaciones:
1. Un procedimiento para producir una unión o junta de esquina a inglete (2) entre dos componentes (4a, 4b) por soldadura por vibración, en que áreas de inglete (6, 8) que hacen contacto entre sí de los dos componentes (4a, 4b) se encuentran en un plano de inglete fijo común (E) antes del comienzo del proceso de soldadura, y durante el proceso de soldadura son frotadas entre sí mediante oscilaciones de los componentes bajo presión por soldadura prescrita, caracterizado porque durante el proceso por soldadura los dos componentes (4a, 4b) son sometidos a oscilaciones (S) de translación en línea recta perpendiculares entre sí, cuyas fases son hechas coincidir entre sí de modo que las áreas de inglete (6, 8) de los dos componentes (4a, 4b) oscilan transversalmente al plano de inglete fijo (E), y a través de este plano, en que dichas áreas permanecen bajo la presión por soldadura prescrita.
2. Procedimiento según la reivindicación 1, caracterizado porque las oscilaciones de translación de los dos componentes (4a, 4b) están sincronizadas de tal modo que sus frecuencias y amplitudes son las mismas.
3. Procedimiento según la reivindicación 1 ó 2 para producir una unión de esquina a inglete (2) entre componentes (4a, 4b) cuya magnitud longitudinal es mayor que su magnitud transversal, caracterizado porque las oscilaciones de translación de los componentes (4a, 4b) continúan en sus direcciones longitudinales.
4. Procedimiento según la reivindicación 1 ó 2 para producir una unión de esquina a inglete entre componentes (4a, 4b) cuya magnitud longitudinal es mayor que su magnitud transversal, caracterizado porque las oscilaciones de translación de los componentes (4a, 4b) continúan en sus direcciones transversales.
5. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque la presión de soldadura es creada porque una fuerza (F), que es aplicada perpendicularmente a la dirección de oscilación (S) del componente respectivo, es ejercida sobre cada uno de los componentes (4a, 4b).
6. Dispositivo para producir una unión de esquina a inglete (2) entre dos componentes (4a, 4b) por soldadura por vibración, en cuyas áreas de inglete (6, 8) que hacen contacto entre sí de los componentes (4a, 4b) están disponibles en un plano de inglete fijo común (E) antes del comienzo del proceso de soldadura, y durante el proceso de soldadura se frotan entre sí por cabezales oscilantes (10) bajo la presión de soldadura prescrita, caracterizado porque durante el proceso de soldadura los cabezales oscilantes (10) pueden someter los componentes (4a, 4b) a oscilaciones (S) de translación en línea recta perpendiculares entre sí, cuyas fases son hechas coincidir entre sí de modo que las áreas de inglete (6, 8) de los componentes (4a, 4b) oscilan transversales al plano de inglete fijo (E), y a través de este plano, mientras permanecen en contacto bajo la presión por soldadura prescrita.
7. Dispositivo según la reivindicación 6 para producir cuatro uniones de esquina a inglete (2) entre cuatro partes de marco (4a, 4b, 4c, 4d) de un marco, caracterizado porque para crear las oscilaciones en forma de translación de las cuatro partes de marco (4a, 4b, 4c, 4d) al menos hay previstos cuatro cabezales oscilantes (10) de un sistema de soldadura por vibración que pueden estar sincronizados de tal modo que las frecuencias y amplitudes de las oscilaciones sean las mismas.
8. Dispositivo según la reivindicación 6 ó 7, caracterizado porque para cada parte de marco (4a, 4b, 4c, 4d) hay previstos dos cabezales oscilantes (10) de modo que cada una de las dos regiones finales de las partes de marco afectadas puede aplicarse con otra.
9. Dispositivo según una de las reivindicaciones 6 a 8, caracterizado porque los cabezales oscilantes (10) pueden ser desplazados por dispositivos de posicionamiento (20, 22) con el fin de ser capaces de producir uniones de esquina para marcos de tamaños diferentes.
10. Dispositivo según las reivindicaciones 8 y 9, caracterizado porque los dos cabezales oscilantes (10) de cada unión de esquina a inglete (2) están soportados en cada caso en una de cuatro placas portadoras individuales (12, 24) y porque en cada caso dos placas portadoras individuales (12, 14) están soportadas sobre una doble placa portadora (16, 18), en que las dobles placas portadoras (16, 18) pueden ser movidas una con relación a otra en una dirección prescrita (x), y las placas portadoras individuales (12, 14), en cada caso, pueden ser movidas sobre la doble placa portadora asociada (16, 18) una con relación a otra en una dirección (y), perpendicular a la dirección prescrita (x).
11. Dispositivo según una de las reivindicaciones 6 a 10, caracterizado porque para crear la presión por soldadura hay previstos dispositivos (26) por medio de los cuales puede ejercerse una fuerza (F) sobre los cabezales oscilantes asociados (10), dónde dicha fuerza es aplicada perpendicularmente a la dirección oscilante del cabezal oscilante afectado (10).
12. Dispositivo según una de las reivindicaciones 6 a 11, caracterizado porque durante el proceso de soldadura un cristal es insertable en las partes de marco (4a, 4b, 4c, 4d) que puede ser soportado en las partes de marco por cierres herméticos elásticos, o puede ser sujetado de manera fija por un dispositivo que se aplica directamente sobre el cristal.
13. Dispositivo según una de las reivindicaciones 6 a 12, caracterizado porque para producir uniones de esquina a inglete de dos marcos que se encuentran uno por encima del otro, hay previstos dieciséis cabezales oscilantes individuales u ocho cabezales oscilantes dobles que pueden estar sincronizados entre sí de modo que las frecuencias y amplitudes de las oscilaciones sean las mismas.
14. Dispositivo según la reivindicación 13, caracterizado porque durante el procedimiento de soldadura un cristal que está insertado en las partes de marco de los dos marcos puede ser sujetado por un soporte fijo y un cristal superior que está insertado en las partes de marco de los dos marcos puede ser sujetado por un dispositivo de un sistema de manipulación.
Patentes similares o relacionadas:
Accesorios de tubería que permiten pruebas de presión no destructivas de la integridad de los sellos, del 18 de Marzo de 2020, de Proper Pipe Ehf: Un accesorio en la forma de accesorio tipo silla de montar, que comprende una sección principal en forma de media tubería, dimensionada […]
Sonotrodo, dispositivo de soldadura con sonotrodo y método de soldadura correspondiente, del 1 de Enero de 2020, de Branson Ultraschall Niederlassung der Emerson Technologies GmbH & Co. oHG: Un sonotrodo para soldadura por fricción de al menos dos piezas de unión que constan, al menos en parte, de plástico soldable, que comprende a) un eje longitudinal, […]
Dispositivo y procedimiento para insertar un elemento de inserción en un componente, del 18 de Diciembre de 2019, de Weber Schraubautomaten GmbH: Dispositivo para la inserción de un elemento de inserción que presenta un primer material de plástico en un componente que presenta […]
Sonotrodo, dispositivo de soldadura con sonotrodo y método de soldadura correspondiente, del 13 de Noviembre de 2019, de Branson Ultraschall Niederlassung der Emerson Technologies GmbH & Co. oHG: Sonotrodo para soldadura por fricción de al menos dos partes de unión, que al menos parcialmente consisten en un plástico soldable, que comprende: […]
Dispositivo de soldadura de plástico y método de soldadura de plástico correspondiente, del 6 de Noviembre de 2019, de Branson Ultraschall Niederlassung der Emerson Technologies GmbH & Co. oHG: Dispositivo de soldadura de plástico para la soldadura automática de al menos tres componentes, que comprende: a. al menos una primera herramienta , en […]
Procedimiento para la unión por adherencia de materiales de dos piezas de trabajo, del 24 de Julio de 2019, de HENKEL AG & CO. KGAA: Procedimiento para la unión por adherencia de materiales de dos piezas de trabajo de polímeros termoplásticos de distinto tipo con ayuda de una imprimación preferentemente […]
Procedimiento para soldar dos plásticos de poliamida por medio del uso de una imprimación, objeto producido según dicho procedimiento, del 1 de Mayo de 2019, de HENKEL AG & CO. KGAA: Procedimiento para soldar dos plásticos de poliamida con el uso de una imprimación, en el que la imprimación contiene al menos un polímero sintetizado […]
Dispositivo, configuración y procedimiento para la conexión de conductos, vehículo automóvil con dicho dispositivo o dicha configuración, del 20 de Marzo de 2019, de VERITAS AG: Dispositivo para conectar unos conductos con un empalme que está adaptado para la conexión con un extremo de conducto a través de soldadura […]