Procedimiento y dispositivo para la producción de piedras de hormigón.
Procedimiento para producir piedras de hormigón, en el que desde un silo (1) se vierte garujo mediante un carrode llenado (4) abierto por arriba y por abajo en una herramienta de moldeo (7) y el garujo vertido en la herramientade moldeo (7) se compacta y a continuación se desmoldea,
y la masa del garujo vertido en la herramienta de moldeo(7) en primer lugar se desenrolla en el lado superior con un rodillo (13) y después se compacta, caracterizadoporque el desenrollado se ejecuta durante el retroceso del carro de llenado (4), con un rodillo que forma un extremoinferior de una pared lateral (11) del carro de llenado (4) que, durante el retroceso del carro de llenado (4), forma unapared lateral trasera (11), y el rodillo (13) se compone de metal para configurar una superficie dura y lisa.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/008522.
Solicitante: HESS MASCHINENFABRIK GMBH. & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: FREIER-GRUND-STRASSE 123 57299 BURBACH-WAHLBACH ALEMANIA.
Inventor/es: BERGHAMMER,HANS GEORG, GRAF,TORSTEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B28B1/29 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 1/00 Fabricación de objetos conformados a partir del material (utilizando prensas B28B 3/00; modelos sobre transportadores en movimiento B28B 5/00; fabricación de objetos de forma tubular B28B 21/00). › llenando los moldes al ras de material o vertiéndolo sobre superficies de moldeo.
- B28B13/02 B28B […] › B28B 13/00 Suministro de material a los moldes o a los aparatos de producción de objetos; Extracción de estos objetos de los moldes o de los aparatos (dispositivos de alimentación o de eyección incorporados a un tipo particular de aparato de conformación, o asociados con éstos, o especialmente estudiados para el suministro de materiales de tipos particulares de aparatos de conformación, ver los grupos correspondientes a los aparatos). › Suministro de material no conformado a los moldes o a los aparatos destinados a la fabricación de objetos conformados.
PDF original: ES-2452466_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la producción de piedras de hormigón La invención se refiere a un procedimiento y a un dispositivo para producir piedras de hormigón, según el preámbulo de la reivindicación 1 ó 9.
Del documento DE 103 39 143 B4 se conoce, para producir piedras de hormigón, verter garujo procedente de un silo en un carro de llenado, trasladar este carro de llenado hasta encima de una herramienta de moldeo para piedras de hormigón y llenar la herramienta de moldeo con garujo procedente del carro de llenado. Después de esto se hace retroceder el carro de llenado y se compacta el garujo situado en la herramienta de moldeo. A continuación se desmoldean las piedras de hormigón. Para llenar la herramienta de moldeo el carro de llenado presenta varias cámaras de alojamiento, en donde una pequeña cámara de alojamiento está configurada en forma de tolva con relación a un cilindro de distribución dispuesto en la parte inferior de la cámara de alojamiento. El cilindro de distribución discurre con su eje transversalmente a la dirección de movimiento del carro de llenado y prácticamente obtura la cámara de alojamiento hacia abajo. Por debajo del cilindro de distribución puede estar prevista en uno o ambos lados en la dirección axial del cilindro de distribución, de forma continua o por segmentos, una regleta que estreche la región de salida de la cámara de alojamiento.
Del documento EP 1 568 456 A2 se conoce también llenar con garujo una herramienta de moldeo mediante un carro de llenado. Aquí se traslada el carro de llenado con el garujo horizontalmente hasta encima de la herramienta de moldeo, de tal modo que el garujo pueda caer en la herramienta de moldeo. Con ello se producen fallos de llenado a causa de un llenado irregular. Por ejemplo la herramienta de moldeo se llena más por el lado al que llega primero el carro de llenado que por el lado opuesto. A causa de esto se producen fallos en las piedras de hormigón, de forma correspondiente al llenado irregular. Para corregir esto es conocido llevar a cabo una corrección del proceso de llenado mediante unos ajustes correspondientes.
Del documento JP 9 011211 A se conoce un contenedor a presión para la recepción de material de hormigón, en donde este contenedor a presión discurre sobre rodillos con una superficie elástica.
El documento ES-A6-20 15 202 hace patente un procedimiento y un dispositivo para producir piedras de hormigón, conforme al preámbulo de la reivindicación 1 ó 9.
Una corrección así del llenado es complicada y se basa habitualmente en valores empíricos. Las variaciones en el contenido de humedad del garujo exigen variaciones de los ajustes. En consecuencia supone un inconveniente la necesidad de la adaptación de la corrección al garujo respectivo, para garantizar una calidad de producción uniforme.
La tarea de la invención consiste por ello en crear un procedimiento o un dispositivo para producir piedras de hormigón, que haga posible uniformar el llenado.
Esta tarea es resuelta mediante las particularidades de la reivindicación 1 ó 9.
Por medio de esto se consigue que el garujo vertido en la herramienta de moldeo se trate por arriba, antes de que se produzca una compactado. Mediante desenrollado se nivela la superficie de la masa y, por medio de esto, la sección transversal de la capa de masa se configura en gran medida uniformemente. Al mismo tiempo se evita mediante el proceso de rodadura una extracción indeseada de garujo durante el alisado de la superficie. El contenido de humedad del garujo no tiene de este modo influencia en el nivelado de la superficie. Mediante el desenrollado de la superficie se mejora también el moldeo del garujo en la herramienta de moldeo. El desenrollado se ejecuta mediante un dispositivo sobre el propio carro de llenado.
De forma preferida el desenrollado se lleva a cabo con un eje de rodamiento transversalmente a la vía de traslación del carro de llenado. El desenrollado puede combinarse después, de forma sencilla, con el desplazamiento del carro de llenado, en donde puede garantizarse que el desenrollado se lleva a cabo sobre una anchura y longitud completas de la superficie de masa en la herramienta de moldeo.
Asimismo se prefiere ajustar a elección una fuerza de apriete y/o velocidad de apriete del paso de tratamiento del desenrollado. Puede ajustarse una velocidad diferencial entre velocidad de rodadura y velocidad de marcha del carro de llenado.
El desenrollado se lleva a cabo usando un rodillo, que está dispuesto sobre el carro de llenado. De forma preferida este rodillo se monta de tal modo, que puedan ajustarse a elección fuerzas de apriete. La superficie del rodillo es dura y lisa.
De la siguiente descripción y de las reivindicaciones subordinadas pueden deducirse otras ventajas y configuraciones de la invención.
A continuación se explica con más detalle la invención con base en el ejemplo de ejecución representado en las figuras adjuntas.
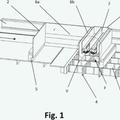
La figura 1 muestra esquemáticamente y de forma fragmentaria un dispositivo para producir piedras de hormigón en una vista lateral y parcialmente en corte,
la figura 2 muestra de forma aumentada un carro de llenado del dispositivo de la figura 1.
La invención se refiere a un procedimiento y a un dispositivo para producir piedras de hormigón, en el que desde un silo 1 se vierte garujo mediante una instalación de transporte en una herramienta de moldeo 7 y el garujo vertido en la herramienta de moldeo 7 se compacta y a continuación se desmoldea, en donde la masa del garujo vertido en la herramienta de moldeo 7 en primer lugar se desenrolla en el lado superior y después se compacta. La instalación de transporte puede ser una cinta transportadora o un carro de llenado trasladable. La instalación de transporte está dispuesta debajo de la salida del silo 1 para transportar garujo hasta una herramienta de moldeo, con lo que ésta se llena. El ejemplo de ejecución representado en la figura 1 y descrito a continuación utiliza como instalación de transporte un carro de llenado.
El dispositivo representado en la figura 1 para producir piedras de hormigón comprende un silo 1 con al menos una cámara de alojamiento 2 para garujo, que converge hacia abajo en forma de tolva. La cámara de alojamiento 2 posee en el lado inferior una clapeta 3 basculante, articulada al silo 1, para abrir la cámara de alojamiento 2 hacia un carro de llenado 4 abierto por arriba y por abajo. El carro de llenado 4 puede trasladarse sobre una chapa de mesa 5 entre una posición debajo de la entrada o de la salida del silo 1 y una posición sobre una herramienta de moldeo 7 para piedras de hormigón, situada sobre una placa de asiento de fabricación 6. La clapeta 3 puede bascular hasta una posición de apertura, por ejemplo en cada caso a través de un accionamiento hidráulico o – como se ha representado – con motor eléctrico y que comprende un varillaje, de tal modo que el garujo ligeramente húmedo, contenido en la cámara de alojamiento 2, pueda caer en el carro de llenado 4.
El carro de llenado 4 posee una cámara de alojamiento 10, que está circundada por una pared de bastidor. En su dirección de traslación, que se indica con una flecha doble, la pared de bastidor presenta unas paredes laterales 11,
12. Mediante un accionamiento no mostrado el carro de llenado 4 puede trasladarse hacia delante y hacia atrás, entre una posición por debajo del silo 1 y una posición de entrega por encima de la herramienta de moldeo 7. El carro de llenado 4 puede ser guiado con ello mediante una guía horizontal tampoco mostrada, de forma preferida dispuesta a ambos lados del carro de llenado 4. Las paredes laterales 11, 12 forman a este respecto unas paredes limitadoras terminales del carro de llenado 4, en el caso de su marcha hacia delante desde el silo 1 a la herramienta de moldeo 7 y de su marcha hacia atrás desde la herramienta de moldeo 7 al silo 1.
La herramienta de moldeo 7 comprende un molde 9 con un número seleccionable de paredes de separación 14, para producir varias piedras de hormigón con un molde 9. Para llenar el molde 9 se vierte desde el silo 1 garujo en la cámara de alojamiento 10 del carro de llenado 4. El carro de llenado 4 llenado con el garujo se traslada sobre la herramienta de moldeo 7. A través del suelo abierto del carro de llenado 4 cae al molde 9 el garujo situado en el carro de llenado 4. Las dimensiones del carro de llenado 4 están adaptadas a las dimensiones del molde 9, para que el molde 9 se llene por completo. El carro de llenado 4 vaciado se hace retroceder después hasta su posición debajo de la salida del silo 1.
La masa del garujo vertido en la herramienta de moldeo 7 se trata en el lado superior,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para producir piedras de hormigón, en el que desde un silo (1) se vierte garujo mediante un carro de llenado (4) abierto por arriba y por abajo en una herramienta de moldeo (7) y el garujo vertido en la herramienta de moldeo (7) se compacta y a continuación se desmoldea, y la masa del garujo vertido en la herramienta de moldeo (7) en primer lugar se desenrolla en el lado superior con un rodillo (13) y después se compacta, caracterizado porque el desenrollado se ejecuta durante el retroceso del carro de llenado (4) , con un rodillo que forma un extremo inferior de una pared lateral (11) del carro de llenado (4) que, durante el retroceso del carro de llenado (4) , forma una pared lateral trasera (11) , y el rodillo (13) se compone de metal para configurar una superficie dura y lisa.
2. Procedimiento según la reivindicación 1, caracterizado porque el desenrollado se lleva a cabo con un eje de rodamiento transversalmente a la vía de traslación del carro de llenado (4) .
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque el rodillo (13) se acciona con una velocidad de rotación seleccionable.
4. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque el desenrollado se realiza con una velocidad diferencial entre el rodillo (13) y el carro de llenado (4) .
5. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque la velocidad de rotación del rodillo
(13) se elige más elevada para el desenrollado que una velocidad de marcha del carro de llenado (4) .
6. Procedimiento según una de las reivindicaciones 1 a 4, caracterizado porque la velocidad de rotación del rodillo (13) se elige más reducida para el desenrollado que una velocidad de marcha del carro de llenado (4) .
7. Procedimiento según una de las reivindicaciones 1 a 6, caracterizado porque el desenrollado se ejecuta como envolvimiento con aplicación de presión.
8. Procedimiento según una de las reivindicaciones 1 a 7, caracterizado porque el desenrollado se lleva a cabo con una anchura de rendija variable de una región de contacto entre el rodillo (13) y la masa del garujo.
9. Dispositivo para producir piedras de hormigón con un silo (1) , con una salida inferior para garujo y un carro de llenado (4) abierto por arriba y por abajo, dispuesto debajo de la salida del silo (1) , para transportar garujo hasta una herramienta de moldeo (7) , en donde está previsto un rodillo (13) con un eje de rodillo guiado de forma que puede trasladarse con relación a la herramienta de moldeo (7) para desenrollar la masa rellenada en la herramienta de moldeo (7) , caracterizado porque el rodillo (13) forma un extremo inferior de una pared lateral (11) del carro de llenado (4) que, durante el retroceso del carro de llenado (4) , forma una pared lateral trasera (11) , y el rodillo (13) se compone de metal para configurar una superficie dura y lisa.
10. Dispositivo según la reivindicación 9, caracterizado porque el eje de rodillo es guiado de forma que puede trasladarse transversalmente a la vía de traslación del carro de llenado (4) .
11. Dispositivo según la reivindicación 9 ó 10, caracterizado porque el rodillo (13) está configurado como cilindro que puede aplicar presión.
12. Dispositivo según una de las reivindicaciones 9 a 11, caracterizado porque el rodillo (13) está dispuesto con un punto de apoyo de muelle de compresión.
13. Dispositivo según una de las reivindicaciones 9 a 12, caracterizado porque el rodillo (13) puede accionarse con una velocidad de rotación seleccionable.
Patentes similares o relacionadas:
Método y planta para fabricar productos cerámicos, del 13 de Mayo de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para fabricar productos cerámicos (C) que comprende: un paso de alimentación para alimentar una mezcla de al menos dos polvos cerámicos […]
Un procedimiento y un sistema para reducir el residuo de polvo lateral de una capa de polvo que avanza sobre una superficie de una cinta transportadora móvil, del 2 de Octubre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un procedimiento para reducir el residuo de polvo lateral de una capa (M) de material en polvo que avanza sobre la superficie de una cinta transportadora móvil; […]
DISPOSITIVO DE SUMINISTRO DE AL MENOS UNA SUSTANCIA PULVERULENTA, PARTICULARMENTE PARA PRENSAS DE CONFORMACIÓN DE PIEZAS CERÁMICAS, del 4 de Julio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios […]
Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, del 28 de Junio de 2019, de MACER, S.L.: Dispositivo de suministro de al menos una sustancia pulverulenta, particularmente para prensas de conformación de piezas cerámicas, con medios de descarga […]
ENSAMBLE ENTRE PASTA ROJA CON POLVOS SECOS GRANULADOS A TRAVÉS DEL PROCESO DE PRENSADO, PARA ELABORAR PRODUCTOS CERÁMICOS PARA EL SECTOR DE LA CONSTRUCCIÓN, del 20 de Junio de 2019, de CERAMICA ITALIA S.A: La invención pertenece al sector cerámico, específicamente en la fabricación de baldosas para recubrimientos de superficies variadas las cuales son aplicables en la industria […]
 Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Aparato y método para producir losas que tienen una superficie de rodadura veteada, del 31 de Mayo de 2019, de Barabas, Arpad: Aparato para producir adoquines (K) que tienen una superficie ornamental, que comprende una mesa de partida y un carro de llenado que se mueve a lo largo […]
Molde para paneles de mortero de cemento e instalación correspondiente, del 1 de Octubre de 2018, de CORPORACION OMEGAZETA S.L: Molde para paneles de mortero de cemento e instalación correspondiente. La invención se refiere a un molde para paneles de mortero de cemento, que […]
Método y aparato para colar productos de hormigón, del 18 de Septiembre de 2018, de Elematic Oyj: Un método para colar productos de hormigón por colada en molde, donde la mezcla de hormigón se suministra en un molde de colada desde un aparato de colada (1, 1', 1", […]