PROCEDIMIENTO Y DISPOSITIVO PARA LA OBTENCION DE CUERPOS MOLDEADOS A PARTIR DE UN MATERIAL BIOPOLIMERO.
Procedimiento para la obtención de cuerpos moldeados, especialmente cápsulas,
a partir de un material biopolímero, especialmente a base de almidón, según el cual se extruye, al menos, una banda de material (15) continua a partir de un útil de extrusión (13) y se elabora en un útil de moldeo (2) con oclusión de un material de relleno a la temperatura de plastificación, para formar cuerpos moldeados (11), caracterizado porque la banda de material se somete, al menos, a un tratamiento térmico en una estación de tratamiento (3) entre el útil de extrusión y el útil de moldeo para la eliminación de tensiones, no presentando la banda (15), después del tratamiento térmico, propiedades mecánicas anisótropas, sino que presenta propiedades mecánicas isótropas, de tal manera que las propiedades mecánicas de la banda son idénticas, con una buena aproximación, en la dirección longitudinal y en la dirección transversal
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E00128701.
Solicitante: SWISS CAPS RECHTE UND LIZENZEN AG.
Nacionalidad solicitante: Suiza.
Dirección: HAUSENSTRASSE 49,9533 KIRCHBERG.
Inventor/es: MENARD, RICO, PETER,ALOIS, LUTZ,VALENTIN.
Fecha de Publicación: .
Fecha Solicitud PCT: 29 de Diciembre de 2000.
Fecha Concesión Europea: 21 de Octubre de 2009.
Clasificación Internacional de Patentes:
- A61J3/07 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61J RECIPIENTES ESPECIALMENTE ADAPTADOS PARA USOS MEDICOS O FARMACEUTICOS; DISPOSITIVOS O METODOS ESPECIALMENTE CONCEBIDOS PARA CONFERIR A LOS PRODUCTOS FARMACEUTICOS UNA FORMA FISICA O DE ADMINISTRACION PARTICULAR; DISPOSITIVOS PARA ADMINISTRAR ALIMENTOS O MEDICINAS VIA ORAL; CHUPETES PARA BEBES; ESCUPIDERAS. › A61J 3/00 Dispositivos o métodos especialmente concebidos para conferir a los productos farmacéuticos una forma física o de administración particular (aspectos químicos ver las clases correspondientes). › en forma de cápsulas o de pequeños recipientes similares que se administran vía oral.
Clasificación PCT:
- A61J3/07 A61J 3/00 […] › en forma de cápsulas o de pequeños recipientes similares que se administran vía oral.
Clasificación antigua:
- A61J3/07 A61J 3/00 […] › en forma de cápsulas o de pequeños recipientes similares que se administran vía oral.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo para la obtención de cuerpos moldeados a partir de un material biopolímero.
La invención se refiere a un procedimiento y a un dispositivo para la obtención de cuerpos moldeados, especialmente cápsulas, a partir de un material biopolímero, especialmente a base de almidón, de conformidad con la parte introductoria de las reivindicaciones independientes 1 y 8.
En la actualidad, se obtienen los cuerpos moldeados, especialmente las cápsulas, por medio de procedimientos continuos, automatizables, a partir de bandas continuas de material. La obtención de la vaina de los cuerpos moldeados y el relleno de los mismos se lleva a cabo en este caso, especialmente en las cápsulas de una sola pieza, en una sola etapa de trabajo. En estos procedimientos continuos se manufacturan piezas moldeadas, a partir de las cuales se ensamblan las vainas de las cápsulas, durante y tras el relleno, por medio de una soldadura de los cantos externos de las piezas moldeadas. La manufactura de las piezas moldeadas se lleva a cabo bien por medio de moldes, que se separan y que se juntan, tal como por ejemplo en los procedimientos Norton, Banner y Schering, o por medio de cilindros de moldeo giratorios, como se lleva a cabo, por ejemplo, en el procedimiento de boquilla giratoria (rotary-die) y en el procedimiento Accogel ("La cápsula -Die Kapsel"- Fahrig/Hofer editor, Stuttgart, 1983; Lachmann/Liebermann/Kanig, "La teoría y la práctica de la industria farmacéutica -The Theory and Practice of Industrial Pharmacy"; Tercera edición, Philadelphia 1986). El relleno se lleva a cabo con ayuda de bombas dosificadoras, que proporcionan una cantidad definida de substancia activa durante el troquelado y la soldadura de las piezas moldeadas, para formar una vaina de una sola pieza de la cápsula. La soldadura, es decir la formación de la costura, se lleva a cabo, por regla general, por medio de presión y de calor.
En este caso, el procedimiento de obtención de los cuerpos moldeados a partir de bandas continuas de material plantea una serie de exigencias. Una de las condiciones previas principales consiste en la capacidad de formar bandas continuas de material con una resistencia suficiente, que disponga de una dilatación a la rotura y de una elasticidad suficiente.
Cuando se utiliza gelatina como material de base, pueden prepararse bandas de material que cumplen todas estas condiciones de una manera casi ideal.
Las bandas de gelatina, especialmente para las cápsulas de gelatina blanda, pueden ser preparadas a partir de una masa homogénea, perfectamente fluible entre 40ºC y 80ºC, constituida por gelatina y por agua, que en la mayoría de los casos contiene también aditivos tales como glicerol y sorbitol. Esto se lleva a cabo a la presión atmosférica, llevándose a cabo la colada o la extrusión de la masa a partir de los denominados distribuidores bajo la fuerza de la gravedad a través de una ranura, sobre un tambor refrigerado. En este caso, la masa debe solidificarse aproximadamente entre 15ºC y 25ºC (estado de gel). Cuando las temperaturas de la extrusión son más bajas, tiene que aumentarse la proporción en agua con objeto de reducir el punto de fusión y la viscosidad o tiene que llevarse a cabo una extrusión bajo presión. Cuando las temperaturas para la extrusión se encuentran por encima de 100ºC existe el peligro de que la mezcla se transforme en espuma en el momento de la salida a partir del denominado distribuidor.
Se conoce por la publicación US 2,643,416 un dispositivo para la obtención de cápsulas de gelatina. Las bandas de gelatina se tratan en un baño caliente como paso previo al moldeo de las cápsulas y, de este modo, se optimiza la temperatura para la formación de las cápsulas.
Se ha observado, que la técnica de extrusión en ausencia de presión, en el caso de las bandas de gelatina, que es aplicada normalmente, no puede ser extrapolada a otros biopolímeros, especialmente con masas de moldeo constituidas por almidón, que contengan almidón y agua así como, en caso dado, aditivos tales como glicerol o sorbitol puesto que sólo pueden manipularse con dificultad las películas que contienen agua incluso a temperaturas muy por debajo de la temperatura de extrusión como consecuencia de las propiedades mecánicas insuficientes. No se forma un estado de gel o bien el intervalo de reblandecimiento o respectivamente el intervalo de fusión es demasiado grande de tal manera, que no se alcanza resistencia a bajas temperaturas mientras que a temperaturas próximas a los 100º no se presentan propiedades de fluencia suficientes. Por lo tanto, se plantea difícil la configuración de las correspondientes bandas continuas de material constituidas por otros biopolímeros, especialmente constituidas por almidón. Con frecuencia, las bandas no presentan las propiedades requeridas para la elaboración ulterior, especialmente en lo que se refiere a la dilatación a la rotura y a la elasticidad.
De este modo, la publicación EP 0 397 819 muestra un procedimiento para la obtención de almidones que pueden ser transformados por vía termoplástica, encontrándose la proporción cristalina en el almidón por debajo de un 5%. El procedimiento consiste en formar una mezcla de almidón nativo con, al menos, un 10% en peso de un aditivo, que tenga un parámetro de solubilidad de 30,7 (MPa)1/2 como mínimo. La formación de la mezcla se lleva a cabo bajo aporte de calor en un intervalo de temperaturas comprendido entre 120ºC y 220ºC en una fusión, pudiéndose suponer una presión interna comprendida entre aproximadamente 30 y 300 bares. El contenido en agua del almidón se reduce ya hasta por debajo de un 5%. Este procedimiento proporciona, ciertamente, un almidón termoplástico con una buena aptitud a la elaboración para formar cuerpos moldeados, que presentan una resistencia suficiente, sin embargo la dilatación a la rotura de los cuerpos moldeados, que son preparados con este almidón termoplástico, únicamente alcanza valores comprendidos entre un 40% y un 55%. Por consiguiente, la elasticidad de la película de almidón es demasiado baja para la obtención de vainas de una sola pieza para cápsulas en procedimientos continuos y conduce a rotura de las piezas moldeadas durante la obtención o bien a fisuras en la cápsula acabada.
La película de almidón, que se genera de conformidad con el procedimiento divulgado en la publicación EP 397 819, tampoco muestra la aptitud a la soldadura o bien la resistencia de la costura que cumplirían con los requisitos de calidad de las vainas de una sola pieza para cuerpos moldeados, especialmente para vainas de cápsulas.
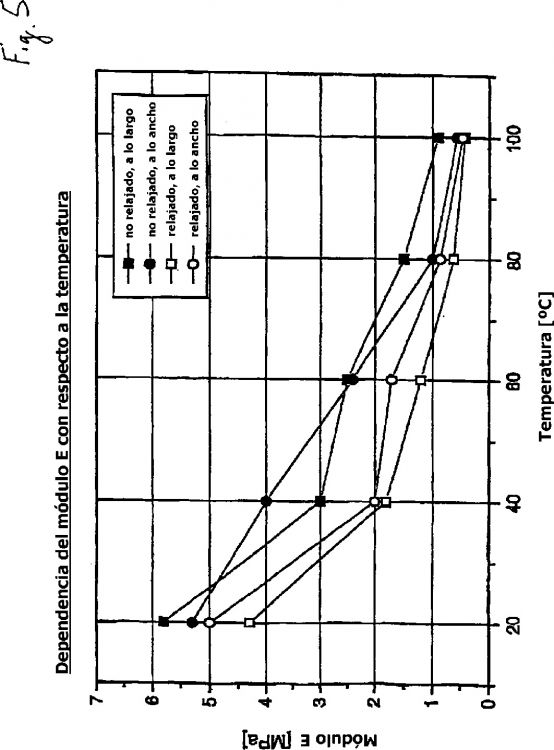
En la solicitud de patente europea 99811071.2, que ha sido publicada después de la fecha de solicitud de la presente descripción, se muestra un procedimiento según el cual se extruye una masa termoplástica a base de almidón bajo presión y a temperaturas de hasta 160ºC como máximo inclusive. Por medio del rápido enfriamiento de la banda extruída de material, en función de la elevada diferencia de temperatura con respecto al medio ambiente, que presenta, por regla general, una temperatura de 25ºC aproximadamente, se forma un denominado estado vítreo, en el cual se encuentran orientadas las moléculas polímeras de cadena larga. Las bandas, preparadas de este modo, presentan ciertamente una suficiente dilatación a la rotura de un 100% como mínimo. Desde luego, se ha observado que estas bandas de material presentan tensiones remanentes. Estas tensiones se generan especialmente debido a la orientación de las moléculas polímeras durante la extrusión a través del intersticio estrecho de la tobera y por la ligera tensión de tracción entre el intersticio de la tobera y el rodillo de refrigeración. La consecuencia consiste en la aparición de propiedades mecánicas diferentes en la dirección longitudinal y en la dirección transversal de las bandas extruidas. Estas propiedades materiales anisótropas de las bandas pueden tener un efecto negativo, especialmente durante las etapas del procedimiento subsiguientes. La consecuencia puede consistir en la aparición de deformaciones, tales como ensanchamientos o acortamientos de las bandas o de los cuerpos moldeados, preparados a partir de las mismas.
Este fenómeno tiene un efecto especialmente negativo en el caso de que las bandas de material sean calentadas de manera incompleta durante un corto período de residencia durante el relleno de los cuerpos moldeados y la soldadura subsiguiente. En este caso, son liberadas tensiones de manera incontrolada. Esto puede conducir a cuerpos moldeados asimétricos y/o deformados. Este fenómeno no es tolerable para una producción rutinaria...
Reivindicaciones:
1. Procedimiento para la obtención de cuerpos moldeados, especialmente cápsulas, a partir de un material biopolímero, especialmente a base de almidón, según el cual se extruye, al menos, una banda de material (15) continua a partir de un útil de extrusión (13) y se elabora en un útil de moldeo (2) con oclusión de un material de relleno a la temperatura de plastificación, para formar cuerpos moldeados (11), caracterizado porque la banda de material se somete, al menos, a un tratamiento térmico en una estación de tratamiento (3) entre el útil de extrusión y el útil de moldeo para la eliminación de tensiones, no presentando la banda (15), después del tratamiento térmico, propiedades mecánicas anisótropas, sino que presenta propiedades mecánicas isótropas, de tal manera que las propiedades mecánicas de la banda son idénticas, con una buena aproximación, en la dirección longitudinal y en la dirección transversal.
2. Procedimiento según la reivindicación 1 caracterizado porque se elaboran al menos dos bandas de material según el principio de la boquilla giratoria (rotary-die) para formar cuerpos moldeados, sometiéndose ambas bandas de material entre la extrusión y la elaboración para formar cuerpos moldeados, al menos a un tratamiento térmico en una estación de tratamiento.
3. Procedimiento según una de las reivindicaciones 1o 2 caracterizado porque el tratamiento térmico se lleva a cabo por medio de una irradiación a partir de una fuente de irradiación, de manera especial por medio de una irradiación IR.
4. Procedimiento según una de las reivindicaciones 1 o 2 caracterizado porque el tratamiento térmico se lleva a cabo por medio de calor por convección.
5. Procedimiento según una de las reivindicaciones 1o 2 caracterizado porque el tratamiento térmico se lleva a cabo por medio de una inmersión de la banda de material o bien de las bandas de material al menos en un baño calentado, especialmente en un baño de aceite.
6. Procedimiento según la reivindicación 5, caracterizado porque la temperatura del baño se mantiene en un intervalo comprendido entre 40ºC y 130ºC.
7. Procedimiento según una de las reivindicaciones 1 a 6 caracterizado porque se mantiene constante la tensión de tracción de la banda de material o bien de las bandas de material con un medio de compensación, especialmente con ayuda de, al menos, un rodillo compensador (21).
8. Dispositivo para la obtención de cuerpos moldeados, especialmente cápsulas, a partir de un material biopolímero, especialmente a base de almidón, que comprende al menos un útil de extrusión (13) para la extrusión de una banda de material (15) continua y, al menos, un útil de moldeo (12) para la elaboración de la banda de material con oclusión de un material de relleno para formar cuerpos moldeados (11), estando dispuesta entre el útil de extrusión y el útil de moldeo al menos una estación de tratamiento (3) para el tratamiento con calor de la banda de material, caracterizado porque la temperatura para el tratamiento térmico se elige de tal manera, que resulte la relajación deseada de las bandas de material, que se alcanza cuando la banda ya no presente propiedades mecánicas anisótropas, sino que presente propiedades mecánicas isótropas después del tratamiento térmico de tal manera, que las propiedades mecánicas de la banda son idénticas, con una buena aproximación, en la dirección longitudinal y en la dirección transversal y la banda puede guiarse de manera controlada sin una generación adicional de tensión.
9. Dispositivo según la reivindicación 8 caracterizado porque la estación de tratamiento, para llevar a cabo el tratamiento con calor de la banda de material, contiene una fuente de irradiación, especialmente una fuente de irradiación que emite una irradiación IR.
10. Dispositivo según una de las reivindicaciones 8 o 9 caracterizado porque la estación de tratamiento, para llevar a cabo el tratamiento con calor de la banda de material, presenta, al menos, un cuerpo de calefacción.
11. Dispositivo según una de las reivindicaciones 8 a 10 caracterizado porque la estación de tratamiento, para llevar a cabo el tratamiento con calor de la banda de material, presenta un baño, que puede ser calentado, especialmente un baño de aceite.
12. Dispositivo según la reivindicación 11 caracterizado porque entre el baño y el útil de moldeo se ha dispuesto al menos un dispositivo escurridor para escurrir el líquido, especialmente para dosificar el recubrimiento con líquido.
13. Dispositivo según una de las reivindicaciones 8 a 12 caracterizado porque presenta, al menos, un medio de compensación, especialmente un rodillo compensador para el mantenimiento de una tensión de tracción constante sobre la banda de material.
14. Dispositivo, especialmente según una de las reivindicaciones 8 a 13 caracterizado porque presenta, al menos, un equipo de posicionamiento regulable sobre el que pueden ajustarse entre sí el útil de extrusión y el útil de moldeo en lo que se refiere a su posición relativa.
15. Dispositivo según una de las reivindicaciones 8 a 14 caracterizado porque el útil de moldeo (2) es un dispositivo de boquilla giratoria (rotary-die) con dos cilindros de moldeo y con una cuña de relleno y porque sobre ambos lados del útil de moldeo se ha dispuesto respectivamente un útil de extrusión de tal manera que la banda de material es introducida en el útil de moldeo sobre un plano de transporte sin desviación lateral.
16. Empleo de un baño de aceite, que puede ser calentado, para la relajación de bandas de material constituidas por un material biopolímero, especialmente a base de almidón, por medio de un tratamiento térmico, no presentando ya la banda (15), después del tratamiento térmico, propiedades mecánicas anisótropas sino que presenta propiedades mecánicas isótropas de tal manera, que las propiedades mecánicas de la banda son idénticas, con una buena aproximación, en la dirección longitudinal y en la dirección transversal, especialmente la banda (15) presenta una dilatación a la rotura homogénea y un módulo de elasticidad homogéneo.
Patentes similares o relacionadas:
Procedimiento de preparación de cápsula dura de hipromelosa por el uso de termogelificación, del 22 de Julio de 2020, de Suheung Co., Ltd: Un procedimiento de preparación de una cápsula dura de hipromelosa usando termogelificación con estabilidad durante almacenamiento, resistencia de película, distribución […]
DISPOSITIVO PARA LA MANIPULACIÓN DE MEDICAMENTOS PELIGROSOS, del 14 de Mayo de 2020, de HOSPIFAR, SL: Dispositivo para la manipulación de medicamentos peligrosos que comprende un chasis metálico que presenta sendos orificios (1a) conectados con una oquedad central habilitada […]
Cápsula blanda a base de almidón, así como procedimiento y dispositivo para la fabricación de la misma, del 19 de Febrero de 2020, de INNOGEL AG: Cápsula blanda a base de almidón, que comprende a) > 40% en peso de la cápsula blanda seca, después de retirar el plastificante, de almidón, b) 15 - 70% en peso […]
Inhalador y cápsula para un inhalador, del 1 de Enero de 2020, de BOEHRINGER INGELHEIM INTERNATIONAL GMBH: Sistema compuesto por un inhalador y una cápsula , que contiene una preparación farmacéutica, preferentemente en forma de polvo, en el que […]
Dispersiones acuosas de acetato acetato succinato de hidroxipropilmetilcelulosa (HPMCAS), del 29 de Octubre de 2019, de Capsugel Belgium NV: Una composición acuosa para confeccionar envolturas de cápsulas duras entéricas, que comprende polímero de acetato succinato de hidroxipropil metilcelulosa […]
Máquina rellenadora de cápsulas, del 23 de Octubre de 2019, de ROBERT BOSCH GMBH: Maquina rellenadora de cápsulas para el relleno de una cápsula que comprende una parte superior de cápsula y una parte inferior de cápsula , que comprende […]
Cápsulas de liberación prolongada, del 9 de Octubre de 2019, de Boehringer Ingelheim Animal Health USA Inc: Una cápsula de liberación prolongada que comprende un cuerpo tubular hueco sellado en un primer extremo, un pistón móvil dentro […]
 Dispositivo de blindaje, del 28 de Agosto de 2019, de GE HEALTHCARE LIMITED: Un sistema que comprende:
(i) un portacápsulas que tiene un extremo inferior (2a) y un extremo superior (2b), en el que dicho portacápsulas […]
Dispositivo de blindaje, del 28 de Agosto de 2019, de GE HEALTHCARE LIMITED: Un sistema que comprende:
(i) un portacápsulas que tiene un extremo inferior (2a) y un extremo superior (2b), en el que dicho portacápsulas […]