Procedimiento y dispositivo para fabricar rollos de material en banda con una envoltura exterior.
Máquina rebobinadora para la producción de rollos (L) de material en banda (N),
que comprende: una unidad de bobinado (1); un trayecto para el suministro de material en banda (N) a dicha unidad de bobinado (1); un sistema para la alimentación continua de dicho material en banda en dicha unidad de bobinado; en la que dicha unidad de bobinado es una unidad de bobinado periférica que comprende un primer rodillo de bobinado (3) y un segundo rodillo de bobinado (5), que definen entre sí una línea de contacto a través de la que pasa dicho material en banda (N), y un tercer rodillo de bobinado (7) con un eje móvil que, junto con dichos primer y segundo rodillos de bobinado, define una cuna de bobinado en la que es bobinado el rollo (L) en contacto con los rodillos de bobinado; caracterizada porque presenta un distribuidor (31) de un material en hoja (F) para envolver los rollos (L) formados por dicha unidad de bobinado (1), dispuesto y controlado de manera que alimente una longitud de material en hoja (F) a dicha unidad de bobinado (1) al finalizar el bobinado de cada rollo (L) sin detener el suministro del material en banda (N); y en la que dicho distribuidor (31) está dispuesto a lo largo de dicho trayecto de suministro de dicho material en banda (N), de modo que aplique dicha longitud de material en hoja (F) al material en banda (N) aguas arriba de dicha línea de contacto, desplazándose así el material en hoja (F) a través de dicha línea de contacto.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2006/000289.
Solicitante: FABIO PERINI S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA PER MUGNANO 55100 LUCCA ITALIA.
Inventor/es: GELLI, MAURO, MADDALENI,ROMANO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H19/29 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › Fijación del extremo libre de la banda enrollada a la bobina (núcleos, gálibos, soportes o piezas de sujeción, p. ej. carretes, con disposiciones para fijar las extremidades de material B65H 75/28).
PDF original: ES-2382102_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para fabricar rollos de material en banda con una envoltura exterior.
Campo técnico
La presente invención se refiere a mejoras para los procedimientos y los dispositivos para la producción de rollos de material en banda, típicamente, pero no exclusivamente, rollos de papel y, especialmente, de papel tisú.
Más particularmente, la presente invención se refiere a rebobinadoras, particularmente a las del tipo de bobinado periférico o de superficie, para la fabricación de rollos de papel higiénico, papel de cocina y otros rollos de papel tisú, así como a los procedimientos de fabricación y bobinado relacionados.
Estado de la técnica
Las máquinas denominadas bobinadoras o rebobinadoras se utilizan comúnmente para la fabricación de rollos de papel higiénico, papel de cocina y otros productos similares en rollos. En dichas máquinas, se suministra un material en banda continuo a lo largo de un trayecto y se alimenta a una unidad de bobinado. En el interior de la unidad de bobinado, se bobinan de forma secuencial rollos de material en banda, con o sin la ayuda de centros o husillos de bobinado. Los sistemas de bobinado pueden ser del tipo central o periférico, o incluso una combinación de ambos. En el primer caso, el movimiento de bobinado se proporciona mediante contrapuntos centrales o husillos a cuyo alrededor se bobina el material en banda, mientras que en el último caso, el movimiento de bobinado se imparte poniendo el rollo que se está formando en contacto con uno o más elementos de bobinado de movimiento continuo, típicamente cintas o rodillos de bobinado. En las máquinas más comunes, la cuna de bobinado consiste en un conjunto de tres rodillos de bobinado.
En las máquinas combinadas, el bobinado se controla por medios de bobinado central y periférico, o se prevén elementos de soporte axial para los husillos o centros de bobinado. En las patentes US nº 6.513.750, nº 3.128.057; RE28.353 y nº 5.660.349 se describen ejemplos de máquinas rebobinadoras de este tipo.
En las patentes US nº 5.839.680; nº 5.639.046; nº 5.690.296; nº 5.368.252; nº 5.538.199; nº 5.542.622; nº 5.979.818; nº 6.648.266; nº 5.603.467; nº 5.769.352; nº 5.853.140; nº 6.050.519; nº 6.656.033; nº 6.696.458; nº 5.104.055; nº 5.402.960; nº 5.505.402; nº 6.422.501; nº 4.856.725; nº 4.962.897; nº 5.505.405; nº 4.723.724; en la solicitud de patente US 2003/0189123 y en las solicitudes de patente internacionales WO-A-2004/035441; WO-A2004/046006 y WO-A-01/64563 se describen ejemplos de máquinas rebobinadoras periféricas o de superficie más modernas.
El documento WO-A-02/055420 describe un dispositivo de bobinado combinado, en el que cada rollo se forma como resultado del efecto combinado de contrapuntos accionados mediante motor y rodillos de bobinado.
Los rollos formados por máquinas rebobinadoras normalmente presentan la misma longitud y anchura que las bobinas madre de las que se suministra una o más capas de material de papel a la unidad de bobinado. Posteriormente, los rollos o carretes resultantes que se forman se cortan en rollos con una longitud axial adecuada para su comercialización y su uso.
Normalmente, los rollos acabados se preparan en paquetes u otras formas de embalaje, en múltiplos de seis o doce rollos, envueltos en película de plástico. En algunos mercados, los rollos se venden individualmente, cada uno envuelto en una hoja de envoltorio o embalaje. Para ello, se han concebido máquinas específicas que se instalan aguas abajo con respecto a las rebobinadoras y envuelven cada carrete o rollo en una hoja protectora que se adhiere en su lugar. A continuación, se divide el rollo o carrete por medio de una acción de corte axial en rollos más cortos, cada uno de ellos ya embalado en una sección de envoltorio protector. Este sistema de embalaje implica la necesidad de una máquina extra entre la rebobinadora y la máquina de corte, además de la máquina de embalaje, que sigue siendo necesaria para la producción de embalajes múltiples que contengan varios rollos.
El documento US-A-1.628.322 describe una máquina rebobinadora en la que se bobinan los rollos en una cuna de bobinado. Al final del proceso de bobinado, se interrumpe la alimentación de avance del material en banda utilizado para formar el rollo, y se alimenta una hoja en la cuna de bobinado para formar un envoltorio alrededor de dicho rollo. A continuación, se descarga el rollo envuelto de la cuna de bobinado, antes de que se reinicie la alimentación de avance del material en banda para crear el siguiente rollo.
Esta máquina rebobinadora no resulta adecuada para las demandas de productividad elevada modernas y, consecuentemente, no se utiliza. En el documento GB-A-672900, se da a conocer una máquina según el preámbulo de la reivindicación 1.
Objetivos y sumario de la invención Un objetivo de la presente invención consiste en proporcionar una rebobinadora o máquina de bobinado que permita la fabricación de un modo sencillo y a una velocidad elevada de rollos o carretes de material en banda bobinado, 5 envuelto en una hoja o un envoltorio protector.
El objetivo de una forma de realización preferida de la invención consiste asimismo en proporcionar un procedimiento que resulte eficiente y adecuado para los ritmos de productividad elevados de las rebobinadoras modernas, para la fabricación de rollos o carretes de material en banda bobinado embalado en una hoja exterior de envoltorio. En las reivindicaciones 1 y 7 se exponen una máquina y un procedimiento según la invención.
De acuerdo con un primer aspecto, la invención se refiere a una máquina rebobinadora para la producción de rollos de material en banda, que comprende: una unidad de bobinado, un trayecto para el suministro del material en banda a la unidad de bobinado; un sistema para alimentar de manera continua el material en banda en la unidad bobinadora; un distribuidor de hojas de material para envolver los rollos formados por la unidad de bobinado, dispuesto y controlado de manera que alimente longitudes o partes de material en hoja en la unidad de bobinado al finalizar el bobinado de cada rollo, sin interrumpir la alimentación de avance del material en banda a lo largo de su trayecto de suministro.
Con una máquina de este tipo, al finalizar el bobinado de cada rollo, dicho rollo se puede envolver en una hoja de material protector sin detener la máquina y sin interrumpir el ciclo de producción.
La unidad es del tipo de bobinado periférico o superficial.
En una forma de realización posible de la invención, el distribuidor de material en hoja para envolver los rollos o carretes se dispone a lo largo del trayecto para el suministro del material en banda a la unidad de bobinado. La unidad de bobinado es del tipo de bobinado superficial. Incluye un primer rodillo de bobinado y un segundo rodillo de bobinado que forman conjuntamente una línea de contacto a través de la que pasa el material en banda. El distribuidor del material protector para envolver la parte exterior de los rollos completados se puede disponer de manera que acople la longitud del material en hoja al material en banda, aguas arriba de dicha línea de contacto, de modo que el material en hoja para envolver el carrete o rollo acabado se mueva a través de la línea de contacto junto con la parte final del material en banda concebido para formar la última vuelta del rollo o carrete.
Además de los dos primeros rodillos de bobinado que definen la línea de contacto para alimentar el material en banda que se está bobinando, la unidad de bobinado también incluye un tercer rodillo de bobinado con un eje móvil que, junto con dichos dos primeros rodillos, define una cuna de bobinado en la que se bobina el rollo en contacto con los rodillos de bobinado. En este caso, de acuerdo con una forma de realización ventajosa de la invención, el distribuidor de material en hoja para envolver el rollo o carrete acabado se dispone y se controla de manera que suministre longitudes de material en hoja al rollo mediante uno de los rodillos de bobinado.
De acuerdo con otro aspecto, la invención se refiere a un procedimiento para embalar rollos de material en banda, que comprende las etapas siguientes:
- suministrar de forma continua el material en banda a lo largo de un trayecto y alimentarlo a una unidad de 45 bobinado;
- bobinar una cantidad predeterminada de material en banda para formar un primer rollo;
- cortar el material en banda... [Seguir leyendo]
Reivindicaciones:
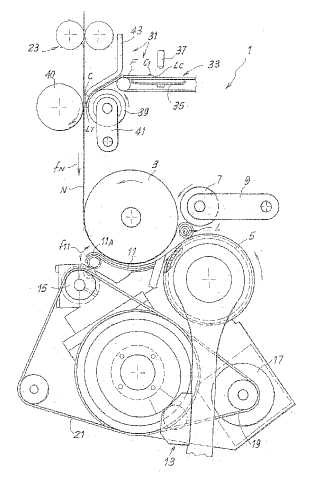
1. Máquina rebobinadora para la producción de rollos (L) de material en banda (N) , que comprende: una unidad de bobinado (1) ; un trayecto para el suministro de material en banda (N) a dicha unidad de bobinado (1) ; un sistema 5 para la alimentación continua de dicho material en banda en dicha unidad de bobinado; en la que dicha unidad de bobinado es una unidad de bobinado periférica que comprende un primer rodillo de bobinado (3) y un segundo rodillo de bobinado (5) , que definen entre sí una línea de contacto a través de la que pasa dicho material en banda (N) , y un tercer rodillo de bobinado (7) con un eje móvil que, junto con dichos primer y segundo rodillos de bobinado, define una cuna de bobinado en la que es bobinado el rollo (L) en contacto con los rodillos de bobinado;
caracterizada porque presenta un distribuidor (31) de un material en hoja (F) para envolver los rollos (L) formados por dicha unidad de bobinado (1) , dispuesto y controlado de manera que alimente una longitud de material en hoja (F) a dicha unidad de bobinado (1) al finalizar el bobinado de cada rollo (L) sin detener el suministro del material en banda (N) ; y en la que dicho distribuidor (31) está dispuesto a lo largo de dicho trayecto de suministro de dicho material en banda (N) , de modo que aplique dicha longitud de material en hoja (F) al material en banda (N) aguas arriba de dicha línea de contacto, desplazándose así el material en hoja (F) a través de dicha línea de contacto.
2. Máquina rebobinadora según la reivindicación 1, en la que dicho distribuidor (3) de material en hoja (F) está dispuesto de manera que fije longitudes de material en hoja a dichos rollos (L) por medio de uno de dichos rodillos de bobinado (3, 5, 7) .
3. Máquina rebobinadora según la reivindicación 1 ó 2, en la que dicho distribuidor (31) comprende un aplicador (37) de adhesivo dispuesto y controlado de manera que aplique un adhesivo por lo menos en proximidad a un extremo de dicha longitud de material en hoja (F) , en ángulos rectos con respecto a la dirección de su bobinado alrededor del rollo (L) .
4. Máquina rebobinadora según la reivindicación 3, en la que dicho aplicador (37) de adhesivo está dispuesto y controlado de manera que aplique un adhesivo en proximidad a dos extremos de dicha longitud de material en hoja (F) , en ángulos rectos con respecto a la dirección de su bobinado alrededor del rollo (L) .
5. Máquina rebobinadora según una o más de las reivindicaciones anteriores, que comprende unos medios de corte para cortar longitudinalmente el material en banda (N) .
6. Máquina rebobinadora según la reivindicación 5, en la que dichos medios de corte están dispuestos y controlados de manera que corten tanto el material en banda (N) como el material en hoja (F) . 35
7. Procedimiento para la fabricación de rollos de material en banda, que comprende las etapas siguientes:
- alimentar de forma continua dicho material en banda (N) a lo largo de un trayecto de suministro hacia una unidad
de bobinado (1) ; 40
- disponer un primer rodillo de bobinado (3) y un segundo rodillo de bobinado (5) que forman parte de dicha unidad de bobinado, definiendo dichos primer y segundo rodillos de bobinado una línea de contacto entre sí;
- disponer un tercer rodillo de bobinado (7) con un eje móvil que, junto con dichos primer y segundo rodillos de
45 bobinado, define una cuna de bobinado en la que es bobinado un rollo (L) en contacto con los rodillos de bobinado (3, 5, 7) ;
- alimentar dicho material en banda (N) a través de dicha línea de contacto;
50. bobinar por lo menos una parte de dicho rollo (L) en contacto con dichos primer y segundo rodillos de bobinado (3, 5) ;
- bobinar una cantidad predeterminada de material en banda (N) para formar un primer rollo (L) ;
55. sin detener el suministro del material en banda (N) , cortar el material en banda (N) para formar un extremo posterior libre (NC) de dicho primer rollo (L) y un extremo anterior (LT) de un segundo rollo (L) ;
caracterizado porque el procedimiento comprende además:
60. aplicar una longitud de material en hoja (F) a dicho material en banda (N) aguas arriba de dicha línea de contacto;
- hacer pasar dicha longitud de material en hoja (F) a través de dicha línea de contacto y envolver dicho primer
rollo (L) en dicha longitud de material en hoja (F) envolviendo dicha longitud de material en hoja (F) alrededor del 65 rollo acabado (L) después de cortar el material en banda (N) ;
- descargar el primer rollo (L) , envuelto con dicho material en hoja (F) , de la unidad de bobinado (1) .
8. Procedimiento según la reivindicación 7, en el que se hace que dicha longitud de material en hoja (F) se adhiera al material en banda (N) mediante un adhesivo. 5
9. Procedimiento según la reivindicación 8, en el que dicho adhesivo es aplicado a dicha longitud de material en hoja (F) en proximidad a un extremo anterior (LT) y a un extremo posterior (LC) , y en el que dicha longitud de material en hoja (F) está fijada mediante dicho adhesivo en proximidad al extremo anterior (LT) al material en banda (N) que forma el rollo (L) , resultando el extremo posterior (LC) pegado a la superficie exterior de la longitud de 10 material en hoja (F) por medio del adhesivo aplicado en proximidad a dicho extremo posterior (LC) .
10. Procedimiento según la reivindicación 9, en el que dicho adhesivo es aplicado en unas líneas sustancialmente paralelas a los extremos anterior y posterior (LT, LC) de la longitud de material en hoja (F) , en ángulos rectos con respecto a la dirección en la que la longitud de material en hoja (F) es envuelta alrededor del rollo (L) .
11. Procedimiento según una o más de las reivindicaciones 7 a 10, que comprende las etapas siguientes:
- adherir un extremo anterior (LT) dicha longitud del material en hoja (F) al material en banda (N) a lo largo de
dicho trayecto de suministro; 20
- hacer avanzar dicha longitud de material en hoja (F) junto con el material en banda (N) hacia la unidad bobinadora;
- cortar material en banda (N) aguas abajo de dicho extremo anterior (LT) de la longitud del material en hoja (F) . 25
12. Procedimiento según una o más de las reivindicaciones 7 a 11, que comprende las etapas siguientes:
- bobinar por lo menos una parte de dicho rollo (L) en contacto con dicho primer, dicho segundo y dicho tercer
rodillo de bobinado (3, 5, 7) , presentando el tercer rodillo de bobinado (7) un eje móvil de acuerdo con el 30 diámetro creciente del rollo;
- al finalizar el bobinado del rollo (L) , recoger dicha longitud del material en hoja (F) por medio de uno de dichos rodillos de bobinado (3, 5, 7) y envolverla alrededor de dicho rollo (L) .
13. Procedimiento según una o más de las reivindicaciones 7 a 12, en el que dicho material en banda (N) es dividido en tiras longitudinales y cada una de las tiras longitudinales es bobinada para formar un único rollo (L) , siendo varios rollos formados de manera simultánea mediante el bobinado simultáneo de varias tiras en las que es dividido dicho material en banda.
14. Procedimiento según la reivindicación 13, en el que dicha longitud de material en hoja (F) es dividido en partes de material en hoja, estando cada una de las mismas envuelta alrededor de un rollo (L) correspondiente.
Patentes similares o relacionadas:
Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, máquina rebobinadora que soporta dicho grupo y método de encolado relacionado, del 8 de Abril de 2020, de GAMBINI S.p.A: Grupo de encolado para una máquina rebobinadora para aplicar cola a un borde de extremo de un tronco, que comprende un rodillo de suministro soportado de manera […]
Dispositivo para cerrar el extremo de la cola de un rodillo de material en banda y procedimiento, del 4 de Septiembre de 2019, de Mtorres Tissue S.r.l: Un dispositivo para cerrar el extremo posterior de un rodillo de material en banda que comprende: - una ruta de alimentación (P) de los rodillos (R) […]
 Sello de cola con separación de capas reducida, del 26 de Junio de 2019, de GPCP IP Holdings LLC: Método de sellado de cola de un rollo de producto de papel tisú que comprende las etapas de:
a) formar un rollo de producto […]
Sello de cola con separación de capas reducida, del 26 de Junio de 2019, de GPCP IP Holdings LLC: Método de sellado de cola de un rollo de producto de papel tisú que comprende las etapas de:
a) formar un rollo de producto […]
Máquina para cerrar el extremo final de un rollo de material en banda, del 20 de Febrero de 2019, de FABIO PERINI S.P.A.: Máquina para cerrar el extremo final (L) de un rollo (R) de material en banda (N), que comprende un primer dispositivo de aplicación de cola para […]
Método y dispositivo para aplicar adhesivo sobre núcleos tubulares para la producción de troncos de papel, del 27 de Noviembre de 2018, de FUTURA S.P.A: Método para aplicar adhesivo sobre núcleos tubulares para la producción de troncos de material de papel, que comprende el paso de suministrar en secuencia más núcleos tubulares […]
Método y aparato de cierre de cola de rollo ultrasónico de material en banda no tejido, del 20 de Noviembre de 2018, de ELSNER ENGINEERING WORKS INC: Aparato para fijar un extremo de cola de un rollo bobinado en espiral de material en banda no tejido, caracterizado porque el aparato es para fijar el […]
Rollo de papel higiénico/de cocina, del 13 de Noviembre de 2018, de Industrie Cartarie Tronchetti S.p.A: Un rollo de papel, particularmente de tipo papel higiénico o papel de cocina, que comprende una faldilla terminal que está pegada […]
Sistema de relleno con enrollador, aparato y método automatizados de encintado y de eyección, del 26 de Abril de 2017, de RANPAK CORP.: Un mecanismo automático de eyección de bobina en combinación con una máquina de conversión de relleno capaz de producir una tira de relleno y […]