PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR PIEZAS ESTAMPADAS CON SUPERFICIE DE CORTE MUY LISA Y SUPERFICIE FUNCIONAL AUMENTADA.
Procedimiento para fabricar piezas estampadas con superficie funcional muy lisa y aumentada,
en particular una pieza mediante corte de precisión y/o conformación a partir de un fleje plano (10), en el que el fleje plano (10) se sujeta al cerrar entre una parte superior (1) compuesta por un punzón de corte (5), una placa de guía (4) para el punzón de corte, un anillo de retención (3) dispuesto en la placa de guía y un expulsor (6) y una parte inferior (2) compuesta por placa de corte (7), expulsor (9) y un troquel de molde hembra (8) y en la zona de corte se fuerza una separación mediante cizalla con una elevada tensión por compresión, comprimiéndose previamente el anillo de retención (3) sobre el fleje plano (10) y ejerciéndose una tensión por compresión sobre el fleje plano a cortar,
caracterizado porque el anillo de retención (3) no está dispuesto en la placa de guía (4), sino en la placa de corte (7) y porque desde el comienzo hasta la finalización el estado en cuanto a tensión en la zona de corte se ajusta para lograr una tensión de compresión orientada en cuanto a posición mediante una presión posterior ligeramente retardada respecto al punzón de corte (5) sobre el material en una dirección aproximadamente transversal respecto a la dirección de corte mediante un elemento de herramienta (13) que actúa en paralelo a la línea de corte entre el punzón de corte (5) y la placa de corte (7) con fuerza regulada en función de la geometría de las partes y del grosor de la pieza
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07018892.
Solicitante: FEINTOOL INTELLECTUAL PROPERTY AG.
Nacionalidad solicitante: Suiza.
Dirección: INDUSTRIERING 8,3250 LYSS.
Inventor/es: SCHLATTER,ULRICH,DIPL.-ING, HORA,PAVEL,PROF. DR.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Septiembre de 2007.
Fecha Concesión Europea: 17 de Marzo de 2010.
Clasificación Internacional de Patentes:
- B21D28/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 28/00 Conformación por corte a presión; Perforación. › Medios para impedir la formación de obstáculos o de rebabas.
Clasificación PCT:
- B21D28/16 B21D 28/00 […] › Medios para impedir la formación de obstáculos o de rebabas.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo para fabricar piezas estampadas con superficie de corte muy lisa y superficie funcional aumentada.
La invención se refiere a un procedimiento para fabricar piezas estampadas con superficie de corte muy lisa y superficie funcional aumentada, en particular de una pieza mediante corte de precisión y/o conformación a partir de un fleje plano, en el que el fleje plano se sujeta al cerrar entre una parte superior compuesta por un punzón de corte, una placa de guía para el punzón de corte, un anillo de retención dispuesto en la placa de guía y un expulsor y una parte inferior compuesta por placa de corte, expulsor y un troquel de molde hembra y en la zona de corte se fuerza una separación mediante cizalla con una elevada tensión por compresión, comprimiéndose previamente el anillo de retención sobre el fleje plano y ejerciéndose una tensión por compresión sobre el fleje plano a cortar.
La invención se refiere además a un dispositivo para fabricar piezas estampadas con superficie funcional muy plana y aumentada, en particular de una pieza mediante corte de precisión y/o conformación a partir de un fleje plano, con una herramienta compuesta por dos partes, que incluye al menos una parte superior compuesta por un punzón de corte principal, una placa de guía para el punzón de corte, un anillo de retención dispuesto en la placa de guía y un expulsor y una parte inferior compuesta por placa de corte, un expulsor y un troquel de molde hembra, estando sujeto cuando se utiliza el fleje plano entre la placa de guía y la placa de corte y estando oprimido el anillo de retención sobre el fleje plano. Un procedimiento genérico y un dispositivo genérico se conocen por el artículo "Estampado de precisión, un procedimiento de fabricación racional", separata de "Blech" (chapa), septiembre 1959, núm. 9.
Estado de la técnica
Ya es sabido que el corte de precisión da lugar a menudo, en contornos de piezas que resaltan, por ejemplo dentados o esquinas, a grietas en las superficies de corte. Este fenómeno se observa tanto más intensamente cuanto más agudo está definido el contorno exterior, cuanto más grueso es el material a cortar y cuanto menor es la conformabilidad del material. En la mayoría de los casos actúa la superficie de corte en el corte de precisión como superficie funcional, con lo que las grietas pueden ser el punto de partida de un fallo por rotura de la pieza bajo carga y por lo tanto han de evitarse las mismas.
Las superficies de corte lisas se logran en el corte de precisión cuando mediante superposición de una elevada presión hidrostática en la zona de corte se fuerza la separación mediante cizalla, es decir, una deformación plástica. La superficie de corte se forma en la zona de cizalla y por lo tanto su calidad se ve influida por las propiedades del material (K. KONDO, Industrie-Anzeiger 97, año 97, núm. 33, págs. 547 a 550). Al realizar el corte de precisión oprime el anillo de retención antes del comienzo del corte el material del fleje plano a cortar e impide un flujo posterior del material debido a ello durante el proceso de corte.
Además, son características típicas de las piezas cortadas con precisión la retracción en los bordes y la rebaba de corte. En particular el lotes de los extremos, resulta una retracción, que aumenta al reducirse el radio de la esquina y aumentar el espesor de la chapa. La profundidad de la retracción puede ser de aproximadamente un 30% y la anchura de la retracción de aproximadamente un 40% del espesor de la chapa o más (ver DIN 3345, Corte de precisión, agosto 1980). La retracción depende así del espesor y la calidad del material, con lo que su control sólo es posible limitadamente y a menudo implica una limitación de la funcionalidad de la pieza, por ejemplo al faltarle agudeza a los cantos de las esquinas de las piezas de dentado o mediante la modificación que se provoca de la longitud funcional de las piezas.
Por lo tanto, la retracción en el estampado reduce la funcionalidad de las piezas y obliga al fabricante a utilizar un material de partida más grueso.
Se conoce una serie completa de soluciones que intentan generar superficies de corte por cizalla finas y lisas mediante un corte bajo presión (DE 2 127 495 A1), corte de repasado (CH 665 367 A5), rascado (DE 197 38 636 A1) o deslizamiento de material durante el corte (EP 1 815 922 A1).
Las soluciones conocidas según los documentos CH 665 367 A5 y DE 197 38 636 A1 no reducen la retracción de los cantos, sino que repasan las piezas con un elevado coste, con lo que por un lado son necesarios costes considerables para procesos de mecanizado y herramientas adicionales y por otra parte resulta la correspondiente pérdida de material debido a la necesidad de utilizar material más grueso.
La prensa-cizalla conocida por el documento DE 2 127 495 A1 funciona con una presión hidrostática más alta, ejerciéndose la misma en todas las zonas de la pieza, que es sometida a la deformación plástica. Esta elevada presión se genera en particular en las proximidades de los bordes de la herramienta debido a una mordaza superior dotada de un resalte. Este resalte asume en cierta medida la función del anillo de retención, que no existe según el documento DE 2 127 495 A1. No obstante, con este procedimiento conocido se evita predominantemente la rebaba de estampado que sobresale. Tampoco en esta solución conocida se evita en definitiva la retracción y se desplaza un cierto volumen de material a lo largo de la línea de corte, lo cual implica un alto riesgo de formación de grietas.
En la solución conocida según el documento EP 1 815 922 A1 se mecaniza la pieza en una configuración de una sola etapa, en al menos dos secuencias de pasos consecutivas en distintas direcciones de corte, cortándose en un primer proceso de corte en la dirección de trabajo vertical un semiacabado acorde con la geometría de la pieza con una pequeña retracción y cortándose para acabar la pieza en al menos otro proceso de corte en la dirección de trabajo opuesta. La retracción de la primera parte de la etapa debe entonces rellenarse de nuevo al menos en la zona de la esquina. No obstante, con este procedimiento conocido se evita predominantemente la rebaba de estampado que sobresale. Tampoco en esta solución conocida se evita en definitiva la retracción y se desplaza un cierto volumen de material a lo largo de la línea de corte, lo cual implica un alto riesgo de formación de grietas.
Tarea
En este estado de la técnica la invención tiene como tarea básica evitar la tendencia al agrietamiento en superficies de corte y la retracción en piezas cortadas con precisión mediante el control selectivo del estado en cuanto a tensión en la zona de corte y a la vez realizar el corte de precisión de piezas más gruesas con una mayor seguridad del proceso de manera económica y efectiva.
Esta tarea se resuelve mediante un procedimiento genérico del tipo citado con las características caracterizadoras de la reivindicación 1 y mediante un dispositivo con las características caracterizadoras de la reivindicación 7.
Ventajosas mejoras del procedimiento y del dispositivo pueden tomarse de las reivindicaciones subordinadas.
La solución correspondiente a la invención se caracteriza porque por primera vez es posible aplicar rentablemente el procedimiento de corte con precisión en piezas, por ejemplo piezas de dentado de mayor espesor sin grietas y cantos vivos sin mecanizado de repaso y desplazamiento del material a lo largo de la línea de corte.
Esto se logra ajustando desde el principio hasta la finalización del proceso de corte el estado en cuanto a tensión en la zona de corte para lograr una tensión de compresión orientada en cuanto a posición mediante una presión posterior ligeramente retardada respecto al punzón de corte sobre el material en una dirección aproximadamente transversal respecto a la dirección de corte mediante un elemento de herramienta que actúa en paralelo a la línea de corte entre el punzón de corte y la placa de corte con fuerza regulada en función de la geometría de las partes y del grosor de la pieza.
Es especialmente ventajoso que los parámetros para el control del estado en cuanto a tensión en la zona de corte, por ejemplo del volumen de material a oprimir a posteriori, puedan determinarse en función del tipo de material, forma y geometría de la pieza mediante una simulación virtual de conformación, según la cual se diseñan entonces los elementos de herramienta para el desplazamiento posterior del material en dirección hacia...
Reivindicaciones:
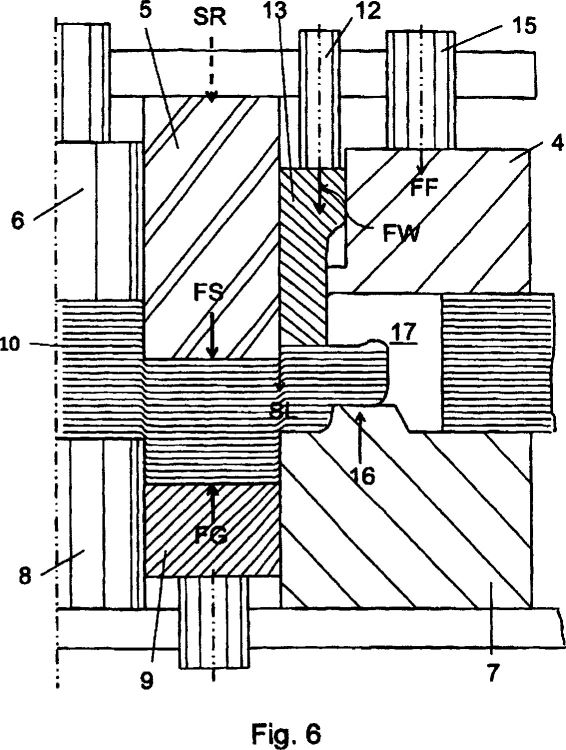
1. Procedimiento para fabricar piezas estampadas con superficie funcional muy lisa y aumentada, en particular una pieza mediante corte de precisión y/o conformación a partir de un fleje plano (10), en el que el fleje plano (10) se sujeta al cerrar entre una parte superior (1) compuesta por un punzón de corte (5), una placa de guía (4) para el punzón de corte, un anillo de retención (3) dispuesto en la placa de guía y un expulsor (6) y una parte inferior (2) compuesta por placa de corte (7), expulsor (9) y un troquel de molde hembra (8) y en la zona de corte se fuerza una separación mediante cizalla con una elevada tensión por compresión, comprimiéndose previamente el anillo de retención (3) sobre el fleje plano (10) y ejerciéndose una tensión por compresión sobre el fleje plano a cortar,
caracterizado porque el anillo de retención (3) no está dispuesto en la placa de guía (4), sino en la placa de corte (7) y porque desde el comienzo hasta la finalización el estado en cuanto a tensión en la zona de corte se ajusta para lograr una tensión de compresión orientada en cuanto a posición mediante una presión posterior ligeramente retardada respecto al punzón de corte (5) sobre el material en una dirección aproximadamente transversal respecto a la dirección de corte mediante un elemento de herramienta (13) que actúa en paralelo a la línea de corte entre el punzón de corte (5) y la placa de corte (7) con fuerza regulada en función de la geometría de las partes y del grosor de la pieza.
2. Procedimiento según la reivindicación 1,
caracterizado porque los parámetros para el control del estado de tensión en la zona de corte, por ejemplo el volumen de material a comprimir posteriormente, se determinan en función del tipo de material, forma y geometría de la pieza, mediante una simulación virtual de la conformación.
3. Procedimiento según la reivindicación 1 y 2,
caracterizado porque como elemento de herramienta (13) para controlar el estado de tensión, se utiliza un troquel de estampado diferencial que penetra desde el lado de estampado en la pieza o un punzón de corte adicional.
4. Procedimiento según la reivindicación 1 a 3,
caracterizado porque como elemento de herramienta (13) para controlar el estado de tensión se utiliza un punzón de corte con una espaldilla.
5. Procedimiento según la reivindicación 1 a 3,
caracterizado porque la tensión de compresión en flejes planos (10) a cortar se genera en interacción entre anillo de retención (3) y/o una rampa de apoyo (16), así como el elemento de herramienta (13).
6. Procedimiento según la reivindicación 1 a 5,
caracterizado porque el control del estado de tensión en la zona de corte se realiza en piezas con dentados o zonas vecinas de tamaño mediano a grueso.
7. Dispositivo para fabricar piezas estampadas con superficie funcional muy lisa y aumentada, en particular de una pieza mediante corte de precisión y/o conformación a partir de un fleje plano, para realizar el procedimiento correspondiente a la reivindicación 1, con una herramienta en dos partes, que comprende al menos una parte superior (1) contrapuesta por un punzón de corte (5), una placa de guía (4) para el punzón de corte (5), un anillo de retención (3) dispuesto en la placa de guía, un expulsor (6), y una parte inferior compuesta por una placa de corte (7), un expulsor (9) y un troquel de molde hembra (8), estando sujeto el fleje plano cuando se utiliza entre la placa de guía (4) y la placa de corte (7) y estando oprimido el anillo de retención en el fleje plano,
caracterizado porque el anillo de retención (3) no está dispuesto en la placa de guía (4), sino en la placa de corte (7) y porque está previsto al menos un elemento de herramienta (13) que abarca el punzón de corte coaxialmente, y que actúa en la dirección de corte (SR), para el desplazamiento con retardo de material transversalmente a la dirección de corte en la zona de corte, estando asociado el elemento de herramienta (13) en el lado del troquel al anillo de retención inferior (3), y porque el elemento de herramienta (13) está unido con un perno de presión (12) separado para controlar la fuerza a ejercer sobre el fleje plano (10).
8. Dispositivo según la reivindicación 7,
caracterizado porque el elemento de herramienta (13) está conducido por la placa de guía (4) tal que puede deslizarse en la dirección de corte (SR) verticalmente.
9. Dispositivo según la reivindicación 7,
caracterizado porque el elemento de herramienta (13) es un troquel de estampado diferencial.
10. Dispositivo según la reivindicación 7,
caracterizado porque el elemento de herramienta (13) es el punzón de corte (5) con una espaldilla.
11. Dispositivo según la reivindicación 7,
caracterizado porque en la placa de corte (7) está prevista una rampa de apoyo (16) para limitar el flujo del material a lo ancho en el corte libre.
Patentes similares o relacionadas:
Equipo y procedimiento para calibrar superficies de corte que presentan rebabas en piezas troqueladas o cortadas con precisión, del 4 de Diciembre de 2019, de FEINTOOL INTERNATIONAL HOLDING AG: Equipo para calibrar superficies de corte que presentan rebaba en piezas troqueladas o cortadas con precisión como pesos de […]
Método para cortar usando un troquel de prensa, del 15 de Mayo de 2019, de NIPPON STEEL CORPORATION: Un método de corte que usa una prensa de estampación, comprendiendo el método de corte: para una pieza de trabajo que comprende una primera chapa de metal y una […]
Prensa de corte fino, del 26 de Febrero de 2019, de FEINTOOL INTERNATIONAL HOLDING AG: Prensa de corte fino, que comprende una pieza superior , una pieza inferior , así como tirantes y columnas que conectan en arrastre de […]
Equipo y procedimiento para retirar/expulsar una retícula de estampado/pieza conformada interiormente y eyección de una pieza cortada en una prensa de corte de precisión, del 11 de Enero de 2017, de FEINTOOL INTERNATIONAL HOLDING AG: Equipo para retirar una retícula de estampado, expulsar una pieza conformada interiormente y eyectar una pieza cortada en una prensa de corte de precisión, […]
 Dispositivo y procedimiento para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar una pieza, del 9 de Marzo de 2016, de FEINTOOL INTERNATIONAL HOLDING AG: Dispositivo para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar en una prensa con un portaherramientas […]
Dispositivo y procedimiento para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar una pieza, del 9 de Marzo de 2016, de FEINTOOL INTERNATIONAL HOLDING AG: Dispositivo para prevenir la rotura de una herramienta en el corte de precisión y/o al conformar en una prensa con un portaherramientas […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL CORTE DE PRECISIÓN DE PIEZAS DE TRABAJO, del 14 de Junio de 2011, de FINOVA FEINSCHNEIDTECHNIK GMBH: Procedimiento para el corte de precisión de piezas de trabajo tales como ruedas dentadas o similares, en el que el material, preferentemente […]
 PROCEDIMIENTO Y DISPOSITIVO PARA CORTAR CON PRECISION Y CONFORMAR UNA PIEZA, del 11 de Octubre de 2010, de FEINTOOL INTELLECTUAL PROPERTY AG: Dispositivo para cortar con precisión y conformar una pieza a partir de un fleje plano , con varias etapas de mecanización compuestas por elementos […]
PROCEDIMIENTO Y DISPOSITIVO PARA CORTAR CON PRECISION Y CONFORMAR UNA PIEZA, del 11 de Octubre de 2010, de FEINTOOL INTELLECTUAL PROPERTY AG: Dispositivo para cortar con precisión y conformar una pieza a partir de un fleje plano , con varias etapas de mecanización compuestas por elementos […]
 PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACION Y/O MECANIZACION DE PIEZAS, del 10 de Febrero de 2010, de FEINTOOL INTERNATIONAL MANAGEMENT AG: Procedimiento para la fabricación y/o tratamiento de piezas, especialmente para la fabricación de piezas estampadas, con al menos una herramienta que se puede someter bajo […]
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACION Y/O MECANIZACION DE PIEZAS, del 10 de Febrero de 2010, de FEINTOOL INTERNATIONAL MANAGEMENT AG: Procedimiento para la fabricación y/o tratamiento de piezas, especialmente para la fabricación de piezas estampadas, con al menos una herramienta que se puede someter bajo […]