PROCEDIMIENTO Y DISPOSITIVO DE FABRICACION DE UN VELO DE HILATURA.
Procedimiento para fabricar un velo de hilatura a base de filamentos,
especialmente de material sintético termoplástico,
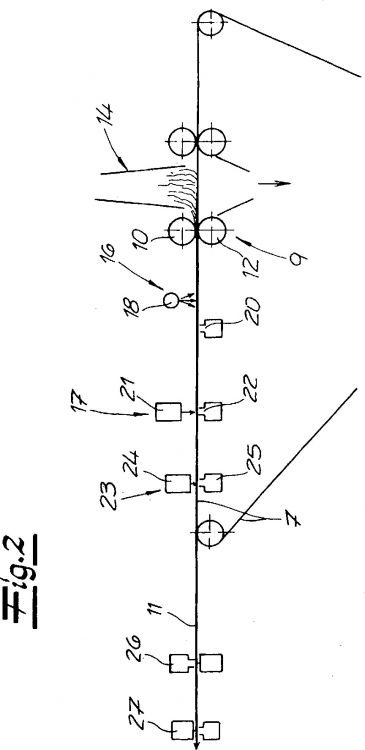
en el que se hilan los filamentos en al menos un dispositivo de hilatura, en el que se enfrían a continuación los filamentos en una cámara de refrigeración (2) y se les estira seguidamente en una unidad de estiraje (4), en el que se conducen los filamentos a continuación de esto a través de al menos un difusor (13, 14) y se les deposita después sobre una cinta de deposición para obtener la banda de velo (11),
en el que se conduce la banda de velo (11) con la cinta de deposición a través de un equipo de humectación (16, 17) en el que se prehumecta la banda de velo (11) sin consolidación,
en el que se conduce la banda de velo (11) hacia afuera del equipo de humectación (16, 17) y a continuación se la preconsolida sobre la cinta de deposición por medio de un tratamiento con chorros de agua a alta presión, y
en el que, a continuación de esto, se retira la banda de velo (11) de la cinta de deposición y se la somete a un tratamiento ulterior
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07004747.
Solicitante: REIFENHAUSER GMBH & CO. KG MASCHINENFABRIK
FLEISSNER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: SPICHER STRASSE 46-48,53839 TROISDORF.
Inventor/es: SOMMER, SEBASTIAN, LIEBSCHER,WILLI.
Fecha de Publicación: .
Fecha Solicitud PCT: 8 de Marzo de 2007.
Fecha Concesión Europea: 28 de Abril de 2010.
Clasificación Internacional de Patentes:
- D04H3/10 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 3/00 No tejidos formados únicamente o principalmente de hilos o de materiales filamentosos similares de longitud sustancial. › con uniones entre hilos y filamentos realizadas mecánicamente.
- D04H3/16 D04H 3/00 […] › con uniones entre filamentos termoplásticos producidos en relación con la formación de filamentos, p. ej. siguiendo inmediatamente la extrusión.
Clasificación PCT:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento y dispositivo de fabricación de un velo de hilatura.
La invención concierne a un procedimiento de fabricación de un velo de hilatura a base de filamentos que consisten especialmente en material sintético termoplástico. La invención concierne también a un dispositivo de puesta en práctica de este procedimiento. El término filamentos significa en el marco de la invención especialmente filamentos sin fin. Los filamentos sin fin se diferencian, debido a su longitud casi infinita, frente a fibras cortadas, que presentan longitudes sensiblemente más pequeñas de, por ejemplo 10 a 60 mm.
Es suficientemente conocido por la práctica el recurso de consolidar una banda de velo que se produce típicamente depositando los filamentos sobre una cinta de deposición. Para velos con pesos específicos de 10 a 80 g/m2 se consolida en general la capa depositada por medio de una termocalandria. Se obtienen así velos con buena resistencia y pequeño espesor. Las capas depositadas de filamentos más pesadas o más voluminosas son más difíciles de consolidar, puesto que la aportación de energía al centro del producto en el tiempo disponible es limitada y ya no es suficiente en particular para realizar un calentamiento hasta las proximidades del punto de fusión del material sintético. Cuando deban fabricarse velos más pesados o más voluminosos, son convenientes otros procedimientos de consolidación, a saber, especialmente un agujado mecánico y un agujado hidráulico o una termoconsolidación (preferiblemente por medio de aire caliente). En relación con estos procedimientos de consolidación es siempre necesario que la banda de velo sea desprendida de la cinta de deposición o cinta tamiz y sea alimentada al lugar de consolidación/consolidación final, a ser posible sin deterioro de la banda de velo y sin deterioro de la uniformidad de dicha banda de velo.
Se conoce por el documento WO 02/084006 A1 el recurso de consolidar la capa depositada de filamentos con chorros de agua inmediatamente detrás de la zona de deposición de la misma, concretamente sin intercalación de un cilindro de salida calentado. Se pretende evitar así que se incrusten partículas o gotas en la cinta tamiz de deposición por la acción del cilindro de salida y que éstas reduzcan la vida útil de la cinta tamiz de deposición. No obstante, estas medidas conocidas adolecen del inconveniente de que la consolidación directa por chorros de agua de la capa de filamentos depositados en forma suelta puede provocar faltas de homogeneidad no deseadas. Por este motivo, la capa de filamentos depositados en forma suelta tiene que ser asegurada contra resbalamiento, especialmente de una manera costosa.
La invención se basa en el problema técnico de indicar un procedimiento de la clase citada al principio en el que puedan realizarse una preconsolidación y/o una consolidación final funcionalmente seguras sin menoscabo de la calidad de la capa depositada de filamentos/banda de velo, especialmente sin menoscabo de la uniformidad de la capa depositada de filamentos/banda de velo. La invención se basa también en el problema técnico de indicar un dispositivo para la puesta en práctica de este procedimiento.
Para resolver este problema técnico, la invención da a conocer un procedimiento de fabricación de un velo de hilatura a base de filamentos, especialmente de material sintético termoplástico, en el que los filamentos son hilados por al menos un dispositivo de hilatura o hilera, en el que los filamentos son enfriados seguidamente en una cámara de refrigeración y a continuación son estirados aerodinámicamente en una unidad de estiraje, y en el que los filamentos son conducidos a continuación de esto a través de al menos un difusor y seguidamente son depositados en una cinta de deposición para obtener la banda de velo,
en el que la banda de velo es conducida con la cinta de deposición a través de un equipo de humectación en el que se prehumecta la banda de velo (sin consolidación),
en el que se conduce la banda de velo hacia afuera del equipo de humectación y a continuación se la consolida sobre la cinta de deposición mediante un tratamiento con chorro de agua a alta presión, y
en el que, a continuación, se retira la banda de velo de la cinta de deposición y se la alimenta al lugar de tratamiento ulterior.
Está dentro del ámbito de la invención el que, para producir los filamentos, se pueden utilizar una barra de velo de hilatura o bien varias barras de velo hilatura montadas una tras otra. Está también dentro del ámbito de la invención el que la cinta de deposición consista en una cinta tamiz o una cinta tamiz de deposición. Esta cinta tamiz/cinta tamiz de deposición es permeable al aire y al menos en la zona de deposición de los filamentos se aspira aire desde abajo a través de la cinta tamiz de deposición para estabilizar la capa depositada de filamentos/banda de velo. Se conocen equipos de aspiración correspondiente dispuestos debajo de la banda tamiz de deposición para generar una depresión o vacío correspondiente. Siempre que en el ámbito de la invención se hable de una cinta de deposición/cinta tamiz de deposición, se utiliza únicamente, según una forma de realización preferida de la invención, una única cinta tamiz de deposición desde la cual se retira la banda de velo y se alimenta ésta a lugar de tratamiento ulterior. Sin embargo, está también en principio dentro del ámbito el que se conecten directamente a la cinta de deposición/cinta tamiz de deposición una o varias cintas transportadoras o cintas tamiz transportadoras adicionales. La retirada de la banda de velos se efectúa en este caso convenientemente desde la última cinta transportadora/cinta tamiz transportadora en la dirección de transporte y la banda de velo retirada es alimentada después al lugar de tratamiento ulterior.
La prehumectación según la invención de la banda de velo se efectúa convenientemente con agua. En el equipo de humectación se humecta/prehumecta únicamente la banda de velo y no se consolida ya esta última. Por tanto, la prehumectación o el equipo de humectación debe diferenciarse de una preconsolidación hidráulica o de un equipo de preconsolidación correspondiente en el que se efectúe realmente la preconsolidación de la banda de velo.
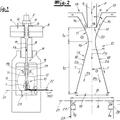
Según una forma de realización muy preferida de la invención, los filamentos que salen del equipo de hilatura o de la hilera son tratados con arreglo al procedimiento REICOFIL III (patente DE 196 20 379) o con arreglo al procedimiento REICOFIL IV (documento EP-A 1 340 843). Se prefiere a este respecto especialmente que la zona de transición entre la cámara de refrigeración y la unidad de estiraje sea de construcción cerrada y que, exceptuando la alimentación de aire refrigerante en la cámara de refrigeración, no se alimente ningún aire más en esta zona de transición. Está dentro del ámbito de la invención el que se utilice una cámara de refrigeración cerrada. El término de cámara de refrigeración cerrada significa aquí que la cámara de refrigeración, exceptuando la alimentación del aire refrigerante y exceptuando la introducción de los filamentos con proporciones de aire correspondientes, es de construcción cerrada con respecto al entorno. A este fin, la cámara de refrigeración presenta convenientemente unas paredes correspondientes. Según una forma de realización especialmente preferida de la invención, los filamentos se refrigeran y estiran con el mismo aire o con aire refrigerante. En otras palabras, el aire refrigerante alimentado en la cámara de refrigeración es utilizado aquí también sustancialmente para el estiraje de los filamentos en la unidad de estiraje. Una forma de realización especialmente preferida de la invención se caracteriza porque todo el grupo de cámara de refrigeración y unidad de estiraje es de construcción cerrada y, exceptuando la alimentación de aire refrigerante en la cámara de refrigeración, no se alimenta ningún aire más a este grupo. Aparte del aire refrigerante, se introducen en la cámara de refrigeración únicamente los filamentos -en general desde arriba- y se sobrentiende que con estos filamentos llegan también proporciones determinadas de aire a la cámara de refrigeración. Sin embargo, según esta forma de realización muy preferida de la invención, no tiene lugar una alimentación de aire adicional en el grupo formado por la cámara de refrigeración y la unidad de estiraje.
Según una forma de realización de la invención, se conduce la banda de velo por delante del equipo de humectación, considerado en la dirección de transporte, a través de al menos...
Reivindicaciones:
1. Procedimiento para fabricar un velo de hilatura a base de filamentos, especialmente de material sintético termoplástico,
en el que se hilan los filamentos en al menos un dispositivo de hilatura, en el que se enfrían a continuación los filamentos en una cámara de refrigeración (2) y se les estira seguidamente en una unidad de estiraje (4), en el que se conducen los filamentos a continuación de esto a través de al menos un difusor (13, 14) y se les deposita después sobre una cinta de deposición para obtener la banda de velo (11),
en el que se conduce la banda de velo (11) con la cinta de deposición a través de un equipo de humectación (16, 17) en el que se prehumecta la banda de velo (11) sin consolidación,
en el que se conduce la banda de velo (11) hacia afuera del equipo de humectación (16, 17) y a continuación se la preconsolida sobre la cinta de deposición por medio de un tratamiento con chorros de agua a alta presión, y
en el que, a continuación de esto, se retira la banda de velo (11) de la cinta de deposición y se la somete a un tratamiento ulterior.
2. Procedimiento según la reivindicación 1, en el que la zona de transición entre la cámara de refrigeración (2) y la unidad de estiraje (4) está configurada en forma cerrada y, exceptuando la alimentación de aire refrigerante en la cámara de refrigeración (2), no se alimenta aire adicional alguno en esta zona de transición.
3. Procedimiento según cualquiera de las reivindicaciones 1 ó 2, en el que el grupo constituido por la cámara de refrigeración (2) y la unidad de estiraje (4) está configurado en forma cerrada y, exceptuando la alimentación de aire refrigerante en la cámara de refrigeración (2), no se alimenta aquí aire adicional alguno.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, en el que la banda de velo (11) es conducida, antes del equipo de humectación (16, 17), a través de un equipo de compactación (9) en el que se compacta o se preconsolida ligeramente la banda de velo (11).
5. Procedimiento según la reivindicación 4, en el que el equipo de compactación (9) presenta al menos un cilindro de salida (10, 12) dispuesto por encima de la cinta de deposición, preferiblemente un cilindro de salida calentado (10, 12), y en el que el cilindro de salida (10, 12) solicita la banda de velo (11) desde arriba al conducirla a través del equipo de compactación (9).
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, en el que la banda de velo (11) es prehumectada en el equipo de humectación (16, 17) con un medio fluido que sale de una pluralidad de boquillas con una presión de 2 a 40 bares, ventajosamente con una presión de 2 a 20 bares y preferiblemente con una presión de 3 a 10 bares.
7. Procedimiento según la reivindicación 6, en el que las boquillas están dispuestas por encima de la banda de velo (11) a una distancia de 10 a 400 mm, ventajosamente 30 a 350 mm y preferiblemente 100 a 250 mm.
8. Procedimiento según cualquiera de las reivindicaciones 1 a 7, en el que se eyecta como niebla un medio fluido en el equipo de humectación (16, 17) y se prehumecta la banda de velo (11) con esta niebla.
9. Procedimiento según cualquiera de las reivindicaciones 1 a 8, en el que la preconsolidación de la banda de velo (11) se realiza con chorros de agua a alta presión, con una presión del agua de 60 a 150 bares, ventajosamente de 60 a 120 bares y preferiblemente de 70 a 100 bares.
10. Procedimiento según cualquiera de las reivindicaciones 1 a 9, en el que la distancia entre las boquillas de chorros de agua a alta presión y la banda de velo (11) es de 5 a 50 mm, ventajosamente 5 a 25 mm y preferiblemente 10 a 20 mm.
11. Procedimiento según cualquiera de las reivindicaciones 1 a 10, en el que se drena la banda de velo (11) después de la preconsolidación sobre la cinta de deposición.
12. Dispositivo para la puesta en práctica del procedimiento según cualquiera de las reivindicaciones 1 a 11, en el que está previsto al menos un dispositivo de hilatura para producir los filamentos,
en el que están dispuestas sucesivamente, considerado en la dirección de movimiento de los filamentos, una cámara de refrigeración (2), una unidad de estiraje (4) y una unidad de tendido (6),
en el que está prevista una cinta de deposición para depositar los filamentos a fin de obtener la banda de velo (11),
en el que está presente al menos un equipo de humectación (16, 17) para prehumectar la banda de velo (11) conducida sobre la cinta de deposición, en el cual se prehumecta la banda de velo (11) sin consolidación,
en el que está dispuesto detrás del equipo de humectación (16, 17), considerado en la dirección de transporte de la banda de velo (11), al menos un equipo de preconsolidación (23) para preconsolidar hidráulicamente con chorros de agua a alta presión la banda de velo (11) recogida sobre la cinta de deposición,
en el que está previsto un equipo para retirar la banda de velo preconsolidada (11) de la cinta de deposición y
en el que está presente al menos un equipo de tratamiento ulterior (26, 27) para realizar un tratamiento adicional de la banda de velo retirada (11).
Patentes similares o relacionadas:
Tela no tejida que comprende una capa de elasticidad alta, del 17 de Junio de 2020, de Fibertex Personal Care A/S: Una tela que comprende al menos una capa (SH) no tejida unida por hilado de elasticidad alta que tiene fibras de multiples componentes rizadas, caracterizada […]
Partículas poliméricas, del 29 de Abril de 2020, de Canco Hungary Investment Ltd: Un artículo polimérico que comprende capas de polímero sucesivas, que comprenden: (a) una primera capa de polímero que comprende un material polimérico orientado; […]
Método para hacer una banda no tejida de curvatura alta, del 8 de Abril de 2020, de Fibertex Personal Care A/S: Un metodo para hacer una banda no tejida unida por hilado de curvatura alta que comprende fibras de multiples componentes rizadas, donde el proceso comprende girar […]
Material biocompatible que presenta un tejido de nano- o microfibras no tejidas producido por procedimiento de electrohilado, del 25 de Marzo de 2020, de SUNSTAR SUISSE SA: Material biocompatible que comprende un tejido no tejido de nano- o microfibra biocompatible producido mediante electrohilado para su uso en el tratamiento de hueso […]
Dispositivo para la fabricación de materiales no tejidos hilados, del 4 de Marzo de 2020, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo para la fabricación de materiales no tejidos hilados a partir de filamentos continuos , en especial de filamentos continuos […]
Material no tejido y proceso de formación del mismo, del 20 de Noviembre de 2019, de Fitesa Germany GmbH: Un material no tejido que comprende una pluralidad de fibras que contienen ácido poliláctico que forman una banda no tejida, en donde los […]
Bandas sopladas por fusión de alta calidad con propiedades de barrera mejoradas, del 11 de Septiembre de 2019, de BOREALIS AG: Bandas sopladas por fusión que comprenden fibras sopladas por fusión hechas de al menos un 80 % en peso de una composición de polipropileno que comprende (A) […]
 Dispositivo para la fabricación de material tejido de filamentos continuos, del 28 de Agosto de 2019, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo para fabricar material tejido de filamentos continuos , especialmente de plástico termoplástico, con al menos una hilera […]
Dispositivo para la fabricación de material tejido de filamentos continuos, del 28 de Agosto de 2019, de REIFENHÄUSER GMBH & CO. KG MASCHINENFABRIK: Dispositivo para fabricar material tejido de filamentos continuos , especialmente de plástico termoplástico, con al menos una hilera […]