PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PIEZAS MOLDEADAS CON DIFERENTES ZONAS DECORATIVAS.
Procedimiento para la fabricación de una pieza moldeada con diferentes zonas decorativas,
que comprende las etapas: a) inserción de una lámina decorativa (2) en un útil de moldeo (1), b) moldeo por detrás de una primera zona decorativa con un soporte (6) de material termoplástico, c) retirada de al menos una sección parcial del producto semiacabado0 fabricado de esta manera, d) configuración de una segunda zona decorativa en el lugar de la sección parcial retirada, caracterizado porque i) la lámina decorativa (2) está moldeada por detrás en la zona de al menos una cavidad parcial, configurada a través de una disposición de nervaduras estrechas (9), en el útil de moldeo (1) y permanece libre en la zona de al menos una sección parcial que debe retirarse, ii) la sección parcial moldeada por detrás de la pieza moldeada se fija con la ayuda de un sistema de retención (5) en el útil (1), iii) la lámina de soporte (2) se debilita en la zona de las nervaduras estrechas (9), que forman el límite entre la sección moldeada por detrás y la sección parcial no moldeada por detrás a retirar de la lamina decorativa (2), iv) la sección parcial no moldeada por detrás se retira con la ayuda de unas pinzas y v) la zona de la pieza moldeada en el lugar de la sección parcial retirada se configura como segunda zona decorativa y se moldea por detrás
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07017635.
Solicitante: PEGUFORM GMBH.
Nacionalidad solicitante: Alemania.
Dirección: SCHLOSSMATTENSTRASSE 18 79268 BOTZINGEN ALEMANIA.
Inventor/es: Buchet,Yann, Hiss,Markus.
Fecha de Publicación: .
Fecha Solicitud PCT: 10 de Septiembre de 2007.
Clasificación Internacional de Patentes:
- B29C33/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos. › contra la pared del molde.
- B29C44/12H
- B29C44/14 B29C […] › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › siendo la parte preformada un revestimiento.
- B29C45/14D4
- B29C45/14G4
- B29C45/16J
Clasificación PCT:
- B29C33/14 B29C 33/00 […] › contra la pared del molde.
- B29C44/12 B29C 44/00 […] › Incorporando o moldeando sobre partes preformadas, p. ej. inserciones o refuerzos.
- B29C45/14 B29C […] › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/16 B29C 45/00 […] › Fabricación de objetos multicapas o multicolores.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2356139_T3.pdf
Fragmento de la descripción:
La invención se refiere a un procedimiento así como a un dispositivo para la fabricación de piezas moldeadas con zonas decorativas realizadas de forma diferente así como a la utilización de las piezas moldeadas como revestimiento interior para automóviles, en particular cuadros de instrumentos, revestimientos de puertas o 5 revestimientos laterales.
Se conoce inyectar por detrás materiales textiles, láminas de plástico, materiales de alfombras o cuero o bien imitaciones de cuero, que sirven como decoración o que tienen también una función técnica especial, con plástico de conformación, siendo insertado el tejido en un molde y siendo inyectado plástico líquido en el molde.
En casos, en los que la pieza moldeada debe estar provista con diferentes estructuras superficiales, el 10 cometido se soluciona porque dos partes son prefabricadas, por decirlo así como producto semiacabado en diferentes procesos de fabricación y a continuación se conectan o bien se encolan entre sí. El procesamiento de varias partes implica, sin embargo, el problema de que deben coordinarse una pluralidad de etapas de procesamiento diferentes así como de procesos de transporte para los productos semiacabados correspondientes. En este caso es un inconveniente el gasto de tiempo adicional así como el gasto técnico de fabricación. 15
En el documento EP 1 655 122 A1 se describe un procedimiento para la fabricación de piezas de plástico de acuerdo con el preámbulo de la reivindicación 1, en el que en un primer proceso se inyecta por detrás un primer tejido o lámina decorativa en un útil de moldeo, a continuación se estampa una sección parcial a partir del producto semiacabado fabricado de esta manera y luego se inserta un segundo tejido o lámina decorativa en lugar de la pieza retirada del producto semiacabado y se inyecta por detrás entonces de la misma manera el producto semiacabado al 20 menos en el lugar del segundo tejido.
Un inconveniente de este procedimiento se puede ver especialmente en que durante la estampación de la zona a sustituir, se puede dañar ligeramente el útil de moldeo. Puesto que los útiles de moldeo representan un factor de coste considerable durante la fabricación de piezas moldeadas, existía, por lo tanto, el problema de encontrar un procedimiento, con cuya ayuda se consigue separar con exactitud de contorno zonas a sustituir de una pieza moldeada, 25 sin poner en peligro en este caso el útil.
Este cometido se soluciona por medio de un procedimiento con las características de la reivindicación 1. Las formas de realización preferidas del procedimiento de acuerdo con la invención se reproducen en las reivindicaciones dependientes.
Objeto de la presente invención es también un dispositivo para la fabricación de piezas moldeadas con 30 diferentes zonas decorativas de acuerdo con las características de la reivindicación 12 así como la utilización de las piezas moldeadas respectivas como revestimiento interior de vehículos, en particular como cuadros de instrumentos, revestimiento lateral y revestimiento de puertas de acuerdo con las características de la reivindicación 13.
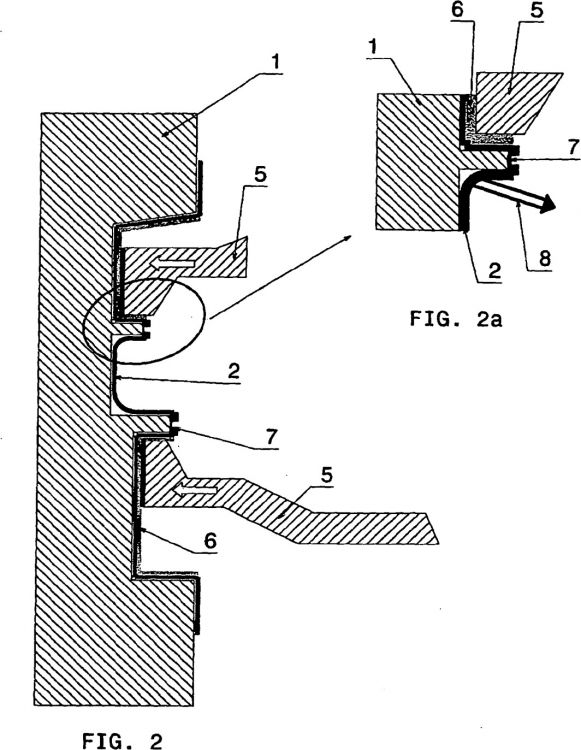
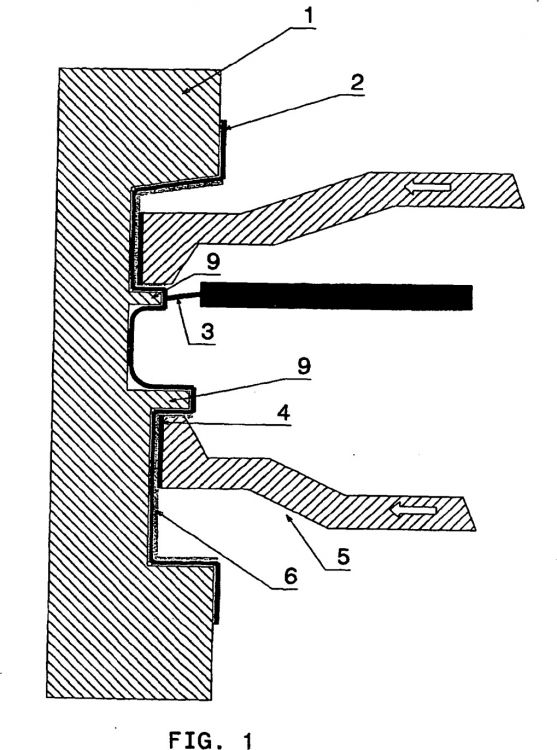
El principio de la invención se basa en que la zona a sustituir de la pieza moldeada no se estampa ya, sino que la lámina decorativa, que no está moldeada por detrás en esta zona, es debilitada en la zona marginal, de manera que 35 la sección parcial correspondiente de la lámina decorativa se puede desgarrar limpiamente. Para separar las zonas a moldear por detrás y las zonas que permanecen libres en el útil unas de las otras, están previstas en el útil de moldeo unas nervaduras pequeñas, que configuran diferentes cavidades. Estas nervaduras tienen tanto cometidos de moldeo como también cometidos de obturación.
En el procedimiento de acuerdo con la invención se ocupa en primer lugar toda la cavidad del útil de moldeo 40 con una primera lámina decorativa. El útil de moldeo propiamente dicho está dividido por medio de nervaduras estrechas, con lo que se configuran cavidades parciales individuales, que están ocupadas con la primera lámina decorativa. Puesto que las nervaduras estrechas tienen al mismo tiempo una función de obturación, la lámina decorativa se puede tratar posteriormente de diferentes maneras. Así, por ejemplo, la lámina decorativa se moldea por detrás en el útil de moldeo en la zona de al menos una cavidad configurada a través de la disposición de nervaduras estrechas, 45 mientras que permanece libre en al menos una zona de la sección parcial a retirar. La nervadura estrecha en el útil de moldeo forma el límite entre la sección parcial moldeada por detrás del producto semiacabado y la zona no tratada del producto semiacabado.
Después de este primer moldeo trasero se abre el útil y el producto semiacabado moldeado parcialmente por detrás permanece en la matriz y se lleva a una posición de recorte. Mientras se fija la parte moldeada por detrás del 50 producto semiacabado con la ayuda de un sistema de retención en la matriz o bien en la superficie del útil, se debilita cerca del contorno la lámina decorativa no moldeada por detrás en la zona del lado de cabeza de las nervaduras estrechas en la zona marginal, de manera que se puede retirar con la ayuda de unas pinzas, mientras que el producto semiacabado está fijado con la ayuda del sistema de retención en la cavidad. El debilitamiento de la lámina decorativa en la zona de las nervaduras estrechas se puede realizar a través de corte mecánico con la ayuda de una cuchilla o con 55 la ayuda de un rayo láser de CO2. El debilitamiento de la lámina decorativa se realiza de tal forma que la ranura
resultante está configurada hasta la proximidad de la superficie del útil de moldeo, de manera que la sección parcial a retiras se puede retirar con poca fuerza de tracción.
El moldeo trasero es con preferencia una inyección por detrás o una espumación por detrás, empleando como materiales de soporte materiales termoplásticos, como por ejemplo polipropileno (PP), polietileno (PE), poliuretano (PU), poliamida (PA), policarbonato (PC), acrilonitrilo-butadieno-estireno (ABS), copolimerizado de acrilonitrilo-butadieno-5 estireno / policarbonato. En este caso, estos plásticos pueden estar reforzados también en una forma de realización preferida, pudiendo utilizarse como materiales de refuerzo fibras, como por ejemplo fibras de vidrio, fibras naturales o fibras de carbono, o los materiales de refuerzo habituales en otro caso. Como láminas decorativas se contemplan tejidos, telas decorativas, láminas de plástico, telas de alfombras, cuero e imitaciones de cuero. Con frecuencia se emplean láminas decorativas de plástico, empleando también aquí de nuevo con preferencia materiales termoplásticos 10 como polipropileno (PP), polietileno (PE), cloruro de polivinilo (PVC) y poliuretano (PU).
Las nervaduras estrechas configuradas en el útil de moldeo poseen tanto una función de conformación como también una función de obturación y dividen la cavidad del útil en diferentes cavidades parciales, que son moldeadas por detrás de acuerdo con el concepto para la pieza moldeada o bien permanecen libres. Después de que la lámina decorativa ha sido moldeada por detrás en las zonas a moldear por detrás, se abre el útil, de manera que todas las 15 cavidades parciales son accesibles desde el exterior. Las zonas moldeadas por detrás se fijan en el útil o bien en la matriz con la ayuda de un sistema de retención, de manera que, en una forma de realización preferida, el sistema de retención comprende estampas de retención, cuyo cabezal de la estampa está provisto con una junta de obturación. La junta de obturación tiene la función de obturar la zona moldeada por detrás durante la mecanización y de protegerla contra una penetración, por ejemplo, de estelas de humo que se pueden forma durante la configuración de la ranura de 20 debilitamiento con un láser de CO2.
Después de que la primera zona decorativa está moldeada por detrás y está fijada en el útil de moldeo, se debilita la lámina decorativa no moldeada por detrás en la zona de las nervaduras estrechas, que forman el límite entre la zona moldeada por detrás y la sección parcial de la lámina decorativa no moldeada por detrás que debe retirarse. Como medio de debilitamiento se emplean a tal fin medios de corte mecánicos, como por ejemplo cuchillas o láser 25 (láser de CO2). Después del debilitamiento se puede retirar la sección parcial por medio de unas pinzas.
Para la configuración de la segunda zona decorativa se pueden seguir en este... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una pieza moldeada con diferentes zonas decorativas, que comprende las etapas:
a) inserción de una lámina decorativa (2) en un útil de moldeo (1),
b) moldeo por detrás de una primera zona decorativa con un soporte (6) de material termoplástico, 5
c) retirada de al menos una sección parcial del producto semiacabado0 fabricado de esta manera,
d) configuración de una segunda zona decorativa en el lugar de la sección parcial retirada,
caracterizado porque
i) la lámina decorativa (2) está moldeada por detrás en la zona de al menos una cavidad parcial, configurada a través de una disposición de nervaduras estrechas (9), en el útil de moldeo (1) y permanece libre en la 10 zona de al menos una sección parcial que debe retirarse,
ii) la sección parcial moldeada por detrás de la pieza moldeada se fija con la ayuda de un sistema de retención (5) en el útil (1),
iii) la lámina de soporte (2) se debilita en la zona de las nervaduras estrechas (9), que forman el límite entre la sección moldeada por detrás y la sección parcial no moldeada por detrás a retirar de la lamina decorativa 15 (2),
iv) la sección parcial no moldeada por detrás se retira con la ayuda de unas pinzas y
v) la zona de la pieza moldeada en el lugar de la sección parcial retirada se configura como segunda zona decorativa y se moldea por detrás.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque la segunda zona decorativa se 20 configura a través de la reproducción directa de una decoración sobre la superficie del soporte (6) a través del útil de moldeo (1).
3. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque después de la retirada de la sección parcial se inserta en su lugar una segunda lámina decorativa y a continuación se moldea por detrás.
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el moldeo por detrás 25 se realiza a través de inyección trasera o espumación trasera.
5. Procedimiento de acuerdo con una de las reivindicaciones 1 a 4, caracterizado porque como lámina decorativa se emplean tejidos, telas decorativas, láminas de plástico, telas de alfombras, cuero e imitaciones de cuero.
6. Procedimiento de acuerdo con una de las reivindicaciones 1 a 5, caracterizado porque como material termoplástico se emplea polipropileno (PP), polietileno (PE), poliuretano (PU), poliamida (PA), policarbonato (PC), 30 acrilonitrilo-butadieno-estireno (ABS), copolimerizado de acrilonitrilo-butadieno-estireno / policarbonato (ABS-PC).
7. Procedimiento de acuerdo con la reivindicación 6, caracterizado porque el material termoplástico está reforzado con fibras, como por ejemplo fibras de vidrio, fibras naturales o fibras de carbono.
8. Procedimiento de acuerdo con una de las reivindicaciones 1 a 7, caracterizado porque las nervaduras estrechas (9) poseen tanto un función de conformación como también una función de obturación. 35
9. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque el debilitamiento de la lámina decorativa (2) se realiza por medio de un corte mecánico.
10. Procedimiento de acuerdo con una de las reivindicaciones 1 a 8, caracterizado porque el debilitamiento de la lámina decorativa (2) se realiza con la ayuda de un rayo láser.
11. Procedimiento de acuerdo con una de las reivindicaciones 1 a 10, caracterizado porque el sistema de 40 retención comprende estampas de retención, cuyo cabezal de la estampa está equipado con una junta de obturación.
12. Dispositivo para la fabricación de un pieza moldeada que presenta diferentes zonas decorativas con
a) un útil de moldeo (1),
b) un sistema de retención (5) y
c) una herramienta de debilitamiento (3), 45
caracterizado porque
i) el útil de moldeo (1) presenta nervaduras estrechas (9) para la configuración y obturación de diferentes cavidades parciales en el útil de moldeo (1),
ii) el sistema de retención (5) comprende estampas de retención, que encajan en el útil de moldeo (1) y fijan zonas moldeadas por detrás de la pieza moldeada en la superficie de la herramienta, y 5
iii) la herramienta de debilitamiento (3) se puede insertar en la zona de las nervaduras estrechas (9) y está seleccionada a partir del grupo que comprende medios de cote mecánicos o láser.
13. Utilización de piezas moldeadas fabricadas de acuerdo con uno de los procedimientos mencionados anteriormente como revestimiento interior de automóviles, en particular cuadros de instrumentos, revestimientos de puertas o revestimiento lateral. 10
Patentes similares o relacionadas:
Dispositivo de envasado controlado térmicamente y método de fabricación, del 8 de Abril de 2020, de SONOCO DEVELOPMENT, INC.: Un dispositivo de cambio de fase para controlar la temperatura dentro de un entorno, que comprende: un material de espuma tanto con […]
Modificaciones de recipientes para minimizar los defectos durante el flujo de poliuretano reactivo, del 13 de Noviembre de 2019, de Dow Global Technologies LLC: Un procedimiento para reducir el número o el tamaño de los huecos en un poliuretano formado in situ en un recipiente, que comprende formar un flujo de al menos dos componentes […]
Proceso para moldear artículos de plástico, del 6 de Noviembre de 2019, de Upcycle Holdings Limited: Un proceso para moldear un artículo de plástico utilizando una máquina que comprende una pareja de moldes , cada uno de los cuales […]
Procedimiento de realización de un componente de guarnición de un asiento de vehículo automóvil, del 24 de Septiembre de 2018, de CERA TSC: Procedimiento de realización de un componente de guarnición de un asiento de vehículo automóvil, comprendiendo dicho procedimiento las […]
Procedimiento para el sellado de una costura, del 15 de Marzo de 2017, de SMP Deutschland GmbH: Procedimiento para el sellado de al menos una costura de al menos una piel moldeada que presenta al menos una costura , que presenta […]
Película para el recubrimiento de la huella de una suela de zapato de material polimérico a base de poliuretano, del 2 de Noviembre de 2016, de SPAC S.P.A: Una película de recubrimiento de la huella para suelas de zapatos de material polimérico a base de poliuretano que comprende una […]
Componente estructural de varias capas, procedimiento para su fabricación y uso, del 3 de Agosto de 2016, de Covestro Deutschland AG: Componente estructural de varias capas - que comprende una primera y una segunda capa de material compuesto de fibras […]
Sistema y método de moldeo de almohadillas de espuma, del 8 de Junio de 2016, de Sealed Air Corporation (US): Un sistema de moldeo para moldear almohadillas de espuma en bolsa, cada una de las cuales se forma dispensando una composición de formación de espuma […]