Procedimiento, disposición, así como la utilización de una prensa de laminado convencional para fabricar un soporte de datos en forma de tarjeta.
Procedimiento para fabricar, al menos, un soporte de datos en forma de tarjeta (9) por laminado (S7-S9) de al menos una pila (7) formada por,
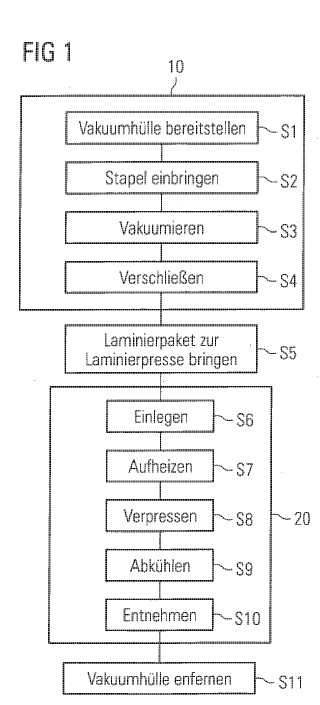
al menos, dos capas de tarjeta en una prensa de laminado (20), caracterizado porque, antes del laminado (S7-S9), la pila o las pilas (7) de capas de tarjeta se introducen (S2) en una envoltura a vacío (4) formada de una sola pieza y a continuación se aplica vacío (S3) a la envoltura a vacío (4).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11009648.
Solicitante: GIESECKE & DEVRIENT GMBH.
Nacionalidad solicitante: Alemania.
Dirección: PRINZREGENTENSTRASSE 159 81677 MUNCHEN ALEMANIA.
Inventor/es: KOHL,KLAUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B32B37/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 37/00 Procedimientos o aparatos para la estratificación, p.ej. por polimerización o curado o por unión por ultrasonidos. › caracterizado por la técnica de compresión, p.ej. utilizando la acción directa del vacio o de un fluido bajo presión.
- B32B37/18 B32B 37/00 […] › implicando únicamente la unión de hojas o paneles discretos.
- G06K19/077 FISICA. › G06 CALCULO; CONTEO. › G06K RECONOCIMIENTO DE DATOS; PRESENTACION DE DATOS; SOPORTES DE REGISTROS; MANIPULACION DE SOPORTES DE REGISTROS (impresión per se B41J). › G06K 19/00 Soportes de registro para utilización con máquinas y con al menos una parte prevista para soportar marcas digitales. › Detalles de estructura, p. ej. montaje de circuitos en el soporte.
PDF original: ES-2427439_T3.pdf
Fragmento de la descripción:
Procedimiento, disposicion, as como la utilizacion de una prensa de laminado convencional para fabricar un soporte de datos en forma de tarjeta La presente invencion se refiere a la fabricacion de un soporte de datos en forma de tarjeta a partir de una pila de, al menos, dos capas de tarjeta.
Los soportes de datos en forma de tarjeta de este tipo, tales como por ejemplo tarjetas de identificacion, tarjetas de credito y tarjetas monedero o similares, se producen por regla general mediante laminado de varias capas de tarjeta, en particular capas de plastico, con diferentes propiedades tecnicas de seguridad o de otro tipo, por ejemplo a partir de una capa de soporte y varias capas de pel cula, como por ejemplo capas de recubrimiento protectoras y capas intermedias que incluyen informacion o que presentan efectos opticos.
Las prensas de laminado utilizadas normalmente para ello generan la presion requerida y la temperatura de laminado necesaria para fundir entre s de forma irreversible las capas de tarjeta de la pila de capas de tarjeta por encima de la temperatura de reblandecimiento de los plasticos y/o de capas de adhesivo interpuestas y de este modo formar el soporte de datos.
Sin embargo, durante el laminado pueden quedar burbujas u oclusiones de aire entre las capas de tarjeta que reducen la estabilidad y durabilidad del laminado. En este caso, las capas de tarjeta laminadas se pueden separar por s solas despues de un tiempo o al menos son mas faciles de separar manualmente.
Por este motivo, entre tanto se han utilizado prensas de laminado especiales con camaras de vac o para llevar a cabo el laminado a vac o, evitando oclusiones de aire. Por ejemplo, el documento DE 4441552 A1 presenta un dispositivo de laminado, en el que las capas de plastico a laminar se introducen en un espacio que puede vaciarse de una prensa de laminado, que esta formado por un armazon de dos piezas con un fondo y una cubierta de chapa de acero. El documento GB 2279610 A presenta una prensa de laminado con cartuchos susceptibles de vaciarse en los que se pueden introducir las capas de plastico para el laminado. Sin embargo, estas prensas de laminado con vac o integrado, son tecnicamente complejas y correspondientemente caras.
Por consiguiente, el objetivo de la presente invencion consiste en proporcionar una posibilidad mas sencilla para laminado de forma fiable de una pila de capas de tarjeta sin perjuicios debidos a oclusiones de aire con el fin de obtener un soporte de datos en forma de tarjeta.
Este objetivo se resuelve mediante un procedimiento, una disposicion y una utilizacion de una prensa de laminado convencional de acuerdo con las caracter sticas indicadas en las reivindicaciones independientes. En reivindicaciones subordinadas a estas se indican configuraciones ventajosas y perfeccionamientos de la invencion.
En el procedimiento segun la invencion se fabrica un soporte de datos en forma de tarjeta a partir de una pila de, al menos, dos capas de tarjeta mediante laminado con una prensa de laminado convencional, estando contenida la pila de capas de tarjeta durante el laminado en una envoltura en la que previamente se ha hecho el vac o. Por consiguiente, antes del proceso de laminado propiamente dicho, las capas de tarjeta se introducen en una envoltura a vac o hecha de una sola pieza en la que a continuacion se hace el vac o, de tal modo que entre las capas de tarjeta individuales no queda esencialmente oclusion o camara de aire alguna. Este paquete de laminado elaborado por separado, que incluye las capas de tarjeta a laminar y la envoltura al vac o cerrada hermeticamente que las rodea, se dispone de forma adecuada en una prensa de laminado convencional y se lamina en la misma, de modo que a partir de las capas de tarjeta se puede fabricar, mediante una prensa de laminado convencional, un soporte de datos en forma de tarjeta sin oclusiones de aire.
Por el concepto "prensa de laminado convencional" se ha de entender aqu una prensa que no incluye ninguna camara de vac o integrada, es decir, una prensa que no lamina las capas de tarjeta bajo un vac o producido por la misma, sino que las lamina a presion atmosferica ambiente. En este contexto, por el concepto "aplicacion de vac o" se ha de entender el proceso en el que se retira o aspira aire del interior de la envoltura a vac o en una cantidad tal que se produce una presion negativa con respecto a la presion atmosferica ambiente, suficiente para eliminar las eventuales camaras o oclusiones de aire entre las capas de tarjeta introducidas en la envoltura a vac o.
Por consiguiente, la ventaja tecnica particular de la invencion consiste en que por un lado es posible utilizar prensas de laminado convencionales, tecnicamente sencillas y economicas, y que por otro lado es posible aprovechar las ventajas tecnicas de un laminado a vac o. De este modo, a pesar de utilizar una prensa de laminado convencional se pueden reducir los desechos por soportes de datos en forma de tarjeta laminados de forma defectuosa. Ademas, gracias al laminado de la pila de capas de tarjeta encerrada en la envoltura al vac o tambien se requiere una menor temperatura de laminado y un menor tiempo de laminado en comparacion con el laminado convencional a presion atmosferica ambiente.
Las dos o mas capas de tarjeta de la pila introducida en la envoltura de vac o pueden formar por ejemplo un paquete con una superficie grande, a partir del cual se pueden troquelar varios soportes de datos despues de aplicar el vac o y llevar a cabo el laminado. Del mismo modo, en la envoltura a vac o se pueden introducir varias pilas de capas de tarjeta superpuestas, respectivamente separadas por una chapa de laminado, de modo que, despues de aplicar el vac o y llevar a cabo el laminado, a partir de cada pila de capas de tarjeta laminada independiente se puede formar, al menos, un soporte de datos en forma de tarjeta. Las chapas de laminado que separan las pilas individuales consisten preferentemente en chapas de acero adecuadas que transmiten la presion de laminado aplicada por la prensa de laminado con la menor perdida posible y que resisten la temperatura de laminado.
La envoltura a vac o esta formada preferentemente por un material de plastico deformable y flexible que se comprime y contrae al aplicar el vac o, de modo que la envoltura al vac o se apoya del modo mas ajustado posible en las capas de plastico introducidas en la misma y las encierra esencialmente sin oclusiones de aire. Como material para la envoltura a vac o se elige, en particular, un material de plastico que resiste en proceso de laminado sin perjuicios ni deterioros, de modo que el vac o se mantiene durante todo el proceso de laminado. En particular, la temperatura de reblandecimiento de la envoltura a vac o es mayor que la temperatura de reblandecimiento de las capas de tarjeta. La envoltura a vac o se retira de la pila laminada despues del proceso de laminado.
Preferentemente, la envoltura a vac o esta configurada en forma de una pel cula tubular abierta por un extremo, o posiblemente por los dos extremos, para poder introducir las capas de tarjeta en dicha pel cula tubular. Despues de aplicar el vac o, la pel cula tubular se cierra de forma hermetica por dicho extremo abierto o por los dos extremos abiertos y el paquete de laminado formado de este modo, se introduce en la prensa de laminado. La envoltura de laminado puede consistir en particular en una pel cula tubular continua que, despues de introducir la pila de capas de tarjeta y aplicar el vac o, se cierra por delante y por detras de la pila, separandose del resto de la pel cula tubular para formar un paquete de laminado.
Las capas de tarjeta de la pila introducida en la envoltura a vac o consisten preferentemente en plastico apto para laminado o al menos contienen grandes proporciones de plastico. Entre las capas de tarjeta se pueden aplicar capas de adhesivo para que, durante el laminado, las superficies de las capas de tarjeta y/o de las capas de adhesivo se ablanden y se unan a las capas adyacentes. No obstante, ademas de los materiales de plastico, las capas de tarjeta tambien pueden incluir otros materiales o consistir por completo en los mismos, por ejemplo metal, otros materiales conductores o similares.
Preferentemente, del modo anteriormente descrito se fabrican soportes de datos en forma de tarjeta que incluyen al menos tres capas de tarjeta: una capa de recubrimiento o proteccion superior y otra inferior, posiblemente transparentes, y, al menos, una capa intermedia que incluye un circuito integrado y/o informacion impresa y/o estructuras con efectos opticos, opticamente variables o que proporcionan informacion de otro modo. En este contexto, las temperaturas de ablandamiento de las respectivas capas de plastico y de la envoltura a vac o, por un lado, y la temperatura de laminado de... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar, al menos, un soporte de datos en forma de tarjeta (9) por laminado (S7-S9) de al menos una pila (7) formada por, al menos, dos capas de tarjeta en una prensa de laminado (20) , caracterizado porque, antes del laminado (S7-S9) , la pila o las pilas (7) de capas de tarjeta se introducen (S2) en una envoltura a vac o (4) formada de una sola pieza y a continuacion se aplica vac o (S3) a la envoltura a vac o (4) .
2. Procedimiento segun la reivindicacion 1, caracterizado porque la envoltura a vac o (4) con la pila o las pilas (7) de capas de tarjeta introducidas dentro de la misma se somete a vac o (S3) fuera de la prensa de laminado (20) e independientemente de esta.
3. Procedimiento segun la reivindicacion 1 o 2, caracterizado porque la envoltura a vac o (4) se somete a vac o (S3) de tal modo que entre las capas de tarjeta ya no queda aire ocluido alguno.
4. Procedimiento segun una de las reivindicaciones 1 a 3, caracterizado porque se utiliza (S1) una envoltura a vac o
(4) consistente en un material de plastico flexiblemente deformable que durante la aplicacion de vac o (S3) se contrae de tal modo que la envoltura a vac o (4) encierra la pila (7) de capas de tarjeta introducida dentro de la misma sin aire ocluido alguno.
5. Procedimiento segun una de las reivindicaciones 1 a 4, caracterizado porque en la envoltura a vac o (4) se introduce (S2) al menos una pila (7) de capas de tarjeta formando un paquete, porque el paquete se lamina (S7-S9) despues de la aplicacion de vac o (S3) a la envoltura a vac o (4) , y porque a partir del paquete laminado se cortan por troquelado varios soportes de datos (9) .
6. Procedimiento segun una de las reivindicaciones 1 a 5, caracterizado porque en la envoltura a vac o (4) se introducen (S2) varias pilas (7) superpuestas formadas, por al menos, dos capas de tarjeta respectivas que estan separadas entre s por chapas de laminado (6) , y porque, despues de la aplicacion de vac o (S3) a la envoltura a vac o (4) , las diversas pilas (7) de capas de tarjeta se laminan (S7-S9) de tal modo que se forman varios soportes de datos (9) .
7. Procedimiento segun una de las reivindicaciones 1 a 6, caracterizado porque como envoltura a vac o (4) se utiliza (S1) una pel cula tubular abierta, al menos, por un extremo que, despues de la introduccion (S2) de la o las pilas (7) de capas de tarjeta, se somete a vac o (S3) y se cierra hermeticamente por el o los extremos abiertos.
8. Procedimiento segun una de las reivindicaciones 1 a 7, caracterizado porque en la envoltura a vac o (4) se introduce (S2) al menos una pila (7) de capas de tarjeta que incluye una capa de recubrimiento superior y otra inferior y, al menos, una capa intermedia con un circuito integrado y/o con informacion portada en forma optica o de otra forma f sica diferente, aplicada sobre la misma o dispuesta dentro de esta.
9. Procedimiento segun una de las reivindicaciones 1 a 8, caracterizado porque se utiliza (S1) una envoltura a vac o
(4) de un material de plastico cuya temperatura de reblandecimiento es superior a una temperatura de reblandecimiento de las capas de tarjeta.
10. Procedimiento segun la reivindicacion 8, caracterizado porque la prensa de laminado (20) actua (S7, S8) sobre las capas de tarjeta encerradas al vac o en la envoltura a vac o (4) con una temperatura de laminado que es inferior a la temperatura de reblandecimiento de la envoltura a vac o (4) y superior a la temperatura de reblandecimiento de las capas de tarjeta.
11. Procedimiento segun una de las reivindicaciones 1 a 10, caracterizado porque la envoltura a vac o (4) sometida a vac o se dispone en la prensa de laminado (20) entre almohadillas de prensa (3) y chapas de laminado (5) , y porque la o las pilas (7) de capas de tarjeta se calientan (S7) hasta una temperatura de laminado predeterminada, se comprimen (S8) y se enfr an (S9) .
12. Procedimiento segun una de las reivindicaciones 1 a 11, caracterizado porque la o las pilas (7) de capas de tarjeta se laminan (S7-S9) con una prensa de laminado que lamina a presion atmosferica ambiente.
13. Disposicion para fabricar, al menos, un soporte de datos en forma de tarjeta (9) que incluye una prensa de laminado (20) y una envoltura a vac o (4) que esta dispuesta dentro de la prensa de laminado (20) , preparada segun una de las reivindicaciones 1 a 9 y sometida a vac o y que encierra, al menos, una pila (7) a laminar formada por, al menos, dos capas de tarjeta, estando adaptada la prensa de laminado (20) para laminar la o las pilas (7) de capas de tarjeta segun una de las reivindicaciones 1 a 12.
14. Disposicion segun la reivindicacion 13, que incluye un dispositivo de vac o (10) independiente de la prensa de laminado (20) , que esta adaptado para aplicar un vac o a la o las pilas (7) de capas de tarjeta segun una de las reivindicaciones 1 a 9 introducidas en la envoltura a vac o (4) .
15. ºtilizacion de una prensa de laminado (20) que lamina a presion atmosferica ambiente para laminar al menos una pila (7) formada por al menos dos capas de tarjeta de acuerdo con un procedimiento segun una de las reivindicaciones 1 a 12, de tal modo que no hay ninguna inclusion de aire entre las capas de tarjeta.
ºigura
ºigura 2
ºigura
REFERENCIASºCIAADASºEN ºAAºDESCRIPCION
La lista de referencias citada por el solicitante lo es solamente para utilidad del lector, no formando parte de los documentos de patente europeos. Aun cuando las referencias han sido cuidadosamente recopiladas, no pueden excluirse errores u omisiones y la OEP rechaza toda responsabilidad a este respecto.
Documentosºdeºpatente ºcttadosºenºlaºdescrtpcton • DE 4441552 A1 [0005] • GB 2279610 A [0005]
Patentes similares o relacionadas:
Ensamble de etiqueta RFID e instrumento quirúrgico, del 17 de Junio de 2020, de SPA Track Medical Limited: Un ensamble de etiqueta RFID que comprende: una etiqueta RFID pasiva de montaje en metal , la etiqueta RFID que comprende un chip de circuito […]
Sistema de antena para determinar un tránsito de un objeto en movimiento a través de un área de interés, del 10 de Junio de 2020, de Fraunhofer-ges. zur Förderung der Angewandten Forschung E.V: Un sistema (2a-d) de antena para determinar el tránsito de un objeto en movimiento a través de un área de interés dentro de un plano de detección, […]
Método y sistema para una etiqueta de identificación por radiofrecuencia usando un protocolo de comunicación de conjunto reducido, del 3 de Junio de 2020, de SENSORMATIC ELECTRONICS, LLC: Un método para descodificar una señal recibida desde un lector de identificación por radiofrecuencia, RFID , comprendiendo el método: - recibir una señal […]
Sistema de sellado y método para instalar un sistema de sellado, del 3 de Junio de 2020, de THE EUROPEAN ATOMIC ENERGY COMMUNITY (EURATOM), REPRESENTED BY THE EUROPEAN COMMISSION: Sistema de sellado para contenedores nucleares, que sella una tapa de contenedor de un contenedor nuclear a un cuerpo de contenedor de dicho contenedor nuclear, dicho […]
Capa transpondedora y procedimiento para su producción, del 27 de Mayo de 2020, de Linxens Holding S.A.S: Capa transpondedora con un sustrato de antena , que en un lado de antena está dotada de una antena formada por un conductor de hilos y un chip […]
Procedimiento de fabricación de puentes dieléctricos de identificación sin contacto, del 13 de Mayo de 2020, de Foucault, Jean Pierre: Procedimiento de fabricación de puentes dieléctricos de identificación sin contacto de un paso estandarizado y de una tolerancia ampliada, o de etiquetas […]
Antena para etiqueta de identificación y etiqueta de identificación con antena, del 6 de Mayo de 2020, de Datamars S.A: Una etiqueta de identificación de frecuencia ultra alta para acoplarse a un animal, comprendiendo dicha etiqueta de identificación: un cuerpo (12, 14, 112, […]
Tarjeta de circuito integrado sin contacto con control digital, del 29 de Abril de 2020, de Smart Packing Solutions: Tarjeta de circuito integrado con funcionamiento sin contacto, destinada a comunicarse con un lector de tarjeta de circuito integrado que funciona a una frecuencia […]