PROCEDIMIENTO DE TRABAJO Y DISPOSITIVO PARA ALISAR RUEDAS DENTADAS.
Aparato de control automático de dos mecanismos de desplazamiento de traslación de una barra,
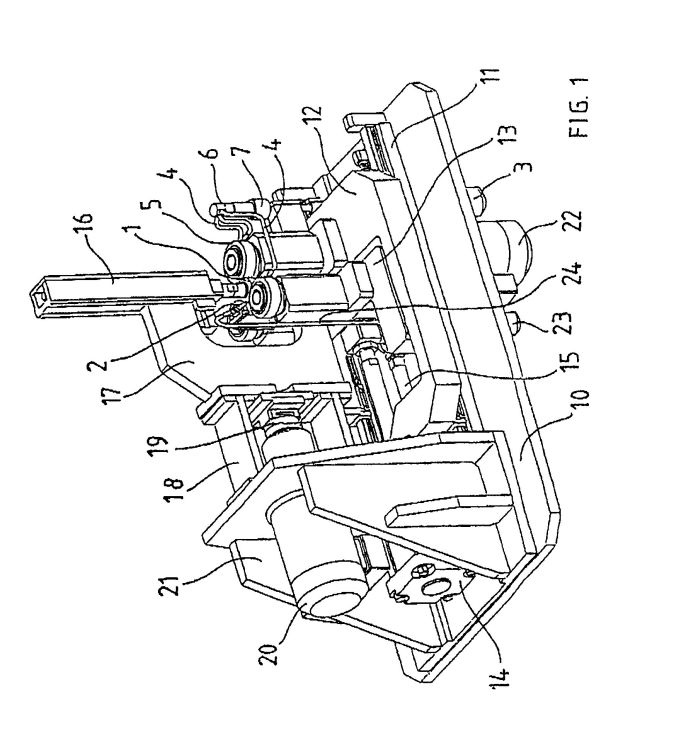
incluyendo un primer mecanismo (6) de desplazamiento de traslación, situado en una máquina para mecanizar (4) por torneado, y un segundo mecanismo (18) de desplazamiento de traslación, situado en una instalación de carga (1) secuencial de tales barras (2) en una parte rotatoria tubular (3) de la máquina de mecanizado (4), - estando constituido esencialmente dicho primer mecanismo (6) de desplazamiento de traslación . por un conjunto mecánico, llamado contrapunto (7), que .. es guiado por traslación sobre la máquina de mecanizado (4), según un eje de traslación (8), y .. comprende una parte tubular (3) que, al girar por accionamiento alrededor de un eje de rotación (9) paralelo al eje de traslación (8), recibe una parte extrema de la barra (2) y lleva una pinza (10) de sustentación radial de esta parte extrema, . por un medio motor (11), llamado primer medio motor (11), que está accionado por un primer medio de accionamiento (12), todo ello siguiendo dos sentidos opuestos (S1, S2) con el fin de que, a lo largo de cada ciclo de mecanizado de una pieza (5), se pueda dotar al conjunto mecánico, llamado contrapunto (7), de movimientos de traslación, - dicho segundo mecanismo (18) de desplazamiento de traslación, . está destinado a asegurar funciones de desplazamiento de traslación de una barra (2) para poder obtener, particularmente, el empuje de la barra (2), en secuencia, a través de la parte rotatoria tubular (3), hasta que se haya realizado un número determinado de piezas (5), segundo mecanismo de desplazamiento de traslación (18), en el interior de la instalación de carga (1), . que integra un medio motor (22) del tipo accionado por pasos, el aparato (21) de control automático de dos mecanismos llamados primero y segundo caracterizado porque comprende: - un primer elemento (23) consistente en una regla alargada que consta de por lo menos una pluralidad de marcas de referencia (230) dispuestas sucesivamente según su dimensión longitudinal, para definir un paso determinado e indicar de manera diferenciada dos sentidos opuestos (S1, S2) de lectura de este primer elemento (23) según su dimensión longitudinal, - un segundo elemento (24) consistente en un detector de marcas de referencia (230) de las que se dota al primer elemento (23), detectando, por una parte, este segundo elemento (24) cada paso de un desplazamiento relativo entre el primer elemento (23) y el segundo elemento (24), así como el sentido de este desplazamiento y elaborando, por otra parte, una señal de paso y de sentido de desplazamiento, - un tercer elemento (25) y un cuarto elemento (26) de fijación, de uno de dichos primer elemento (23) y segundo elemento (24), uno sobre el contrapunto (7) y el otro sobre una parte inmóvil (100) de la instalación de carga (1), estando dispuestos dichos tercer elemento (25) y cuarto elemento (26) de tal manera que cualquier desplazamiento de traslación del contrapunto (7) induce un desplazamiento relativo de traslación entre el primer elemento (23) y el segundo elemento (24), que tiene un valor idéntico y un sentido idéntico a los del desplazamiento relativo de este contrapunto (7), - un quinto elemento (27) para aplicar a dicho segundo medio (22) motor del segundo mecanismo de desplazamiento de traslación (18), en el interior de la instalación de carga (1), la señal de paso y de sentido de desplazamiento elaborada en el segundo elemento (24), para accionar instantáneamente dicho segundo medio (22) motor de la instalación de carga (1) en función de cada paso detectado y del sentido de desplazamiento detectado.
Tipo: Resumen de patente/invención.
Solicitante: LINNENBRINK, WOLFGANG.
Nacionalidad solicitante: Alemania.
Dirección: POLLBREDE 8,34414 WARBURG-RIMBECK.
Inventor/es: LINNENBRINK,WOLFGANG.
Fecha de Publicación: .
Fecha Solicitud PCT: 1 de Marzo de 2004.
Fecha Concesión Europea: 19 de Marzo de 2008.
Clasificación PCT:
- B21H5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 5/00 Fabricación de ruedas dentadas. › de ruedas rectas.
- B23Q11/10 B […] › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 11/00 Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P). › Dispositivos para el enfriamiento o lubrificación de las herramientas o de las piezas trabajadas (incorporados a las herramientas, ver la subclase correspondiente a la herramienta).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Patentes similares o relacionadas:
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]
Dispositivo y procedimiento para la producción de perfilados de piezas a modo de engranajes, del 12 de Octubre de 2016, de ERNST GROB AG: Dispositivo para la fabricación de piezas cilíndricas , las cuales presentan un perfilado definido, con una sujeción de pieza desplazable axialmente y girable […]
Planetario para un husillo de accionamiento rodante planetario, del 21 de Septiembre de 2016, de SCHAEFFLER TECHNOLOGIES GMBH & CO. KG: Planetario para un husillo de accionamiento rodante planetario en el que a lo largo de su eje planetario se configura una sección central con un diámetro mayor […]
Procedimiento y dispositivo para la fabricación de componentes metálicos rotacionalmente simétricos, del 27 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes rotacionalmente simétricos de metal, especialmente acero, en el que se dispone de forma no giratoria una […]
 Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
 Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
 Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
 Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]