Procedimiento de soldadura por fricción.
Procedimiento para unir componentes de agujas de cambio de vía o de cruzamientos de fundición de acero duro al manganeso o de carriles de acero duro al manganeso con carriles de acero al carbono,
caracterizado por el hecho de que los componentes a unir entre sí, se unen sin interposición de una pieza intermedia por soldadura por fricción, donde la unión por soldadura se enfría en contacto con aire estático, sin tratamiento térmico.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2005/000487.
Solicitante: voestalpine Weichensysteme GmbH.
Nacionalidad solicitante: Austria.
Dirección: Alpinestrasse 1 8740 ZELTWEG AUSTRIA.
Inventor/es: OSSBERGER,HEINZ, STOCKER,ERIK.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K101/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 101/00 Objetos fabricados por soldadura sin fusión, soldadura o corte. › Carriles para ferrocarriles o similares.
- B23K20/12 B23K […] › B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado. › siendo producido el calor por fricción; Soldadura por fricción.
- E01B11/44 CONSTRUCCIONES FIJAS. › E01 CONSTRUCCION DE CARRETERAS, VIAS FERREAS O PUENTES. › E01B VIAS FERREAS; HERRAMIENTAS PARA VIAS FERREAS; MAQUINAS PARA LA CONSTRUCCION DE VIAS FERREAS DE CUALQUIER TIPO (dispositivos descarriladores o para situar los vehículos en la vía, frenos de vía o dispositivos ralentizadores B61K; retirada de materia indeseable de las vías de ferrocarril, control de la vegetación, applicación de líquidos E01H). › E01B 11/00 Uniones de carriles (conexiones eléctricas de los carriles B60M 5/00). › Uniones de carriles no desmontables; Uniones soldadas (métodos de soldadura B23K).
- E01B7/00 E01B […] › Cambios de aguja; Cruces (mecanismos de maniobra B61L).
PDF original: ES-2515098_T3.pdf
Descripción:
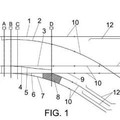
Procedimiento de soldadura por fricción La invención se refiere a un procedimiento para unir componentes de agujas de cambio de vía o de cruzamientos de fundición de acero duro al manganeso o de carriles de acero duro al manganeso con carriles de acero al carbono.
Para la unión de piezas centrales de fundición de acero duro al manganeso con carriles normalizados, ya se propuso en el documento AT 350881 B, así como en el documento DE 2834282 A la realización de una soldadura a tope por chispas, con la que se une una pieza intermedia con un carril normalizado. En consecuencia, de acuerdo con esta propuesta anterior, se cortó la pieza intermedia a una longitud de como máximo 20 a 25 mm, después de lo cual se realizó la unión de la pieza intermedia con la pieza central de fundición de acero duro al manganeso, mediante una soldadura a tope por chispas adicional. Este segundo proceso de soldadura requería un enfriamiento más rápido que tras el primer proceso de soldadura, donde mediante el enfriamiento más lento debía evitarse un endurecimiento del acero del carril. La utilización de la pieza intermedia era necesaria particularmente, por el hecho de que en el caso de procesos de soldadura de este tipo, se difundían elementos de aleación en el acero al carbono del carril normalizado, por lo que el resultado eran estructuras no definidas con precisión, y con ello un riesgo de rotura elevado. Las piezas intermedias han de considerarse ahora por el contrario como esencialmente más blandas frente a la fundición de acero duro al manganeso, y por este motivo están expuestas a un alto desgaste. Los aceros austeníticos, como se propusieron para este tipo piezas intermedias, son por lo tanto menos resistentes al desgaste que el material de la pieza central, de manera que en el caso de un dimensionamiento demasiado largo de este tipo piezas intermedias, pudo observarse una abolladura en la superficie de rodadura de la pieza intermedia. Si por el contrario, se elige la pieza intermedia demasiado corta, existe de nuevo el riesgo de la difusión de elementos de aleación del acero duro al manganeso al acero al carbono. Las piezas intermedias sirven de este modo para separar los dos puntos de soldadura en términos térmicos, para poder cumplir con las respectivas condiciones de enfriamiento exigidas en los correspondientes puntos de soldadura, y para evitar fragilizaciones. Las fragilizaciones de la fundición de acero duro al manganeso se deben en este caso principalmente a los efectos de la difusión mientras que el acero al carbono puede enfriarse en blando correspondientemente, debido a la temperatura de la soldadura a tope por chispas.
Del documento EP 0070774 A, que se considera como el estado de la técnica más cercano, se infiere un procedimiento para la producción de una unión entre un carril de fundición de acero al manganeso y un carril de acero al carbono, donde para el componente de carril de fundición de acero al manganeso ha de utilizarse una aleación especial. Para este tipo de uniones entre acero al manganeso austenítico y una pieza de trabajo de acero, ya se propusieron en el documento EP 181251 A, masas fundidas aluminotérmicas y la colada de un metal obtenido de este modo entre dos componentes de carril que se encuentran en un molde a una distancia. En el documento AT 395122 B se propuso una pieza intermedia de un acero austenítico de bajo contenido en carbono estabilizado con niobio y/o titanio, y se utilizó en particular un acero al cromo-níquel, donde aquí también fue necesario un tratamiento térmico después de la primera unión por soldadura entre la pieza intermedia y el carril normalizado, y particularmente se propuso un recocido por difusión a temperaturas entre 350º y 1000º C.
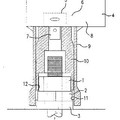
La invención tiene como objetivo crear un procedimiento del tipo nombrado inicialmente, en el que la no utilización de piezas intermedias baste para lograrlo. Para la solución de esta tarea, el procedimiento según la invención consiste esencialmente, en que los componentes a unirse entre sí, se unen sin interponer una pieza intermedia por soldadura por fricción, donde la unión por soldadura se enfría en contacto con aire estático sin tratamiento térmico. De manera inesperada, ha podido verse que mediante la utilización de un procedimiento de soldadura por fricción, la carga térmica de los puntos de soldadura puede reducirse hasta tal punto, en comparación con otros procedimientos de soldadura conocidos, que los procesos de difusión pueden limitarse a un mínimo, y que las transposiciones térmicas no deseadas pueden eliminarse casi por completo. Mediante la utilización de la soldadura por fricción como procedimiento para la producción de la unión, puede prescindirse completamente de la interposición de una pieza intermedia, sin la necesidad de un tratamiento térmico separado después de la unión por soldadura. El único o en su caso necesario, tratamiento térmico, pero que no debe ser considerado como tratamiento térmico, sería un precalentamiento del carril normalizado para poder alcanzar las temperaturas requeridas para la unión por soldadura de una manera sencilla. De todos modos se logra enfriar sin tratamiento térmico, en contacto con aire estático, la unión por soldadura también sin interposición de una pieza intermedia, con lo que el procedimiento se simplifica significativamente frente a los procedimientos conocidos.
Con toda seguridad no será necesario un tratamiento térmico posterior tras la soldadura con la fundición de acero duro al manganeso. Únicamente puede resultar ventajoso para el proceso de soldadura por fricción, un precalentamiento de los carriles normalizados.
En general, por lo tanto, puede prescindirse de tratamientos térmicos laboriosos de manera particularmente sencilla, mediante la utilización de procedimientos de soldadura por fricción conocidos, como pueden inferirse por ejemplo del documento EP 1459833 A1 o del documento WO 2004/028733 A1, donde de forma inesperada pueden eliminarse efectos secundarios negativos de los procedimientos de soldadura conocidos, también sin la utilización de piezas intermedias, y puede prevenirse la formación de zonas blandas por recocido, que pueden conducir a formación de abolladuras.
Reivindicaciones:
1. Procedimiento para unir componentes de agujas de cambio de vía o de cruzamientos de fundición de acero duro al manganeso o de carriles de acero duro al manganeso con carriles de acero al carbono, caracterizado por el hecho de que los componentes a unir entre sí, se unen sin interposición de una pieza intermedia por soldadura por fricción, donde la unión por soldadura se enfría en contacto con aire estático, sin tratamiento térmico.
Patentes similares o relacionadas:
Punto de fijación de carriles para vehículos ferroviarios, del 14 de Agosto de 2019, de Vossloh Fastening Systems GmbH: Punto de fijación, en el que están fijados carriles (S1, S2), previstos para vehículos ferroviarios, que presentan cada uno de ellos una base de carril (Sf1, Sf2), un alma […]
BASTIDOR PARA COMPROBADOR LINEAL DE DESVÍOS DE LÍNEAS FERROVIARIAS, del 20 de Diciembre de 2018, de SUMINISTROS Y MONTAJES ALFAR, S.L.: 1. Bastidor para comprobador lineal de desvíos de líneas ferroviarias que comprende una placa base horizontal adaptada para soportar al comprobador […]
Corazón de cruzamiento de travesía, del 30 de Agosto de 2017, de Vossloh Laeis GmbH: Corazón de cruzamiento de travesía , en particular para vías de tranvía, con un primer carril de corazón de cruce que lleva a un carril normalizado […]
Mecanismo de cambio de carril-guía, del 27 de Julio de 2016, de THE TEXAS A & M UNIVERSITY SYSTEM: Un mecanismo de cambio de carril-guía que comprende: una sección alargada de carril-guía flexible que tiene un primer extremo (14a) y un segundo extremo (14b), […]
 Sistema de cambio de via de tres hilos, del 22 de Junio de 2015, de DURO FELGUERA RAÍL, S.A: Sistema de cambio de vía de tres hilos.
El sistema está previsto para su aplicación en vías de tres hilos, en donde los hilos corresponden a los carriles de […]
Sistema de cambio de via de tres hilos, del 22 de Junio de 2015, de DURO FELGUERA RAÍL, S.A: Sistema de cambio de vía de tres hilos.
El sistema está previsto para su aplicación en vías de tres hilos, en donde los hilos corresponden a los carriles de […]
Corona de cruce para sistemas de guiado en transportes públicos, del 14 de Octubre de 2014, de GUIX MAÑOSA , Ricardo: 1. Corona de cruce para sistemas de guiado en transportes públicos caracterizado porque comprende: - una placa giratoria en la que se dispone […]
 HERRAMIENTA DE PAR DE TORSION ACCIONADA POR FLUIDO PARA EL APRIETE DEUNA TUERCA EN UNA PLACA EN CRUCES FERROVIARIOS Y METODO PARA LA PUESTA EN PRACTICA DE LA MISMA, del 11 de Septiembre de 2013, de JUNKERS, JOHN K.: Herramienta de par de torsión accionada por fluido para el apriete de una tuerca en una placa en cruces ferroviarios y método para la puesta en práctica de la misma.
Consiste […]
HERRAMIENTA DE PAR DE TORSION ACCIONADA POR FLUIDO PARA EL APRIETE DEUNA TUERCA EN UNA PLACA EN CRUCES FERROVIARIOS Y METODO PARA LA PUESTA EN PRACTICA DE LA MISMA, del 11 de Septiembre de 2013, de JUNKERS, JOHN K.: Herramienta de par de torsión accionada por fluido para el apriete de una tuerca en una placa en cruces ferroviarios y método para la puesta en práctica de la misma.
Consiste […]
 RAMPA DE PROTECCION DE UN RIEL DE ALA DE UN DESVIO, del 20 de Octubre de 2010, de DB NETZ AG: Riel de alas de un desvío para vías de tránsito de vehículos sobre rieles, en el que una rueda ahuecada por desgaste de un vehículo sobre rieles que se encuentra transitando […]
RAMPA DE PROTECCION DE UN RIEL DE ALA DE UN DESVIO, del 20 de Octubre de 2010, de DB NETZ AG: Riel de alas de un desvío para vías de tránsito de vehículos sobre rieles, en el que una rueda ahuecada por desgaste de un vehículo sobre rieles que se encuentra transitando […]