PROCEDIMIENTO DE FABRICACION DE CALZADO.
Procedimiento de fabricación de calzado, mediante un molde (1 y 2) y un contramolde en forma de horma (3),
entre los que se disponen las piezas (4 y 5) que conformarán el corte, delimitando estas piezas entre sí canales (9) que junto con huecos (10 y 11) delimitados entre molde y contramolde determinan una red de canales y huecos en los que se inyecte un material termoplástico en estado fundido
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P200900830.
Solicitante: HERNANDEZ HERNANDEZ, ADRIAN.
Nacionalidad solicitante: España.
Provincia: ALICANTE.
Inventor/es: HERNANDEZ HERNANDEZ,ADRIAN.
Fecha de Solicitud: 26 de Marzo de 2009.
Fecha de Publicación: .
Fecha de Concesión: 1 de Septiembre de 2011.
Clasificación Internacional de Patentes:
- A43D11/00 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43D MAQUINAS, HERRAMIENTAS, EQUIPOS O PROCEDIMIENTOS PARA LA FABRICACION O LA REPARACION DEL CALZADO (costura D05B). › Máquinas para el tratamiento preparatorio o el ensamblaje de las partes del empeine, de los contrafuertes o de las plantillas interiores sobre sus hormas con anterioridad a las operaciones de montaje o de ahormado; Aplicación o levantamiento de revestimientos protectores.
- B29D35/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 35/00 Fabricación de calzado. › con suelas o tacones preformados unidos sobre empeines preformados utilizando una técnica de moldeo, p. ej. por alimentación o por inyección materia plástica entre las diferentes partes a unir.
- B29D35/12 B29D 35/00 […] › Fabricación de sus partes constitutivas, p. ej. suelas, tacones, empeines, por técnica de moldeo.
Clasificación PCT:
- A43D11/00 A43D […] › Máquinas para el tratamiento preparatorio o el ensamblaje de las partes del empeine, de los contrafuertes o de las plantillas interiores sobre sus hormas con anterioridad a las operaciones de montaje o de ahormado; Aplicación o levantamiento de revestimientos protectores.
- B29D35/10 B29D 35/00 […] › con suelas o tacones preformados unidos sobre empeines preformados utilizando una técnica de moldeo, p. ej. por alimentación o por inyección materia plástica entre las diferentes partes a unir.
- B29D35/12 B29D 35/00 […] › Fabricación de sus partes constitutivas, p. ej. suelas, tacones, empeines, por técnica de moldeo.
Fragmento de la descripción:
Procedimiento de fabricación de calzado.
Campo de la invención
La presente invención se refiere a un procedimiento de fabricación de calzado compuesto por un piso inyectado y un corte formado a base de piezas de piel natural o sintética, elásticos, adornos, etc.
Más concretamente el procedimiento de la invención está concebido para la fabricación de calzado del tipo expuesto, en el que el corte, formado por más de una pieza, carece de costuras.
Antecedentes de la invención
La fabricación de un calzado por los procedimientos tradicionales comprende las siguientes operaciones:
- Cortado de piezas de corte, que formarán la parte superior del calzado.
- Unión de estas piezas de forma manual, mediante colas, costuras, inclusión de refuerzos y elementos decorativos, etc.
- Por otra parte se realiza un proceso que es la fabricación de la plantilla de montado, que requiere el corte y conformado de la misma sobre la superficie inferior de la horma.
- Posteriormente se realizan procesos de preparación para el montado, tales como la colocación de refuerzos en la parte posterior y delantera que conformarán el contrafuerte y topes.
- Fijación con grapa o celo de la plantilla sobre la superficie inferior de la horma.
- Montado de los diferentes componentes, para lo cual pueden seguirse diferentes vías, siendo la mas usual el montado a máquina, donde se coloca el corte sobre la horma, con la plantilla de montado por debajo.
- Introducción del conjunto montado en un horno de conformado, para que los materiales se estabilicen y conserven la forma.
- Lijado de la cara flor del corte con la forma de la suela previamente marcada.
- Aplicación de cola a la parte lijada y también a la suela, previamente preparada químicamente para el anclaje de la cola.
- Fabricación independiente, generalmente por empresas auxiliares, de la suela compuesta en la mayoría de los casos a base de materiales de inyec- ción.
- Pegado de la suela mediante un correcto posicionamiento y aplicación de presión a la máquina.
- Deshormado del calzado finalizado para su posterior limpieza y aplicación de algún tipo de acabado final.
El proceso descrito supone un elevado número de operaciones y requiere considerable mano de obra, encareciendo enormemente la fabricación del calzado.
Descripción de la invención
La presente invención tiene por objeto un procedimiento de fabricación de calzado, mediante un número reducido de operaciones en comparación con los procesos tradicionales, permitiendo así reducir los costos de fabricación.
Otro objeto de la invención es poder obtener un calzado con un aspecto diferente y más atractivo que los calzados obtenidos por los procedimientos tradicionales.
La fabricación del calzado con el procedimiento de la invención se lleva a cabo mediante las siguientes etapas:
a) Cortado de las piezas que conformarán el corte del calzado.
b) Preparación de un molde y contramolde, cuyo molde está compuestos por dos o más partes que reproducen interiormente la configuración externa del calzado en su totalidad, corte y piso, y disponen de áreas cuyo contorno corresponde al de las piezas que conformarán el corte del calzado. El contramolde adopta forma de horma metálica y delimita con la superficie interna del molde huecos que corresponderán al volumen del corte y piso.
c) Colocar las piezas que conformará el corte del calzado en las áreas definidas en el interior del molde, respecto de las que sobresaldrán para delimitar huecos y canales vacíos.
d) Inyectar un material termoplástico en estado fundido en el molde, hasta llenar todos los huecos y canales delimitados por las piezas que conformarán el corte y entrar en contacto con dichas piezas.
e) Proceder a la apertura del molde y extracción de la horma que constituye el contramolde, disponiendo así del calzado ya finalizado.
El procedimiento de la invención, con las etapas descritas permite la eliminación de la casi totalidad de operaciones de los procedimientos tradicionales, permitiendo con ello una elevada reducción en el coste de mano de obra.
En el procedimiento de la invención la superficie interna de las partes que conforman el molde reproduce el volumen total del calzado, incluyendo el corte y el piso. Las zonas que reproducen el corte presentan una topografía que comprende áreas separadas por nervios de pequeña altura, en cuyas áreas se colocan las piezas del corte, de mayor grosor que los nervios, delimitando dichas piezas una red de canales y huecos, incluyendo el volumen correspondiente al piso, que, al inyectar el material termoplástico en estado fundido, configura un esqueleto que queda en contacto con las piezas del corte, para servir como medio de unión entre las mismas, al mismo tiempo que conformará el piso o suela del calzado, con el que queda conectado el esqueleto antes citado.
Las áreas destinadas a recibir las piezas que conformarán el corte, delimitadas por los nervios antes comentados, dispondrán de medios de fijación de dichas piezas, para asegurar su posicionado durante la inyección del material termoplástico. Estos medios de fijación pueden consistir en un recubrimiento de naturaleza adhesiva, con reducida capacidad de fijación, que cubrirá al menos parte de la superficie de las áreas citadas. También los medios de fijación citados pueden consistir en pequeños salientes puntiagudos, a modo de pequeñas agujas, que sobresale de la superficie de las áreas citadas y que serán de menor altura que el grueso de las piezas que conformarán el corte del calzado.
La colocación de las piezas que conformarán el corte se lleva a cabo con el molde abierto, en posición invertida. Una vez colocados todos los componentes del corte las diferentes partes que conforman el molde se acoplan sobre la horma metálica que actúa como contramolde, quedando el conjunto de molde cerrado para efectuar la inyección del material termoplástico en estado fundido. Posteriormente, una vez curado el material inyectado, se procede a la apertura del molde, se saca la horma del calzado y se dispone ya de un calzado terminado con corte y suela conformados, con una apariencia general de un calzado tradicional pero con un carácter propio y especial, ya que carecerá de costuras, dando así un aspecto diferente a la superficie superior vista del calzado.
Como puede comprenderse sobre el calzado obtenido por el procedimiento de la invención puede aplicarse cualquier otro componente mediante cosido, remachado, etc.
En el procedimiento de la invención puede aplicarse un revestimiento de material adecuado sobre la superficie de la horma, antes de la inyección, por ejemplo a base de un forro de piel o tejido que estarla en contacto con la cara flor hacia la horma y la cara de carne hacia el fluido. Con esto conseguiríamos un calzado con corte y forro, así como también dejar ocultos entre forro y corte los nervios del material termoplástico. Es decir que al ver el calzado por el interior, solo veríamos forro, en lugar de la piel de corte por su carne y los nervios de material termoplásticos que unen las piezas de dicho corte. En este forro si pueden utilizarse costuras, para su formación.
Breve descripción de los dibujos
El procedimiento de fabricación de la invención se representa en los dibujos adjuntos, dados a título de ejemplo no limitativo, en los que:
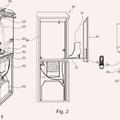
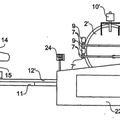
La figura 1 es una vista en planta de un molde utilizado para la fabricación de calzado, de acuerdo con la invención.
La figura 2 es una sección longitudinal del molde y horma que actúa como contramolde, tomada según la linea de corte II-II de la figura 1.
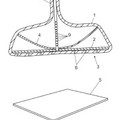
La figura 3 corresponde al detalle A de la figura 2, a mayor escala.
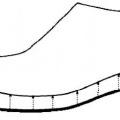
La figura 4 muestra en alzado lateral la posición de las diferentes piezas que entran a formar parte del corte del calzado.
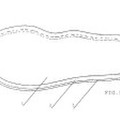
La figura 5 representa la red de nervios y piso obtenidos al inyectar el material termoplástico en el conjunto de horma y contrahorma de la figura 2.
La figura 6 muestra en alzado lateral un calzado obtenido con el procedimiento de la invención.
Descripción detallada de una forma de realización
La fabricación...
Reivindicaciones:
1. Procedimiento de fabricación de calzado, que comprende un corte compuesto por piezas independientes, caracterizado porque comprende las etapas de:
a) cortado de las piezas que conformarán el corte del calzado;
b) preparación de un molde y contramolde, entre los que se delimita un espacio que corresponde al volumen del corte y piso, cuyo molde está compuesto por dos o más partes que reproducen interiormente la configuración externa del calzado y disponen de áreas cuyo contorno corresponde al de las piezas que conformarán el corte del calzado, y cuyo contramolde adopta forma de horma metálica y delimita con la superficie interna de las piezas que conforman el molde un volumen que corresponde al del corte y piso del calzado.
c) colocar las piezas que conformarán el corte del calzado en las áreas definidas en el interior del molde, de las que sobresalen para delimitar huecos y canales vacíos;
d) inyectar un material termoplástico en estado fundido en el molde, hasta llenar todos los huecos formados entre molde y contramolde, así como los canales delimitados por las piezas que conformarán el corte y entrar en contacto con dichas piezas;
e) proceder a la apertura del molde y extracción de la horma que constituya el contramolde.
2. Procedimiento según la reivindicación 1, caracterizado porque las áreas citadas están delimitadas por nervios de altura inferior al grueso de las piezas que conformarán el corte, cuyos nervios quedan separados de la superficie de la horma al cerrar el molde.
3. Procedimiento según la reivindicación 1, caracterizado porque la superficie de las áreas citadas dispone de medios de fijación de las piezas que conformarán el corte del calzado.
4. Procedimiento según la reivindicación 3, caracterizado porque los medios de fijación citados consisten en un recubrimiento de naturaleza adhesiva, con reducida capacidad de fijación, que cubre al menos parte de las superficies de las áreas citadas.
5. Procedimiento según la reivindicación 3, caracterizado porque los medios de fijación citados consisten en pequeños salientes puntiagudos que sobresalen de la superficie de las áreas citadas y son de altura menor que el grueso de las piezas que conformarán el corte del calzado.
Patentes similares o relacionadas:
Procedimiento para fabricar una parte superior de un zapato, en particular de una zapatilla de deportes, del 21 de Septiembre de 2016, de PUMA SE (100.0%): Procedimiento para la fabricación de una parte superior de un zapato, en particular de una zapatilla de deporte, con los pasos: a) puesta a disposición de al menos […]
 Aparato y método para aplicar un agente de impregnación sobre superficies de artículos, en particular de calzado, del 13 de Enero de 2016, de Imbox Shoecare A/S: Aparato para aplicar un agente de impregnación sobre superficies de artículos, en particular de calzado, en el que dicho aparato tiene una cámara de tratamiento , en la […]
Aparato y método para aplicar un agente de impregnación sobre superficies de artículos, en particular de calzado, del 13 de Enero de 2016, de Imbox Shoecare A/S: Aparato para aplicar un agente de impregnación sobre superficies de artículos, en particular de calzado, en el que dicho aparato tiene una cámara de tratamiento , en la […]
 Sistema huella-barro para plantilla de calzado, del 1 de Agosto de 2014, de RIPOLL JUAN, Francisco: Procedimiento de fabricación de plantilla para calzado con memoria de flexibilidad que comprende una primera fase de sujeción de la plantilla a su horma correspondiente; una […]
Sistema huella-barro para plantilla de calzado, del 1 de Agosto de 2014, de RIPOLL JUAN, Francisco: Procedimiento de fabricación de plantilla para calzado con memoria de flexibilidad que comprende una primera fase de sujeción de la plantilla a su horma correspondiente; una […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE CALZADO DE PIEL Y CALZADO DE PIEL FABRICADO POR DICHO PROCEDIMIENTO, del 16 de Junio de 2014, de EUSTAQUIO CANTO CANO, S.L.: La presente invención consiste en un procedimiento para la fabricación de calzado de piel y un calzado de piel fabricado por dicho procedimiento. El […]
 HERRAMIENTA PARA TRANSPORTAR Y CONFORMAR PIEZAS LAMINARES FLEXIBLES, del 12 de Junio de 2014, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Herramienta para transportar y conformar piezas laminares flexibles, que comprende una cámara de pared flexible e impermeable, con un fondo dotado de orificios […]
HERRAMIENTA PARA TRANSPORTAR Y CONFORMAR PIEZAS LAMINARES FLEXIBLES, del 12 de Junio de 2014, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Herramienta para transportar y conformar piezas laminares flexibles, que comprende una cámara de pared flexible e impermeable, con un fondo dotado de orificios […]
 PLANTILLA PARA CALZADO UNIFICADA Y PROCEDIMIENTO DE FABRICACIÓN DE PLANTILLAS, del 8 de Mayo de 2014, de RIPOLL JUAN, Francisco: Plantilla para calzado unificada constituida por tres elementos, el forro , el material esponjoso y el material de planta caracterizada […]
PLANTILLA PARA CALZADO UNIFICADA Y PROCEDIMIENTO DE FABRICACIÓN DE PLANTILLAS, del 8 de Mayo de 2014, de RIPOLL JUAN, Francisco: Plantilla para calzado unificada constituida por tres elementos, el forro , el material esponjoso y el material de planta caracterizada […]
DISPOSITIVO Y PROCEDIMIENTO PARA ENROLLAR UN CHANCLO ALREDEDOR DE UN CALZADO., del 16 de Julio de 2006, de ASICI, YASAR, BOZKURT OKYAY, NECATI: Máquina para enrollar un chanclo alrededor de un calzado, que comprende una plataforma para el pie sobre la que se coloca el calzado; un rebaje […]
 PROCEDIMIENTO Y MAQUINA PARA LA IMPERMEABILIZACION DE CALZADO, PRENDAS DE VESTIR Y ACCESORIOS SEMIMANUFACTURADOS, Y PRODUCTOS SEMIMANUFACTURADOS OBTENIDOS CON ESTE PROCEDIMIENTO O MAQUINA, del 16 de Marzo de 2008, de NEXTEC S.R.L.: Procedimiento para impermeabilizar calzado semimanufacturado, prendas de vestir y accesorios, teniendo dicho producto semimanufacturado una conformación […]
PROCEDIMIENTO Y MAQUINA PARA LA IMPERMEABILIZACION DE CALZADO, PRENDAS DE VESTIR Y ACCESORIOS SEMIMANUFACTURADOS, Y PRODUCTOS SEMIMANUFACTURADOS OBTENIDOS CON ESTE PROCEDIMIENTO O MAQUINA, del 16 de Marzo de 2008, de NEXTEC S.R.L.: Procedimiento para impermeabilizar calzado semimanufacturado, prendas de vestir y accesorios, teniendo dicho producto semimanufacturado una conformación […]