Procedimiento de control del laminado de una banda de chapa.
Procedimiento de control del laminado de una banda de chapa (B) que comprende el paso de la banda (B) demanera continua según por lo menos un sentido de desplazamiento en por lo menos una caja (8) que comprendepor lo menos dos cilindros (10) accionados entre los que circula la banda (B) y experimenta un aplastamiento,
quecomprende las etapas siguientes:
- medir el espesor (Js) de la banda aguas abajo de la caja (8) con respecto al sentido de desplazamiento,
- estimar el espesor (Es) de la banda a la salida de la caja (8) según la ley de caudales,
- corregir (Ce) la separación de los cilindros (10) o su velocidad de rotación en función a la vez del espesor (Js)medido aguas abajo de la caja (8) y de la estimación del espesor (Es) de la banda según la ley de caudales,caracterizado porque la etapa de corrección (Ce) de la separación de los cilindros (10) o de su velocidad de rotaciónen función a la vez del espesor (Js) medido aguas abajo de la caja (8) y de la estimación del espesor (Es) de labanda según la ley de caudales se realiza por medio de un único regulador.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09305933.
Solicitante: Converteam Technology Ltd.
Nacionalidad solicitante: Reino Unido.
Dirección: BOUGHTON ROAD RUGBY WARWICKSHIRE CV21 1BU REINO UNIDO.
Inventor/es: BROUSSARD,Lionel, EL AKOUM,SAMIR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21B37/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 37/00 Dispositivos de control o métodos especialmente adaptados al laminado o a los productos obtenidos por laminado (métodos o dispositivos de medida especialmente adaptados al laminado de metales B21B 38/00). › Control del espesor, anchura, diámetro u otras dimensiones transversales (B21B 37/58 tiene prioridad).
PDF original: ES-2399955_T3.pdf
Fragmento de la descripción:
Procedimiento de control del laminado de una banda de chapa.
La presente invención se refiere a un procedimiento de control del laminado de una banda de chapa, del tipo que comprende el paso de la banda de manera continua según por lo menos un sentido de desplazamiento en por lo menos una caja que comprende por lo menos dos cilindros accionados entre los que circula la banda y experimenta un aplastamiento, que comprende las etapas siguientes:
-medir el espesor de la banda aguas abajo de la caja con respecto al sentido de desplazamiento,
-estimar el espesor de la banda a la salida de la caja según la ley de caudales.
El laminado en frío es una etapa importante en la fabricación de productos largos en la industria metalúrgica. Su objetivo es reducir el espesor del producto de entrada. Las chapas producidas normalmente están destinadas a las industrias del automóvil y alimentarias.
Un procedimiento según el preámbulo de la reivindicación 1 se conoce, por ejemplo, a partir del documento JP-A-600 96 320.
El laminado consiste por tanto en reducir el espesor de una banda de metal por deformación plástica. Para ello, la banda circula de manera continua entre dos cilindros giratorios, denominados cilindros de trabajo, de ejes paralelos que delimitan entre sí un espacio de pinzamiento actualmente denominado entrehierro, y sobre los que se aplica un esfuerzo. La reducción de espesor de la banda se obtiene entonces por aplastamiento. Este dispositivo constituye una caja de un laminador. La utilización de varias cajas sucesivas por las que pasa la banda simultáneamente constituye un tándem de laminador. Como alternativa se puede utilizar una sola caja, circulando la banda de manera alternativa según dos sentidos opuestos en dicha caja.
Los cilindros de trabajo son arrastrados en rotación a una velocidad regulada. Por motivos metalúrgicos, las variaciones de espesor a la salida del laminador deben ser lo más reducidas posible. Para ello, se utilizan diferentes bucles de regulación.
Así, es habitual medir de manera continua la velocidad lineal de la banda a la entrada y a la salida de la caja, y el espesor de la banda a la entrada y a la salida de la caja.
A partir de estas mediciones, es conocido utilizar dos regulaciones en paralelo que consisten en corregir el entrehierro de los cilindros de trabajo. El entrehierro es la distancia que separa los dos cilindros de trabajo, es decir la separación entre estos dos cilindros.
Una de estas regulaciones se basa en la medición de espesor de la banda efectuada a la salida de la caja.
La otra regulación consiste en una predicción del espesor de la banda a la salida de la caja utilizando la ley denominada de caudales. Considerando que la anchura de la banda se mantiene constante, se obtiene el espesor de la banda a la salida de la caja por la relación: Es = Ee·Ve/Vs en la que Es es el espesor de la banda a la salida de la caja, Ee es el espesor de la banda medido a la entrada de la caja, Ve es la velocidad de desplazamiento de la banda a la entrada de la caja y Vs es la velocidad de desplazamiento de la banda a la salida de la caja.
Estas regulaciones de espesor también se pueden aplicar en la última caja de un tándem para modificar la velocidad de rotación de los cilindros en lugar de su separación.
Estos procedimientos de corrección permiten reducir las variaciones de espesor de la banda, pero siguen siendo insuficientes para tener en cuenta los fenómenos complejos que se producen en un laminador.
En efecto, las dos regulaciones se aplican de manera distinta una de otra. Así, se ven todas las variaciones de espesor por los dos reguladores, lo cual induce unas correcciones parásitas y por tanto unas perturbaciones en el espesor de la banda. Además, la presencia de un desfase entre las dos mediciones, estando la medición del espesor de la banda aguas abajo de la caja más “alejada” que la predicción del espesor de la banda a la salida de la caja, puede llevar a unas correcciones contradictorias de los dos reguladores.
El principal inconveniente de la primera regulación que se basa en la medición del espesor a la salida de la caja es el retardo en su reacción frente a perturbaciones de espesor, esto se debe al hecho de que hay un desfase temporal entre lo que sucede verdaderamente bajo la caja y lo que ve la medición. Este desfase se debe a la transferencia de la banda de la caja en el punto de medición del espesor de la banda aguas abajo de la caja. La segunda regulación obvia este problema de retardo al predecir con ayuda de la ley de caudales el espesor directamente bajo la caja. Los principales inconvenientes de dicha regulación son las correcciones parásitas debidas a errores de cálculo (normalmente una desviación) que se basa en varias mediciones con ruido.
Uno de los objetivos de la invención es evitar estos inconvenientes proponiendo un procedimiento de control del laminado que permite mejorar el rechazo de perturbaciones de espesor y reducir aún más las variaciones de espesor de la banda a la salida del laminador.
Con este fin, la invención se refiere a un procedimiento de control del laminado del tipo mencionado anteriormente, en el que el procedimiento comprende una etapa de corrección de la separación de los cilindros o de su velocidad de rotación en función a la vez del espesor medido aguas abajo de la caja y de la estimación del espesor de la banda según la ley de caudales.
Así, el procedimiento según la invención utiliza un único regulador que aprovecha simultáneamente la medición del espesor de la banda aguas abajo de la caja y la predicción del espesor de la banda a la salida de la caja mediante la ley de caudales. Se evitan de este modo las correcciones parásitas y las correcciones contradictorias, lo cual permite mejorar el rechazo de perturbaciones de espesor teniendo en cuenta mejor las perturbaciones en la caja. Se mejoran de este modo, de manera más general, los rendimientos del laminador.
Según otras características del procedimiento de control del laminado según la invención:
- la etapa de corrección de la separación de los cilindros o de su velocidad de rotación en función a la vez del espesor medido aguas abajo de la caja y de la estimación del espesor de la banda según la ley de caudales se realiza por medio de un único regulador;
- la estimación Es del espesor de la banda a la salida de la caja según la ley de caudales comprende la medición del espesor Je y de la velocidad de desplazamiento Ve de la banda aguas arriba de la caja y la medición de la velocidad de desplazamiento Vs de la banda aguas abajo de la caja, siendo la estimación del espesor Es de la banda a la salida de la caja dada por la relación Es = Je·Ve/Vs;
- la estimación del espesor de la banda en la caja según la ley de caudales tiene en cuenta un desfase temporal correspondiente al tiempo de transferencia de la banda entre el punto de medición del espesor de la banda aguas arriba de la caja y la caja;
- para una zona dada de la banda, la corrección de la separación de los cilindros o de su velocidad de rotación en función a la vez del espesor medido aguas abajo de la caja y de la estimación del espesor de la banda según la ley de caudales se realiza inmediatamente durante el paso de dicha zona bajo la caja;
- la estimación del espesor de la banda según la ley de caudales está integrada en la corrección de la separación de los cilindros o de su velocidad de rotación teniendo en cuenta un desfase temporal correspondiente al tiempo de transferencia de la banda de la caja en el punto de medición del espesor de la banda aguas abajo de la caja;
- el procedimiento de control comprende el mando de un dispositivo de mantenimiento de la tracción situado aguas arriba de la caja y dicho mando tiene en cuenta la corrección de la separación de los cilindros o de su velocidad de rotación;
- la banda circula en la caja de manera alternativa según dos sentidos de desplazamiento opuestos uno con respecto al otro, realizándose la corrección de la separación de los cilindros o de su velocidad de rotación en función del espesor medido aguas abajo de la caja y de la estimación del espesor de la banda según la ley de caudales para cada uno de dichos sentidos; y
- como la banda circula en por lo menos dos cajas sucesivas, el procedimiento comprende una etapa de corrección de la separación de los cilindros para la primera caja con respecto al sentido de desplazamiento de la banda y una etapa de corrección de la velocidad de rotación de los cilindros para la última caja con respecto al sentido desplazamiento de la banda, realizándose dichas etapas de corrección... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de control del laminado de una banda de chapa (B) que comprende el paso de la banda (B) de manera continua según por lo menos un sentido de desplazamiento en por lo menos una caja (8) que comprende por lo menos dos cilindros (10) accionados entre los que circula la banda (B) y experimenta un aplastamiento, que comprende las etapas siguientes:
- medir el espesor (Js) de la banda aguas abajo de la caja (8) con respecto al sentido de desplazamiento,
- estimar el espesor (Es) de la banda a la salida de la caja (8) según la ley de caudales,
- corregir (Ce) la separación de los cilindros (10) o su velocidad de rotación en función a la vez del espesor (Js) medido aguas abajo de la caja (8) y de la estimación del espesor (Es) de la banda según la ley de caudales,
caracterizado porque la etapa de corrección (Ce) de la separación de los cilindros (10) o de su velocidad de rotación en función a la vez del espesor (Js) medido aguas abajo de la caja (8) y de la estimación del espesor (Es) de la banda según la ley de caudales se realiza por medio de un único regulador.
2. Procedimiento de control del laminado según la reivindicación 1, caracterizado porque la estimación (Es) del espesor de la banda a la salida de la caja según la ley de caudales comprende la medición del espesor (Je) y de la velocidad de desplazamiento (Ve) de la banda aguas arriba de la caja (8) y la medición de la velocidad de desplazamiento (Vs) de la banda aguas abajo de la caja (8) , siendo la estimación del espesor (Es) de la banda a la salida de la caja (8) dada por la relación Es = Je·Ve/Vs.
3. Procedimiento de control del laminado según la reivindicación 2, caracterizado porque la estimación del espesor (Es) de la banda en la caja según la ley de caudales tiene en cuenta un desfase temporal correspondiente al tiempo de transferencia de la banda (B) entre el punto de medición del espesor (Je) de la banda aguas arriba de la caja (8) y la caja (8) .
4. Procedimiento de control del laminado según cualquiera de las reivindicaciones 1 a 3, caracterizado porque para una zona dada de la banda, la corrección de la separación de los cilindros (10) o de su velocidad de rotación en función a la vez del espesor (Js) medido aguas abajo de la caja (8) y de la estimación del espesor (Es) de la banda según la ley de caudales se realiza inmediatamente durante el paso de dicha zona bajo la caja (8) .
5. Procedimiento de control del laminado según cualquiera de las reivindicaciones 1 a 4, caracterizado porque la estimación del espesor (Es) de la banda según la ley de caudales está integrada en la corrección de la separación de los cilindros (10) o de su velocidad de rotación teniendo en cuenta un desfase temporal correspondiente al tiempo de transferencia de la banda (B) de la caja (8) en el punto de medición del espesor (Js) de la banda aguas abajo de la caja.
6. Procedimiento de control del laminado según cualquiera de las reivindicaciones 1 a 5, caracterizado porque comprende el mando de un dispositivo de mantenimiento (6) de la tracción situado aguas arriba de la caja (8) y porque dicho mando tiene en cuenta la corrección (Ce) de la separación de los cilindros o de su velocidad de rotación.
7. Procedimiento de control del laminado según cualquiera de las reivindicaciones 1 a 6, caracterizado porque la banda (B) circula en la caja (8) de manera alternativa según dos sentidos de desplazamiento opuestos uno con respecto al otro, realizándose la corrección (Ce) de la separación de los cilindros o de su velocidad de rotación en función del espesor medido (Js) aguas abajo de la caja (8) y de la estimación del espesor (Es) de la banda (B) según la ley de caudales para cada uno de dichos sentidos.
8. Procedimiento de control del laminado según cualquiera de las reivindicaciones 1 a 6, caracterizado porque la banda (B) circula en por lo menos dos cajas (8) sucesivas, comprendiendo el procedimiento una etapa de corrección de la separación de los cilindros (10) para la primera caja (8) con respecto al sentido de desplazamiento de la banda y una etapa de corrección de la velocidad de rotación de los cilindros para la última caja con respecto al sentido de desplazamiento de la banda (B) , realizándose dichas etapas de corrección en función a la vez del espesor medido (Js) aguas abajo de la caja y de la estimación del espesor (Es) de la banda según la ley de caudales.
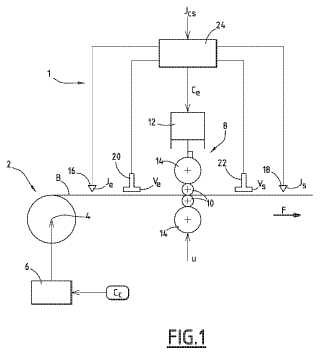
9. Dispositivo de control del laminado de una banda de chapa que comprende por lo menos una caja (8) que comprende por lo menos dos cilindros (10) accionados entre los que circula la banda y experimenta un aplastamiento, que comprende:
- unos medios de medición del espesor (18) de la banda aguas abajo de la caja (8) ,
- unos medios de medición del espesor (16) de la banda y de la velocidad de desplazamiento (20) de la banda aguas arriba de la caja,
-unos medios de medición de la velocidad de desplazamiento (22) de la banda aguas abajo de la caja (8) ,
-unos medios de corrección de la separación de los cilindros o de su velocidad de rotación,
caracterizado porque comprende unos medios para la realización de un procedimiento según cualquiera de las reivindicaciones 1 a 8.
Patentes similares o relacionadas:
Procedimiento y dispositivo para controlar los tamaños de las secciones de un producto laminado, del 14 de Mayo de 2014, de DANIELI AUTOMATION SPA: Procedimiento para controlar los tamaños de la sección de un producto laminado en un segmento de una línea de laminación, entre por lo menos dos estaciones de laminación […]
PROCEDIMIENTO DE LAMINADO DE UNA BANDA DE CHAPA, del 17 de Junio de 2011, de CONVERTEAM SAS: Procedimiento de control del laminado en frío de una banda de chapa (B) conlleva el paso de la banda en frío, de manera continua en al menos dos […]
INSTALACION DE REGULACION PARA TRENES DE LAMINACION DE UN BASTIDOR O DE BASTIDORES MULTIPLES., del 16 de Julio de 2005, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para la producción de un componente de material compuesto de fibras que presenta al menos un punto de cruzamiento o de nudo, caracterizado […]
LAMINADOR EN FRIO ASI COMO PROCEDIMIENTO PARA EL LAMINADO EN FRIO DE FLEJE METALICO., del 1 de Julio de 2005, de SMS DEMAG AKTIENGESELLSCHAFT: Laminador en frío para el laminado en frío de fleje metálico , en particular de acero, con una caja de laminación con medios para ajustar una abertura entre cilindros, […]
CONTROL DE LAMINADORES REVERSIBLES DE UN SOLO MONTANTE., del 16 de Enero de 1998, de DAVY MCKEE (SHEFFIELD) LIMITED: UN TREN DE LAMINACION DE BANDA DE UNICA MARCHA DE ESTACIONAMIENTO/RETROCESO CONTROLADO POR UNA SEÑAL QUE REPRESENTA LA VELOCIDAD DE LA BANDA QUE SALE DEL […]
 PROCEDIMIENTO PARA ELEVAR LA ESTABILIDAD DEL PROCESO, PARTICULARMENTE LA EXACTITUD ABSOLUTA DEL ESPESOR Y LA SEGURIDAD DE LA INSTALACION, EN CASO DE LAMINADO EN CALIENTE DE MATERIALES DE ACERO O NO FERROSOS, del 16 de Mayo de 2008, de SMS DEMAG AKTIENGESELLSCHAFT
ILSENBURGER GROBBLECH GMBH
GMT-GESELLSCHAFT FUR METALLURGISCHE TECHNOLOGIE- UND SOFTWAREENTWICKLUNG MBH: Procedimiento de aumento de la estabilidad del proceso, particularmente de la exactitud absoluta del espesor y de la seguridad de la instalación, […]
PROCEDIMIENTO PARA ELEVAR LA ESTABILIDAD DEL PROCESO, PARTICULARMENTE LA EXACTITUD ABSOLUTA DEL ESPESOR Y LA SEGURIDAD DE LA INSTALACION, EN CASO DE LAMINADO EN CALIENTE DE MATERIALES DE ACERO O NO FERROSOS, del 16 de Mayo de 2008, de SMS DEMAG AKTIENGESELLSCHAFT
ILSENBURGER GROBBLECH GMBH
GMT-GESELLSCHAFT FUR METALLURGISCHE TECHNOLOGIE- UND SOFTWAREENTWICKLUNG MBH: Procedimiento de aumento de la estabilidad del proceso, particularmente de la exactitud absoluta del espesor y de la seguridad de la instalación, […]