Procedimiento de conformación de un sector para un revestimiento labiado de una góndola.
Un procedimiento de conformación de un sector de un revestimiento labiado de una góndola partir de una pieza(13) en bruto de chapa metálica que comprende las etapas de:
proporcionar un punzón o un mandril (7) arqueado o anular que tiene una superficie interior, una superficie exterior yun borde anterior, en el que la forma de dicho punzón (7) se corresponde sustancialmente con una superficie interiorde al menos un sector del revestimiento labiado de una góndola;
colocar la pieza (13) en bruto contra la superficie exterior del punzón (7) y enclavar un borde posterior de la pieza(13) en bruto en unos medios de enclavamiento para sostener la pieza en bruto contra la superficie exterior delpunzón (7), en el que dichos medios de enclavamiento sujetan dicho borde posterior de la pieza en bruto sindeslizamiento;
sujetar un borde anterior de la pieza (13) en bruto, opuesto a dicho borde posterior, en unos medios de sujeción, enuna posición axialmente separada de dicho punzón (7) contiguo y frente al borde anterior del punzónen el que dichos medios de sujeción sujetan dicha pieza en bruto con suficiente fuerza para permitir que la pieza enbruto fluya a través de los mismos, en una manera controlada, sin romperse ni arrugarse;
caracterizado pordesplazar los medios de sujeción en una primera dirección, sustancialmente radial con respecto al punzón (7), haciaun eje central del punzón (7), mientras se embute la pieza (13) en bruto a través de los medios de sujeción; y pordesplazar los medios de sujeción en una segunda dirección, sustancialmente axial con respecto al punzón (7), haciay más allá del borde anterior del punzón, para embutir la pieza (13) en bruto sobre el borde anterior del punzón (7)mientras se embute la pieza (13) en bruto a través de los medios de sujeción.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2009/004434.
Solicitante: UNIVERSITY OF ULSTER.
Nacionalidad solicitante: Reino Unido.
Dirección: CROMORE ROAD, COLERAINE COUNTY LONDONDERRY BT52 1SA REINO UNIDO.
Inventor/es: LEACOCK,ALAN, LUDLOW,MICHAEL, BROWN,DESMOND, MCMURRAY,ROBERT JOSEPH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D25/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 25/00 Trabajo de chapas de longitud limitada por estirado, p. ej. para el rectificado. › por tracción sobre una matriz.
- B21D25/04 B21D 25/00 […] › Dispositivos de anclaje.
- B21D53/92 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de aviones.
PDF original: ES-2394060_T3.pdf
Fragmento de la descripción:
Procedimiento de conformación de un sector para un revestimiento labiado de una góndola La presente invención se refiere a un procedimiento y a un aparato de conformación de revestimientos metálicos de curvatura compuesta y, en particular, a un procedimiento y a un aparato de conformación de un borde de ataque de una carcasa de góndola (denominado en adelante, en la presente memoria, un "revestimiento labiado") o un sector del mismo a partir de una única pieza en bruto metálica.
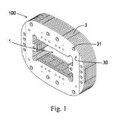
Un revestimiento labiado de góndola típico se ilustra en la Fig. 1. La góndola comprende un delgado revestimiento metálico, con forma aerodinámica, que cubre un motor a reacción de una aeronave. La región frontal de la góndola comprende un revestimiento labiado que define la entrada al motor, que puede estar compuesta de una única pieza o de múltiples sectores. Las características principales del revestimiento labiado son un borde 1 de salida exterior suave, que no debe tener irregularidades ni discontinuidades, para reducir la resistencia y para evitar la creación de turbulencias, y un borde 2 interior de entrada, que está conformado típicamente para atenuar el ruido desde el motor, bloqueando el ruido de la turbina, y para guiar el flujo de aire al interior del motor, y un borde de ataque o labio 3, que proporciona una transición suave entre el borde de salida exterior y el borde de entrada interior creando al mismo tiempo una pequeña área frontal para reducir la resistencia. El revestimiento labiado y, en particular, el borde 3 de ataque del mismo, tiende a sufrir daños causados por los desechos levantados durante el despegue y el aterrizaje y por impactos de aves. Si el revestimiento labiado de la góndola resulta dañado, la sección dañada debe ser reemplazada. Típicamente esto requiere cortar la sección dañada y cortar una sección 4 correspondiente de un revestimiento labiado de recambio o, como alternativa, reemplazar todo el revestimiento labiado de la góndola.
Aunque pueden usarse materiales compuestos para muchas partes de la góndola, generalmente, el revestimiento labiado debe estar realizado en un metal, tal como aluminio o titanio, para que sea capaz de resistir los impactos en su borde de ataque o labio. Sin embargo, la forma tridimensional con curvatura compuesta compleja del revestimiento labiado, que tiene curvaturas compuestas, requiere típicamente un complejo procedimiento de conformación de múltiples etapas, necesitando, frecuentemente, tratamientos térmicos intermedios. Típicamente, los revestimientos labiados se producen mediante procedimientos de embutición profunda o conformación por rotación de múltiples etapas, que requieren herramientas complejas y costosas y un procesamiento intermedio, de múltiples etapas, que consume mucho tiempo, con tratamientos térmicos intermedios. Además, dichos procedimientos conocidos generalmente sólo son adecuados para conformar revestimientos labiados anulares completos y, de esta manera, no pueden usarse fácilmente para producir sectores separados necesarios para reparar sectores específicos dañados de un revestimiento labiado de una góndola.
Además, debido a consideraciones aerodinámicas y de ruido, es particularmente deseable extender el borde de salida exterior del revestimiento labiado lo más lejos posible, conocidos como bordes de ataque de flujo laminar en los que la longitud axial del borde de salida exterior del revestimiento labiado puede ser mucho mayor que la longitud axial del borde de entrada interior. Los procedimientos de embutición profunda conocidos no son adecuados para la fabricación de dichos bordes de ataque de flujo laminar. Los documentos US 5.035.133, US 2002/062675, DE10334483 y JP 2002 282953 divulgan procedimientos conocidos de conformación de metal.
Según un primer aspecto de la presente invención, se proporciona un procedimiento de conformación de un sector de un revestimiento labiado de una góndola a partir de una pieza en bruto de chapa metálica, que comprende las etapas de:
proporcionar un punzón o un mandril arqueado o anular que tiene una superficie interior, una superficie exterior y un borde anterior, en el que la forma de dicho punzón se corresponde sustancialmente a una superficie interior de al menos un sector del revestimiento labiado de una góndola;
colocar la pieza en bruto contra la superficie exterior del punzón y enclavar un borde posterior de la pieza en bruto en unos medios de enclavamiento para sostener la pieza en bruto contra la superficie exterior del punzón, en el que dichos medios de enclavamiento sujetan dicho borde posterior de la pieza en bruto sin deslizamiento;
sujetar un borde anterior de la pieza en bruto, opuesto a dicho borde posterior, en unos medios de sujeción, en una posición axialmente separada de dicho punzón contiguo y frente al borde anterior del punzón, en el que dichos medios de sujeción sujetan dicha pieza en bruto con suficiente fuerza para permitir que la pieza en bruto fluya a través del mismo, en una manera controlada, sin romperse ni arrugarse;
desplazar los medios de sujeción en una primera dirección, sustancialmente radial con respecto al punzón, hacia el eje central del punzón, mientras se embute la pieza en bruto a través de los medios de sujeción; desplazar los medios de sujeción en una segunda dirección, sustancialmente axial con respecto al punzón, hacia y más allá del borde anterior del punzón, para embutir la pieza en bruto sobre el borde anterior del punzón mientras se embute la pieza en bruto a través de los medios de sujeción.
Preferentemente, el procedimiento comprende la etapa adicional de desplazar adicionalmente los medios de sujeción en dicha segunda dirección, mientras se previene que la pieza en bruto sea embutida a través de dichos medios de sujeción para estirar la pieza en bruto sobre la superficie del punzón. Preferentemente, dicha etapa adicional comprende además desplazar axialmente dichos medios de enclavamiento en relación al punzón en dicha segunda dirección para estirar adicionalmente la pieza en bruto sobre la superficie del punzón. Preferentemente, se previene que la pieza en bruto sea embutida a través de los medios de sujeción apoyando un borde anterior de los medios de sujeción contra un miembro de sujeción que tiene una cara de sujeción axial adaptada para cooperar con un borde anterior de los medios de sujeción para enclavar la pieza en bruto entre los mismos.
En una realización, se proporciona un procedimiento para conformar un revestimiento labiado de una góndola a partir de una pieza en bruto de metal que comprende conformar la pieza en bruto en una forma curva que tiene un radio que se corresponde con el radio de la superficie exterior de un punzón y enclavar un lado de la pieza en bruto en o contiguo a dicha superficie exterior, enclavar un lado curvo opuesto de la pieza en bruto en unos medios de sujeción que comprenden miembros de sujeción primero y segundo situados contiguos y frente a un borde anterior del punzón, en el que dichos miembros de sujeción primero y segundo sostienen dicha pieza en bruto con una fuerza suficiente para permitir que la pieza en bruto fluya, en una manera controlada, entre los miembros de sujeción sin romperse ni arrugarse, moviendo los medios de sujeción en una primera dirección, sustancialmente radial hacia dentro con respecto al eje del punzón, para embutir la pieza en bruto sobre el borde anterior del punzón, moviendo posteriormente los medios de sujeción en una segunda dirección, transversal a dicha primera dirección y sustancialmente axial con respecto al eje del punzón, para embutir la pieza en bruto alrededor del borde anterior del punzón. Preferentemente, el procedimiento comprende la etapa adicional de prevenir el flujo de la pieza en bruto entre los miembros de sujeción primero y segundo durante el movimiento adicional de los medios de sujeción en dicha segunda dirección para estirar la pieza en bruto sobre la superficie del punzón.
Según un aspecto adicional de la presente invención, se proporciona un aparato para conformar un sector de un revestimiento labiado que comprende:
un punzón o mandril arqueado o anular que tiene una superficie exterior, una superficie interior y un borde anterior, en el que la forma de dicho punzón se corresponde con al menos un sector de la superficie interior del revestimiento labiado de góndola a conformar;
medios de enclavamiento para enclavar un borde posterior de una pieza en bruto para sostener la pieza en bruto contra o contigua a la superficie exterior del punzón, en el que dichos primeros medios de enclavamiento están dispuestos para sostener dicho borde posterior de la pieza en bruto sin deslizamiento;
medios de sujeción para sujetar un borde... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de conformación de un sector de un revestimiento labiado de una góndola partir de una pieza (13) en bruto de chapa metálica que comprende las etapas de:
proporcionar un punzón o un mandril (7) arqueado o anular que tiene una superficie interior, una superficie exterior y un borde anterior, en el que la forma de dicho punzón (7) se corresponde sustancialmente con una superficie interior de al menos un sector del revestimiento labiado de una góndola;
colocar la pieza (13) en bruto contra la superficie exterior del punzón (7) y enclavar un borde posterior de la pieza (13) en bruto en unos medios de enclavamiento para sostener la pieza en bruto contra la superficie exterior del punzón (7) , en el que dichos medios de enclavamiento sujetan dicho borde posterior de la pieza en bruto sin deslizamiento;
sujetar un borde anterior de la pieza (13) en bruto, opuesto a dicho borde posterior, en unos medios de sujeción, en una posición axialmente separada de dicho punzón (7) contiguo y frente al borde anterior del punzón en el que dichos medios de sujeción sujetan dicha pieza en bruto con suficiente fuerza para permitir que la pieza en bruto fluya a través de los mismos, en una manera controlada, sin romperse ni arrugarse; caracterizado por
desplazar los medios de sujeción en una primera dirección, sustancialmente radial con respecto al punzón (7) , hacia un eje central del punzón (7) , mientras se embute la pieza (13) en bruto a través de los medios de sujeción; y por desplazar los medios de sujeción en una segunda dirección, sustancialmente axial con respecto al punzón (7) , hacia y más allá del borde anterior del punzón, para embutir la pieza (13) en bruto sobre el borde anterior del punzón (7) mientras se embute la pieza (13) en bruto a través de los medios de sujeción.
2. Procedimiento según la reivindicación 1, que comprende la etapa adicional de desplazar adicionalmente los medios de sujeción en dicha segunda dirección mientras se previene que la pieza (13) en bruto sea embutida a través de dichos medios de sujeción para estirar la pieza en bruto sobre la superficie del punzón.
3. Procedimiento según la reivindicación 2, en el que dicha etapa adicional comprende además desplazar axialmente dichos medios de sujeción en relación al punzón en dicha segunda dirección para estirar adicionalmente la pieza en bruto sobre la superficie del punzón.
4. Procedimiento según la reivindicación 3, en el que se previene que la pieza en bruto sea embutida por los medios de sujeción apoyando un borde anterior de los medios de sujeción contra un miembro de sujeción que tiene una cara de sujeción axial adaptada para cooperar con un borde anterior de los medios de sujeción para enclavar la pieza en bruto entre los mismos.
5. Procedimiento según cualquiera de las reivindicaciones anteriores, que comprende una etapa inicial de conformación de una curvatura inicial en dicha pieza (13) en bruto, que corresponde sustancialmente a la forma exterior del punzón (7) o de conformación de la pieza (13) en bruto para definir al menos un sector de un cono truncado.
6. Aparato para formar un sector de un revestimiento labiado que comprende:
un punzón o un mandril (7) arqueado o anular que tiene una superficie exterior, una superficie interior y un borde anterior, en el que la forma de dicho punzón (7) se corresponde sustancialmente con al menos un sector de la superficie interior del revestimiento labiado de una góndola a conformar;
medios de enclavamiento para enclavar un borde posterior de una pieza (13) en bruto para sostener la pieza (13) en bruto contra o contigua a la superficie exterior del punzón (7) , en el que dichos medios de enclavamiento están dispuestos para sostener dicho borde posterior de la pieza (13) en bruto sin deslizamiento;
medios de sujeción para sujetar un borde anterior de la pieza (13) en bruto, opuesto a dicho borde posterior, en una ubicación separada axialmente de dicho punzón (7) contiguo y frente al borde anterior del punzón (7) , en el que dichos medios de sujeción están dispuestos para sujetar dicha pieza (13) en bruto con una fuerza suficiente para permitir que la pieza (13) en bruto fluya, en una manera controlada, sin romperse ni arrugarse;
en el que dichos medios de sujeción están caracterizados por que pueden ser desplazados con respecto al punzón (7) en una primera dirección, sustancialmente radial con respecto al punzón hacia un eje central del punzón (7) , y en una segunda dirección, sustancialmente axial con respecto al punzón (7) hacia y más allá del borde anterior del punzón (7) , para embutir la pieza (13) en bruto sobre el borde anterior del punzón (7) .
7. Aparato según la reivindicación 6, en el que el punzón comprende un cuerpo anular, no axisimétrico, para permitir la conformación de un sector de un revestimiento labiado no axisimétrico.
8. Aparato según la reivindicación 7, en el que el punzón es giratorio con respecto a los medios de sujeción y los medios de enclavamiento para permitir que el punzón sea indexado con respecto a los medios de sujeción y los medios de enclavamiento a la posición correcta correspondiente al sector del revestimiento labiado a conformar.
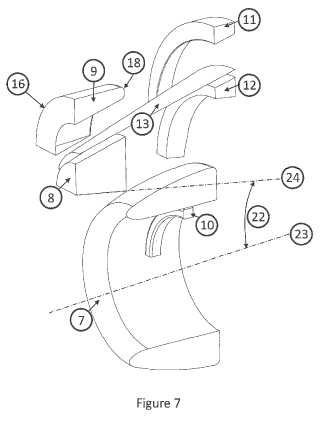
9. Aparato según cualquiera de las reivindicaciones 6 a 8, en el que los medios de sujeción comprenden un portapiezas (8) que tiene una superficie arqueada o cónica exterior y un miembro (9) de enclavamiento exterior adaptado para enclavar la pieza (13) en bruto contra la superficie exterior del portapiezas (7) .
10. Aparato según la reivindicación 9, en el que el miembro (9) de enclavamiento exterior de los medios de sujeción está provisto de un borde (18) anterior radiado, en el que la pieza (13) en bruto es embutida sobre dicho borde (18) anterior para plegar inversamente la pieza (13) en bruto conforme es embutida a través de los medios de sujeción.
11. Aparato según cualquiera de las reivindicaciones 6 a 10, en el que dichos medios de enclavamiento comprenden miembros (11, 12) de enclavamiento interior y exterior, sustancialmente coaxiales, en el que dichos miembros (11, 12) de enclavamiento interior y exterior son móviles, unos con respecto a otros, para enclavar la pieza (13) en bruto entre superficies (20, 21) de enclavamiento cooperantes de los mismos.
12. Aparato según la reivindicación 11, en el que dichas superficies (20, 21) de enclavamiento tienen una curvatura que se corresponde sustancialmente con la curvatura de la cara exterior del punzón (7) o en el que las superficies (20, 21) de enclavamiento tienen una forma correspondiente a un cono truncado.
13. Aparato según cualquiera de las reivindicaciones 6 a 12, en el que dicha pieza (13) en bruto y las superficies cooperantes de dichos medios de sujeción y dichos medios de enclavamiento tienen una forma cónica que tiene un eje inclinado con respecto al eje del punzón y
en el que el eje central del punzón (7) está inclinado hacia abajo con respecto al eje central de la pieza (13) en bruto de manera que la pieza (13) en bruto está sustancialmente paralela a una línea que se extiende entre un borde posterior de la superficie exterior del punzón (7) y el borde anterior de la parte frontal del punzón (7) cuando la pieza (13) en bruto es colocada inicialmente en el aparato.
14. Aparato según cualquiera de las reivindicaciones 6 a 11, en el que los medios de enclavamiento están montados para ser desplazables axialmente con respecto al punzón (7) para permitir el estiramiento de la pieza (13) en bruto sobre el punzón (7) durante un procedimiento final de estiramiento.
15. Aparato según la reivindicación 14, en el que una parte de los medios de sujeción está dispuesta para apoyarse en una parte adicional de la herramienta, que define una cara de sujeción, conforme los medios de sujeción se mueven en dicha segunda dirección para enclavar la pieza (13) en bruto entre los medios de sujeción y dicha cara de sujeción durante dicho procedimiento final de estiramiento para estirar la pieza (13) en bruto sobre la superficie del punzón (7) .
16. Aparato según la reivindicación 15, en el que se proporciona un mecanismo de accionamiento diferencial entre los medios de enclavamiento y la cara de sujeción para transferir una fuerza de accionamiento entre los medios de sujeción y los medios de enclavamiento conforme los medios de sujeción se mueven en dicha segunda dirección con dicha parte de los medios de sujeción en contacto de apoyo con dicha cara de sujeción, para controlar el desplazamiento axial relativo del borde posterior y el borde de entrada interior del revestimiento labiado definido por la pieza (13) durante el procedimiento final de estiramiento, de manera que la relación del desplazamiento del borde posterior y del borde de entrada interior durante el procedimiento final de estiramiento es controlada por el mecanismo de accionamiento diferencial.
17. Aparato según la reivindicación 16, en el que el mecanismo de accionamiento diferencial comprende una cámara cerrada que tiene pistones de diámetros o áreas de sección transversal diferentes montados de manera deslizante en orificios de recepción en la misma, respectivamente, que actúan contra los medios de enclavamiento y los medios de sujeción, de manera que el desplazamiento de los medios de sujeción hacia una base de la herramienta en la que están montados el punzón (7) , los medios de enclavamiento y los medios de sujeción, resulta en un desplazamiento relativamente pequeño de los medios de enclavamiento alejándose de la base de herramienta o en el que el mecanismo de accionamiento diferencial comprende un sistema de engranajes para transmitir un movimiento entre la cara de sujeción y los medios de enclavamiento.
Patentes similares o relacionadas:
Máquina de formación de chapa por estiramiento longitudinal y procedimiento de implementación de una máquina de ese tipo, del 17 de Julio de 2019, de ACB: Máquina de formación de chapa por estiramiento longitudinal, máquina que comprende dos cabezales de estiramiento situados de ambos lados de una herramienta de formación […]
Aparato de sujeción con insertos de mordaza que se cambian rápidamente, métodos para la sujeción de una pieza de trabajo y máquina para conformación por estirado con un aparato de este tipo, del 11 de Diciembre de 2018, de THE BOEING COMPANY: Un aparato de sujeción de cambio rápido para la sujeción de una pieza de trabajo o similar que tiene un perfil, que comprende: una carcasa […]
 CABEZAL PARA UNA MAQUINA DE ESTIRADO DE CHAPAS METALICAS, del 3 de Mayo de 2012, de FAGOR, S.COOP.: Cabezal para una máquina de estirado de chapas metálicas, que comprende una ventana a través de la cual pasa una chapa metálica a estirar, y unos medios de sujeción […]
CABEZAL PARA UNA MAQUINA DE ESTIRADO DE CHAPAS METALICAS, del 3 de Mayo de 2012, de FAGOR, S.COOP.: Cabezal para una máquina de estirado de chapas metálicas, que comprende una ventana a través de la cual pasa una chapa metálica a estirar, y unos medios de sujeción […]
BRIDA METALICA., del 16 de Noviembre de 2006, de ADOLF WURTH GMBH & CO. KG: Brida para sujetar temporalmente al menos dos chapas, con 1.1 dos brazos , que 1.2 están fabricados en chapa , 1.3 que se acercan el uno al otro en la […]
MEDIOS DE PINZA PARA APARATO APLANADOR-ESTIRADOR, del 16 de Septiembre de 1998, de HOLLOWAY, BERTRAM A.: SE PRESENTA UN ELEMENTO 100 PARA AGARRAR METAL PARA SER ESTIRADO POR UN APARATO APLANADOR-ESTIRADOR 10.EL ELEMENTO DE PINZA COMPRENDE UNA PRIMERA […]
 PERFECCIONAMIENTOS EN MÁQUINAS PARA ESTIRAR PLANCHAS METÁLICAS, del 1 de Julio de 1955, de JOSHUA BIGWOOD AND SON LIMITED: Perfeccionamientos en máquinas para estirar planchas metálicas, caracterizándose porque aquellas comprenden dos cabezales de sujeción, cada uno de los cuales tiene un […]
PERFECCIONAMIENTOS EN MÁQUINAS PARA ESTIRAR PLANCHAS METÁLICAS, del 1 de Julio de 1955, de JOSHUA BIGWOOD AND SON LIMITED: Perfeccionamientos en máquinas para estirar planchas metálicas, caracterizándose porque aquellas comprenden dos cabezales de sujeción, cada uno de los cuales tiene un […]
Prensa destinada a dar forma a una hoja de chapa y procedimiento de mantenimiento de dicha prensa, del 8 de Abril de 2020, de PSA Automobiles SA: Prensa destinada a dar forma por un procedimiento de embutición a una hoja de chapa , que comprende una matriz y un punzón adaptados […]
Aparato de plegado y método de plegado de una pieza de trabajo metálica en forma de placa, del 28 de Mayo de 2019, de AIDA ENGINEERING LTD.: Un aparato de plegado para una pieza de trabajo metálica en forma de placa , que comprende: una pluralidad de dispositivos de expansión y contracción (20A-20G); […]