Procedimiento para compactar un dentado con procedimientos diferentes.
Compactación superficial de una pieza con por lo menos un dentado realizado a partir de material sinterizado,
siendo compactada una primera superficie de la pieza, es decir un dentado interior de la pieza, con un procedimiento distinto al utilizado en una segunda superficie de la pieza, es decir un dentado exterior de la pieza, que es compactada superficialmente mediante un procedimiento de laminación.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/005476.
Solicitante: GKN SINTER METALS HOLDING GMBH.
Nacionalidad solicitante: Alemania.
Dirección: KREBSOGE 10 42477 RADEVORMWALD ALEMANIA.
Inventor/es: KOTTHOFF,Gerhard.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21H5/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21H FABRICACION DE ARTICULOS METALICOS ESPECIALES POR LAMINADO, p. ej. TORNILLOS, RUEDAS, ANILLOS, CILINDROS, BOLAS (principalmente a partir de chapas B21D). › B21H 5/00 Fabricación de ruedas dentadas. › de ruedas rectas.
- B22F5/08 B […] › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 5/00 Fabricación de piezas o de objetos a partir de polvos metálicos caracterizada por la forma particular del producto a realizar. › de piezas dentadas, p. ej. ruedas dentadas; de discos de levas.
PDF original: ES-2379640_T3.pdf
Fragmento de la descripción:
Procedimiento para compactar un dentado con procedimientos diferentes.
La presente invención se refiere a una compactación superficial de una pieza con por lo menos un dentado de material sinterizado.
Los elementos de dentado sinterizados como, por ejemplo, ruedas dentadas fabricadas mediante metalurgia de polvos, se utilizan en campos extensos. Los materiales sinterizados presentan en general una densidad más pequeña en comparación con los materiales forjados de manera convencional realizados, por ejemplo, en acero. Del documento US 2004/0177719 A1 se desprende que una pieza en verde en forma de rueda dentada es sinterizada, la pieza sinterizada es sometida a chorro de bolas en un pie de diente y la rueda dentada es calibrada acto seguido.
La presente invención se plantea el problema de conseguir una mejora de una distribución de la resistencia de un elemento de dentado metálico que presenta un material sinterizado.
Este problema se resuelve mediante un procedimiento para la compactación superficial de una pieza con por lo menos un dentado de material sinterizado con las características de la reivindicación 1. En las reivindicaciones dependientes se indican estructuraciones ventajosas y perfeccionamientos. Las características indicadas en cada caso en la descripción se pueden conectar en general como también en especial con las otras características para dar perfeccionamientos. En especial los ejemplos indicados, con sus características respectivas, no deben concebirse de forma limitante. Las características indicadas allí se pueden conectar más bien también con otras características de otros ejemplos o de la descripción general.
Según una idea de la invención, que se puede utilizar independientemente así como relacionada con otras características de la exposición, se propone una compactación superficial de una pieza con por lo menos un dentado de material sinterizado la cual es compactada superficialmente mediante un proceso de laminación, siendo compactada una primera superficie de la pieza, un dentado interior, con un procedimiento distinto que una segunda superficie de la pieza, un dentado exterior. Preferentemente, un primer dentado de la pieza presenta una compactación diferente que un segundo dentado de la pieza. Existe también la posibilidad, que no pertenece a la invención, de que un dentado exterior sea compactado superficialmente mediante un procedimiento de laminación, mientras que una segunda superficie es un taladro, la cual es compactada superficialmente con otro procedimiento. Preferentemente, un taladro en la pieza adquiere, después de una compactación superficial, una superficie endurecida y es llevada a continuación a una forma final. Esto permite la utilización del taladro para un árbol o un eje. Una mejora de la precisión se puede conseguir gracias a llevar a cabo, después de un endurecimiento del dentado, una compactación de la superficie.
En un perfeccionamiento del procedimiento para la fabricación de un elemento de dentado metálico, endurecido superficialmente por lo menos en parte, el cual presenta un material sinterizado compactado, se fabrica una preforma del elemento de dentado con una medida excesiva localmente selectiva con respecto a una medida final del elemento de dentado y se lamina, por lo menos mediante una herramientas de laminación, hasta la medida final, siendo compactado el elemento de dentado, por lo menos en la zona de por lo menos un flanco y/o de un pie de un diente del elemento de dentado, para la generación de una capa de borde compactada, localmente en una superficie.
Un elemento de dentado es al mismo tiempo, por ejemplo, una rueda dentada, una barra dentada, un talón, un rotor P, una corona dentada, una rueda dentada para cadenas o similar. El material sinterizado compactado se fabrica en especial mediante procedimientos de metalurgia de los polvos. Por ejemplo, se sinteriza un polvo de metal bajo una presión en conexión con un tratamiento térmico. Además, se moldea por inyección polvo de metal en conexión con plástico así como se sinteriza, en especial bajo una presión, preferentemente con un tratamiento térmico. Para una conformación de la pieza sinterizada se utiliza, en especial, una forma de sinterización, la cual presenta para ello por lo menos la medida final del elemento de dentado que hay que fabricar. Preferentemente se utiliza como forma la pieza que resulta directamente del proceso de sinterización. En otra variante se puede disponer después, sin embargo, también por lo menos otro paso de mecanizado superficial. La preforma presenta al mismo tiempo una medida excesiva la cual debe entenderse como dimensión final, estando definida la diferencia preferentemente de forma puntual perpendicularmente con respecto a la superficie.
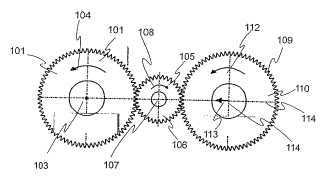
Como herramienta de laminación se utiliza, por ejemplo, un cilindro, el cual está dotado con un dentado, que se puede hacer engranar con el dentado del elemento de dentado. Una herramienta de laminación de este tipo se hacer rodar, en especial bajo una presión, sobre una superficie del elemento de dentado. Preferentemente se utilizan en especial simultáneamente dos o varias herramientas de laminación de este tipo. Por ejemplo, se puede disponer una rueda dentada que haya que fabricar en posición central entre dos herramientas de laminación. Mediante aproximación de ambas herramientas de laminación se puede dar lugar acto seguido a una compactación superficial del material sinterizado del dentado. En general un procedimiento de fabricación de este tipo se conoce, por ejemplo, mediante Takeya et al. "Surface Rolling of sintered gears", SAE 1982 World Congress, Technical Paper 820234. Del documento DE 33 250 37, del US nº 4.059.879, del EP 0 552 272 A1, del EP 1 268 102 A1, del
US nº 5.729.822, del US nº 6.711.187, del US nº 5.884.527, del US nº 5.754.937, del US nº 6.193.927, del EP 0 600 421 A1, del GB 2.250.227 se desprenden también en cada caso diferentes procedimientos de fabricación, materiales sinterizados, herramientas, desarrollo de la compactación y dispositivos para dentados sinterizados, los cuales se pueden utilizar asimismo sumados a la invención. A las publicaciones citas más arriba se remite en correspondencia con el marco de la presente exposición.
Por ejemplo, se puede utilizar una primera herramienta de laminación, bajo una primera presión, esencialmente para la laminación de contorno basta y a continuación una segunda herramienta de laminación bajo una segunda presión para la obtención de la compactación superficial que hay que ajustar selectivamente.
La medida excesiva localmente selectiva está dimensionada en especial de tal manera que el elemento de dentado es compactado de forma localmente variada por lo menos en la zona de por lo menos un flanco y/o de un pie de un diente del elemento de dentado en una capa de borde en una superficie. Preferentemente se alcanza, dentro de la capa de borde compactada, una densidad completa, debiendo entenderse la densidad completa referida preferentemente a una densidad de un diente forjado con polvo comparable. Una preforma realizada en un material sinterizado presenta, por ejemplo, en un núcleo una densidad de por lo menos 6, 8 g/cm3, preferentemente de por lo menos 7, 1 g/cm3 y en especial de por lo menos 7, 3 g/cm3. En la capa de borde compactada la preforma presenta, por ejemplo, una densidad de por lo menos 7, 7 g/cm3, preferentemente de por lo menos 7, 8 g/cm3, lo que corresponde a la densidad de una preforma forjada con polvo hecha del mismo material. De forma especialmente ventajosa se consigue al mismo tiempo una distribución de la resistencia correspondiente a la solicitación. Además, se proporciona preferentemente, con una distribución de la densidad localmente variable y correspondiente a la solicitación, un dentado sinterizado altamente solicitable. La distribución de la densidad puede presentar, en especial en las zonas más solicitadas, un grado de densidad mayor a lo largo de una zona mayor, en comparación con zonas de menor carga directamente contiguas. Mediante una determinación de una sobredimensión optimizada se puede fabricar un dentado fabricado de esta manera, , también de forma rentable en pocas etapas de trabajo.
Según una estructuración se genera conjuntamente la capa de borde compactada en cada caso de manera diferente, mediante una medida excesiva diferente, a lo largo de un flanco y/o base del diente de la preforma. Está previsto, por ejemplo, que una profundidad de la capa de borde compactada, vista en cada caso perpendicularmente con respecto a la superficie, presente en aproximadamente en el lugar... [Seguir leyendo]
Reivindicaciones:
1. Compactación superficial de una pieza con por lo menos un dentado realizado a partir de material sinterizado, siendo compactada una primera superficie de la pieza, es decir un dentado interior de la pieza, con un procedimiento distinto al utilizado en una segunda superficie de la pieza, es decir un dentado exterior de la pieza, que es compactada superficialmente mediante un procedimiento de laminación.
2. Compactación superficial según la reivindicación anterior, caracterizada porque un taladro en la pieza obtiene una superficie endurecida tras una densificación superficial y a continuación es llevada a una forma final. 10
3. Compactación superficial según una de las reivindicaciones anteriores, caracterizada porque después de un endurecimiento del dentado tiene lugar una compactación superficial.
Patentes similares o relacionadas:
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]
Dispositivo y procedimiento para la producción de perfilados de piezas a modo de engranajes, del 12 de Octubre de 2016, de ERNST GROB AG: Dispositivo para la fabricación de piezas cilíndricas , las cuales presentan un perfilado definido, con una sujeción de pieza desplazable axialmente y girable […]
Planetario para un husillo de accionamiento rodante planetario, del 21 de Septiembre de 2016, de SCHAEFFLER TECHNOLOGIES GMBH & CO. KG: Planetario para un husillo de accionamiento rodante planetario en el que a lo largo de su eje planetario se configura una sección central con un diámetro mayor […]
Procedimiento y dispositivo para la fabricación de componentes metálicos rotacionalmente simétricos, del 27 de Abril de 2016, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes rotacionalmente simétricos de metal, especialmente acero, en el que se dispone de forma no giratoria una […]
 Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
Método de fabricación de ruedas de engranaje perfiladas a partir de piezas brutas de metal en polvo, del 1 de Abril de 2015, de Stackpole International Powder Metal, ULC: Un método para fabricar una rueda que tiene dos engranajes axialmente adyacentes formados sobre la misma, comprendiendo la preparación de una pieza […]
 Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
Máquina de laminado en frío y procedimiento de laminado en frío, del 11 de Diciembre de 2013, de MAG IAS GMBH: Máquina de laminado en frío que comprende un primer soporte de vástago de laminado móvil y un segundosoporte de vástago de laminado móvil , por medio de los cuales […]
 Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
Dentado de compactación superficial de material de sinterización con desviaciones especiales, del 13 de Junio de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para la fabricación de un dentado de engranaje recto de material de sinterización compactado, en el que, por medio de unos datos […]
 Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]
Elemento dentado sinterizado con compactación superficial localmente selectiva, del 28 de Mayo de 2013, de GKN SINTER METALS HOLDING GMBH: Procedimiento para fabricar un elemento dentado metálico superficialmente compactado que presenta unmaterial de sinterización compactado con una respectiva capa de borde […]