PROCEDIMIENTO PARA CARGAR RECIPIENTES CON MERCANCIAS AL POR MENOR.
Procedimiento para la colocación de mercancías al por menor (S),
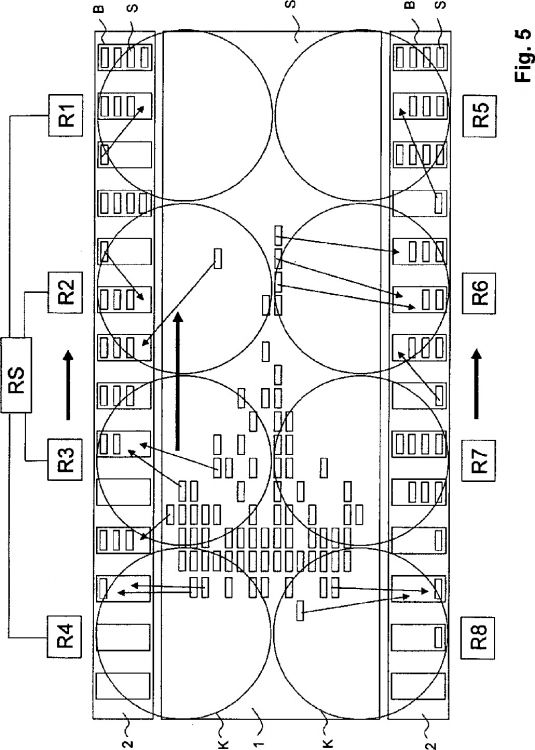
en posiciones de depósito que alojan un determinado índice de carga de mercancías al por menor, de manera especial recipientes (B), alimentándose las mercancías al por menor (S) sobre, al menos, un transportador (1) de las mercancías al por menor, hasta al menos dos dispositivos de prensión (R1 - R8) que están dispuestos sucesivamente en el sentido de transporte, con objeto de cargarlos por medio de estos dispositivos de prensión (R1 - R8) en lugares vacíos de las posiciones de depósito, especialmente recipientes (B) alimentados sobre, al menos, un transportador de los recipientes (2), trabajando los dispositivos de prensión con una estrategia de carga modificada con respecto a un funcionamiento normal cuando se produzca una disminución o una ausencia del abastecimiento de mercancías al por menor con objeto de evitar, dentro de lo posible, posiciones de depósito, especialmente recipientes, parcialmente cargadas
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/063838.
Solicitante: ROBERT BOSCH GMBH.
Nacionalidad solicitante: Alemania.
Dirección: POSTFACH 30 02 20,70442 STUTTGART.
Inventor/es: TISCHHAUSER,RETO.
Fecha de Publicación: .
Fecha Concesión Europea: 23 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B65B5/10C
- B65B57/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 57/00 Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18). › Empleo de dispositivos de contado controlando la alimentación de objetos (otros empleos B65B 65/08).
Clasificación PCT:
- B65B5/10 B65B […] › B65B 5/00 Embalaje de objetos individuales en receptáculo o recipientes, p. ej. sacos, bolsas, cajas, cartones, latas, tarros. › Llenado de receptáculos o recipientes, progresivamente o por etapas sucesivas, introduciendo sucesivamente los objetos o capas de objetos.
- B65B57/20 B65B 57/00 […] › Empleo de dispositivos de contado controlando la alimentación de objetos (otros empleos B65B 65/08).
Fragmento de la descripción:
Procedimiento para cargar recipientes con mercancías al por menor.
Campo técnico
La invención se refiere a un procedimiento para cargar recipientes con mercancías al por menor de conformidad con el preámbulo de la reivindicación 1.
Estado de la técnica
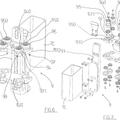
Las mercancías al por menor, que son suministradas, a partir de las instalaciones de producción, a una línea de embalaje por medio de transportadores de alimentación, pueden ser dispuestas de una manera completamente automática por medio de dispositivos autómatas en los recipientes previstos. La publicación EP 0 250 470 divulga tales dispositivos autómatas, que se denominan también dispositivos de prensión o dispositivos autómatas Delta, que son adecuados para ser empleados en las cadenas de embalaje. Se trata de un dispositivo autómata con un cuerpo básico, sobre el cual se ha articulado un órgano de trabajo a través de tres brazos constituidos por dos piezas, sobre cuyo órgano de trabajo se han dispuesto, a su vez, manos mecánicas o elementos de aspiración. Se conocen por las publicaciones US 6 543 987 y US 6 896 473 desarrollos en los que el dispositivo autómata Delta dispone de un cuarto eje longitudinalmente modificable. En lugar del dispositivo autómata Delta son adecuados también otros dispositivos autómatas para la recogida y la colocación -Pick & Place-, por ejemplo también el dispositivo autómata denominado Scara o el dispositivo autómata de 6 ejes.
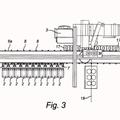
De manera usual se transportan las mercancías al por menor y los recipientes sobre dos o más transportadores de alimentación, que discurren de manera paralela entre sí, agarrando los dispositivos de prensión a las mercancías al por menor de manera individual o en grupos, moviéndose los transportadores de manera continua o paso a paso y depositándolas en los recipientes.
La publicación EP 0 749 902 A describe una instalación, en la que las mercancías al por menor y los recipientes son transportados en corrientes paralelas, es decir paralelamente entre sí y en el mismo sentido. La publicación EP 0 865 465 A divulga una instalación con un principio a contracorriente, es decir que los transportadores de los recipientes discurren ciertamente en posición paralela con respecto a los transportadores de las mercancías al por menor, sin embargo lo hacen en el sentido opuesto al del sentido de desplazamiento de los transportadores de las mercancías al por menor.
La publicación EP 1 285 851 A propone un procedimiento con objeto de aumentar la duración de vida o bien la duración máxima de utilización de los dispositivos autómatas de prensión, que son empleados a lo largo de tales cadenas de recogida según el principio de corriente paralela o según el principio de contracorriente. Los dispositivos autómatas son controlados con esta finalidad de conformidad con la colocación de las mercancías al por menor sobre el transportador de alimentación de tal manera, que sean utilizados del modo más homogéneo posible en el tiempo y no queden sometidos a fuertes oscilaciones de rendimiento.
En la publicación EP 1 352 831 A se controla la velocidad relativa entre la alimentación del recipiente y la alimentación de las mercancías al por menor en la zona de la cadena del dispositivo de prensión. El control de la velocidad relativa se lleva a cabo en este caso en función de un estado de carga de, al menos, un elemento de almacenamiento. Este procedimiento posibilita un trasiego eficiente de mercancías al por menor en recipientes con una carga lo más completa posible.
Sin embargo, todos estos procedimientos se ocupan con el funcionamiento normal de la instalación. Se supone siempre que son suministradas suficientes mercancías al por menor o bien que puede solventarse del modo más rápido posible una escasez. Cuando se termina una producción, por ejemplo cuando se cambia un producto o cuando se cambia un formato, así como también cuando se lleva a cabo la limpieza de la instalación o cuando se produce un fallo inesperado de la instalación para la producción de los productos al por menor, están disponibles pocas mercancías al por menor sobre el transportador de alimentación como para poder cargar por completo todos los recipientes que se encuentran ya sobre el transportador de recipientes. De manera usual, se plantea el problema de que en el instante de la detención del proceso de producción el número de productos que se encuentran todavía sobre el transportador de las mercancías al por menor no coincide con el número de las posiciones de distribución que deben ser llenadas o con el número de lugares en los recipientes. Especialmente en el caso del principio a contracorriente, en el que además los productos se "alejan" de los recipientes que deben ser cargados todavía, muchos de los recipientes están ya cargados en parte. Estos recipientes cargados en parte ya no pueden ser cargados.
Los recipientes cargados de manera incompleta son retirados, por no cumplir las exigencias de calidad, durante el control final, que se lleva a cabo usualmente por medio de una báscula y tiene que ser rellenados a mano o tienen que ser eliminados como desperdicios. Así mismo, las mercancías al por menor, que quedan depositadas finalmente sobre el transportador de las mercancías al por menor, tienen que ser retiradas y evacuadas a mano. El desperdicio de productos no es despreciable. Por otra parte debe estar disponible un personal suficiente. Cuando deban ser embaladas mercancías al por menor tales como por ejemplo galletas, no pueden permanecer durante mucho tiempo los recipientes parcialmente cargados sin ser procesados. Esto requiere mucho tiempo especialmente cuando se producen frecuentes cambios de producto y reduce la productividad de la instalación.
Exposición de la invención
Por consiguiente la tarea de la invención consiste en proporcionar un procedimiento, que posibilite una distribución completamente automática y óptima de las mercancías al por menor que permanecen todavía sobre el transportador de alimentación en los recipientes o bien en las posiciones de depósito al final de una producción o bien cuando se presente una escasez de mercancías al por menor o cuando se produzca una interrupción de la producción de otro tipo.
Esta tarea es resuelta por medio de un procedimiento con las características de la reivindicación 1.
En el procedimiento, de conformidad con la invención, para la colocación de mercancías al por menor en posiciones de depósito que alojan un determinado índice de carga de mercancías al por menor, especialmente recipientes, son alimentadas las mercancías al por menor sobre, al menos, un transportador de mercancías al por menor al menos a dos dispositivos de prensión, que están dispuestos sucesivamente en el sentido de desplazamiento con objeto de cargar por medio de estos dispositivos de prensión en los lugares vacíos de las posiciones de depósito, especialmente recipientes, alimentadas sobre, al menos, un transportador de recipientes. Cuando el abastecimiento de mercancías al por menor disminuye o desaparece, los dispositivos de prensión trabajan con una estrategia de carga modificada con respecto a la del funcionamiento normal con objeto de evitar tanto como sea posible las posiciones de depósito parcialmente cargadas, especialmente recipientes. Esto significa que los dispositivos de prensión trabajan de tal manera, que las posiciones de depósito completamente cargadas y completamente vacías, especialmente recipientes, abandonan la instalación, pero no abandonan la instalación las posiciones de depósito parcialmente cargadas, especialmente recipientes, apenas o en absoluto.
En una variante de conformidad con la invención el dispositivo de prensión, al menos único, que está dispuesto aguas arriba, en el sentido de desplazamiento del transportador de recipientes, carga de manera preferente recipientes con un estado de carga elevado. De manera preferente, los recipientes completamente vacíos ya no son carga-dos.
De este modo, pueden formarse con las mercancías al por menor, que se encuentran todavía sobre el transportador de las mercancías al por menor, en el menor espacio de tiempo, el mayor número posible de recipientes completamente cargados y pueden ser empaquetadas prácticamente todas las mercancías al por menor. En este caso se admite que el transportador de los recipientes entre los recipientes cargados también pueda retirar recipientes individuales vacíos para su ulterior procesamiento. Estos recipientes vacíos pueden ser separados del procesamiento ulterior sin que por ello tengan que ser evacuadas o recargadas las mercancías al...
Reivindicaciones:
1. Procedimiento para la colocación de mercancías al por menor (S), en posiciones de depósito que alojan un determinado índice de carga de mercancías al por menor, de manera especial recipientes (B), alimentándose las mercancías al por menor (S) sobre, al menos, un transportador (1) de las mercancías al por menor, hasta al menos dos dispositivos de prensión (R1 - R8) que están dispuestos sucesivamente en el sentido de transporte, con objeto de cargarlos por medio de estos dispositivos de prensión (R1 - R8) en lugares vacíos de las posiciones de depósito, especialmente recipientes (B) alimentados sobre, al menos, un transportador de los recipientes (2), trabajando los dispositivos de prensión con una estrategia de carga modificada con respecto a un funcionamiento normal cuando se produzca una disminución o una ausencia del abastecimiento de mercancías al por menor con objeto de evitar, dentro de lo posible, posiciones de depósito, especialmente recipientes, parcialmente cargadas.
2. Procedimiento según la reivindicación 1, en el que el dispositivo de prensión, al menos único, que está dispuesto aguas arriba, en el sentido de transporte del transportador de los recipientes, en el caso de la estrategia de carga modificada, carga preferentemente recipientes (B) con un estado de carga elevado y de manera preferente ya no carga los recipientes que están completamente vacíos.
3. Procedimiento según una de las reivindicaciones 1 o 2, en el que el dispositivo de prensión, al menos único, que está dispuesto aguas abajo, en el sentido de transporte del transportador de los recipientes, transvasa preferentemente mercancías al por menor desde un recipiente parcialmente cargado hasta otro recipiente parcialmente cargado.
4. Procedimiento según la reivindicación 3, en el que a la hora de tomar la decisión de si son retiradas mercancías al por menor desde un primer recipiente o de si son introducidas mercancías al por menor en este recipiente, se tiene en consideración el número de mercancías al por menor en este primer recipiente y la suma de todas las mercancías al por menor en los otros recipientes, que se encuentran al mismo tiempo en la zona de procesamiento del dispositivo de prensión, al menos único, que está dispuesto aguas abajo, en el sentido de transporte del transportador de los recipientes.
5. Procedimiento según la reivindicación 4, en el que, cuando estén presentes en los otros recipientes una cantidad suficiente de mercancías al por menor para cargar por completo el primer recipiente, se carga el primer recipiente y en el caso en que no estén presentes en los otros recipientes una cantidad suficiente de mercancías al por menor para llenar por completo el primer recipiente, las mercancías al por menor son retiradas del primer recipiente.
6. Procedimiento según una de las reivindicaciones 4 o 5, en el que el primer recipiente es el recipiente que se encuentra respectivamente en la zona de procesamiento aguas abajo en el punto más bajo en el sentido de transporte del transportador de los recipientes.
7. Procedimiento según una de las reivindicaciones 3 a 6, en el que el dispositivo de prensión, al menos único, que está dispuesto aguas abajo, en el sentido de transporte del transportador de los recipientes, deposita en los recipientes las mercancías al por menor que son transportadas sobre el transportador de las mercancías al por menor.
8. Procedimiento según una de las reivindicaciones 3 a 7, en el que el dispositivo de prensión, que está dispuesto entre un dispositivo de prensión, que está dispuesto aguas arriba en el punto más alto en el sentido de transporte del transportador de los recipientes, y un dispositivo de prensión que está dispuesto aguas abajo en el punto más bajo, pasa desde la estrategia de carga del dispositivo de prensión situado en el punto más alto a la estrategia de carga del dispositivo de prensión situado en el punto más bajo en función de las mercancías al por menor que están presentes todavía sobre el transportador de las mercancías al por menor.
9. Procedimiento según una de las reivindicaciones 1 a 8, en el que se vuelven a disponer sobre el transportador de las mercancías al por menor, las mercancías al por menor procedentes de recipientes que ya han sido cargados en parte.
10. Procedimiento según una de las reivindicaciones 1 a 9, en el que el transportador de las mercancías al por menor y el transportador de los recipientes efectúan el transporte con una velocidad total o reducida.
11. Procedimiento según una de las reivindicaciones 1 a 10, en el que el sentido de transporte del transportador de las mercancías al por menor, al menos único, discurre de manera paralela pero en el sentido contrario al sentido de transporte del transportador de los recipientes, al menos único.
12. Procedimiento según una de las reivindicaciones 1 a 10, en el que el sentido de transporte del transportador de las mercancías al por menor, al menos único, discurre paralelamente y en el mismo sentido que el sentido de transporte del transportador de los recipientes, al menos único.
13. Procedimiento según una de las reivindicaciones 1 a 12, en el que se utiliza como transportador de las mercancías al por menor, al menos único, una cinta transportadora que discurre horizontalmente.
Patentes similares o relacionadas:
 Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Un aparato para la transferencia de artículos farmacéuticos de una máquina de contar al interior de recipientes que avanzan continuamente, del 15 de Mayo de 2019, de MARCHESINI GROUP S.P.A.: Un aparato (D) para transferir artículos farmacéuticos de al menos una máquina de contar (MC) al interior de los recipientes (C) que avanzan en modo continuo a lo largo […]
Procedimiento para proporcionar un número predeterminado de elementos almacenados contiguos formando una fila, dispositivo para llevar a cabo dicho procedimiento, y máquina pesadora de combinación que comprende dicho dispositivo, del 4 de Mayo de 2017, de GIRNET INTERNACIONAL, S.L.: Procedimiento para proporcionar un número predeterminado de elementos almacenados contiguos formando una fila, dispositivo para llevar a cabo dicho procedimiento, […]
Un dispositivo de detección y recuento para detectar una totalidad y para contar artículos farmacéuticos/parafarmacéuticos, del 30 de Noviembre de 2016, de MARCHESINI GROUP S.P.A.: Un dispositivo de detección y recuento para detectar una totalidad de y para recuento de artículos farmacéuticos/parafarmacéuticos, pudiendo […]
Dispositivo para el contaje de objetos suministrados como producto a granel, del 20 de Abril de 2016, de Collischan GmbH & Co. KG: Dispositivo para el contaje de objetos suministrados como producto a granel, con un primer dispositivo de alimentación para el contaje previo y suministro […]
 Estación de almacenamiento y dosificación para almacenar y dispensar cantidades dosificadas de porciones de fármaco sólido, del 30 de Marzo de 2016, de CareFusion Switzerland 317 Sarl: Una estación de almacenamiento y dosificación para almacenar y dispensar cantidades dosificadas de porciones de fármaco sólidas, comprendiendo la estación de almacenamiento […]
Estación de almacenamiento y dosificación para almacenar y dispensar cantidades dosificadas de porciones de fármaco sólido, del 30 de Marzo de 2016, de CareFusion Switzerland 317 Sarl: Una estación de almacenamiento y dosificación para almacenar y dispensar cantidades dosificadas de porciones de fármaco sólidas, comprendiendo la estación de almacenamiento […]
Un aparato para transportar y descargar productos de manera selectiva, del 26 de Noviembre de 2014, de CABINPLANT INTERNATIONAL A/S: Un procedimiento de transporte y descarga selectiva de un número de productos alimenticios, de uno en uno, en el que dicho procedimiento comprende: i) […]
Aparato de llenado de recipientes para el llenado de recipientes con artículos farmacéuticos/parafarmacéuticos, del 23 de Abril de 2014, de MARCHESINI GROUP S.P.A.: Un aparato de llenado de recipientes para el llenado de recipientes con artículos farmacéuticos/parafarmacéuticos de un tipo que comprende: un […]