PROCEDIMIENTO DE CAMBIO RAPIDO DE LOS CILINDROS DE UNA CAJA DE LAMINADOR E INSTALACION ASOCIADA.
Procedimiento de cambio rápido de por lo menos un cilindro de una caja de laminador (2),
aplicando un dispositivo de desplazamiento de cilindros (10) dispuesto sobre un primer lado de la caja y apto para desplazar un cilindro según su eje en traslación a lo largo del eje de carga (C, C'') de la caja, caracterizado porque, dicho dispositivo de desplazamiento contiene medios de enganche conjugados y cada cilindro esta equipado, en el extremo situado en el primer lado de medios de enganche, y, en el extremo situado en el segundo lado opuesto al primer lado de medios de enganche conjugados, el procedimiento consiste en colocar un cilindro de sustitución (8'', 9'') sobre el eje de carga de la caja; acoplar los medios de enganche conjugados del dispositivo de desplazamiento (10) a los medios de enganche de un cilindro entre el cilindro de sustitución y un cilindro que debe sustituirse inicialmente en la caja, así como acoplar los medios de enganche y los medios de enganche conjugados del cilindro que debe sustituirse (8, 9) y del cilindro de sustitución (8'', 9''); accionar el dispositivo de desplazamiento (10) que es del tipo impulsor/tirador de modo que el conjunto formado por el cilindro que debe sustituirse y el cilindro de sustitución se pone en translación; y, cuando el cilindro a sustituir está fuera de la caja (2) y el cilindro de sustitución está en la caja, al detener el accionamiento del dispositivo de desplazamiento y al desacoplar los distintos medios de enganche y de enganche conjugados unos a otros, el cilindro que debe sustituirse (8, 9) se encuentra entonces en reserva, cerca de la caja del laminador, para utilizase durante un cambio posterior del cilindro como cilindro de sustitución
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07300700.
Solicitante: SIEMENS VAI METALS TECHNOLOGIES SAS.
Nacionalidad solicitante: Francia.
Dirección: 51 RUE SIBERT,42400 SAINT CHAMOND.
Inventor/es: BADIOU,JEAN-CLAUDE.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Enero de 2007.
Fecha Concesión Europea: 21 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B21B31/10M
Clasificación PCT:
- B21B31/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04). › B21B 31/00 Estructura de las cajas de laminadores; Montaje, regulación o cambio de cilindros, de los soportes de cilindros o de los chasis. › por desplazamiento horizontal.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Procedimiento de cambio rápido de los cilindros de una caja de laminador e instalación asociada.
La invención tiene como ámbito el de los procedimientos de sustitución de los cilindros de una caja de laminador y el de las instalaciones de laminado que aplican tales procedimientos.
De manera general, cuando un cilindro en una caja se gasta o estropea, debe de ser cambiado. Para eso se para el laminador. El cilindro usado se descarga de la caja. A continuación se traslada a un taller de cilindros para que allí le realicen las operaciones de rectificación. Paralelamente, después de que el cilindro usado se ha descargado de la caja, un cilindro nuevo se carga en la caja vacía. La instalación de laminado se puede entonces volver a arrancar.
El ámbito particular de la invención es el de los laminadores para los cuales los cilindros de trabajo no se ponen en rotación directamente por los medios de arrastre, sino que lo hacen por medio de los cilindros de apoyo. Los cilindros de apoyo se ponen en rotación por los medios de arrastre que se les asocian, y arrastran a su vez por fricción los cilindros de trabajo en contacto con el producto que debe laminarse. Es por ejemplo el caso en un laminador del tipo "skin-pass" destinado a dar a una banda que debe laminarse un estado de superficie particular. Así, para tales laminadores, el lado del motor de la caja de laminador (el lado donde están situados los medios de propulsión, por oposición con el lado del operador) esta relativamente retirado, por lo menos en proximidad a los cilindros de trabajo.
Hay que tener en cuenta que la invención no tiene como ámbito los dispositivos "push/pull" en los cuales se acciona el dispositivo de manera que extraiga el cilindro que hay que reemplazar fuera de la caja, luego se coloca un cilindro de sustitución en el lugar del cilindro que hay que sustituir fuera de la caja (por ejemplo por un sistema de barrilete). Se acciona el dispositivo de modo que empuje al cilindro de sustitución dentro de la caja.
El estado de la técnica relativo a la invención es el de los dispositivos "push through" o "pull through". Según el estado de la técnica se puede elegir o una instalación que permite la descarga de los cilindros usados en el lado del motor, o una instalación que permite la carga de los nuevos cilindros desde el lado del motor.
Según un primer método conocido que permite extraer un cilindro usado fuera de la caja insertando al mismo tiempo un nuevo cilindro dentro de la caja, la instalación de laminado se equipa de un dispositivo de desplazamiento de empuje. El accionamiento de este dispositivo de empuje permite impulsar un nuevo cilindro para cargarlo dentro de la caja. El nuevo cilindro empuja a su vez el cilindro usado inicialmente en la caja para descargarlo fuera de la caja. El cilindro usado se recibe sobre un carro dispuesto del otro lado de la caja con relación al dispositivo de empuje, mientras que el nuevo cilindro se ha colocado inicialmente, antes de su carga en la caja del lado de la caja donde se sitúa el dispositivo de empuje. Por ejemplo el documento EP 0 618 018 describe, en el marco de una instalación tándem reversible, un sistema "push through". Hay que tener en cuenta que se puede elegir posicionar el dispositivo de empuje o en el lado del motor, o en el lado del operador.
Según este primer procedimiento conocido, el dispositivo de empuje es un tipo de pistón simple que aplica, por contacto sobre un extremo del nuevo cilindro de sustitución, una fuerza de empuje dirigida según el eje de este cilindro nuevo. El cilindro nuevo en primer lugar se desplaza, luego entra en contacto con un extremo del cilindro usado que hay que sustituir. A su vez, el cilindro nuevo aplica una fuerza de contacto sobre el cilindro usado, dirigida según el eje de este cilindro usado y apto para empujar el cilindro usado para desplazarlo fuera de la caja.
Este primer procedimiento conocido presenta la dificultad de que debe de conducirse lentamente de manera que, en cualquier momento, los cilindros no adquieran una inercia demasiado grande que provocaría que sus desplazamientos fueran incontrolables. Es también necesario que las diferentes fuerzas de reacciones de contacto estén perfectamente alineadas con el eje de los cilindros para que estos se desplacen axialmente, a lo largo de una dirección de la carga de la caja. En caso contrario, los cilindros, los rodamientos o los calzos con los que se equipan los distintos cilindros, u otras piezas de la caja podrían dañarse.
Según un segundo procedimiento conocido, la instalación de laminado se equipa de un dispositivo de desplazamiento tirador. Mientras que un extremo del cilindro usado en la caja se engancha a un extremo del cilindro nuevo fuera de la caja, el dispositivo tirador engancha el otro extremo del cilindro usado que hay que sustituir. El dispositivo tirador aplica entonces una fuerza de tracción apta para desplazar el cilindro usado fuera de la caja. A su vez, el arrastra por tracción al cilindro nuevo dentro de la caja. El cilindro usado extraído de la caja se recibe sobre un carro dispuesto en el mismo lado que el dispositivo tirador, el cilindro nuevo que se había colocado previamente, antes de que se cargue en la caja, del lado de la instalación opuesto al lado donde se sitúa el dispositivo tirador. Hay que tener en cuenta que se puede escoger entre posicionar el dispositivo tirador o del lado del motor o del lado del operador.
Según este segundo procedimiento conocido, el enganche del dispositivo tirador a uno de los extremos del cilindro usado a la caja, así como el enganche del otro extremo del cilindro usado a uno de los extremos del cilindro nuevo fuera de la caja, se puede realizar por cooperación entre un gancho y una anilla. Por ejemplo, cuando el dispositivo tirador se acerca hacia el cilindro usado, la anilla se lleva por el dispositivo tirador, volviendo a entrar en contacto con el gancho, llevado por el extremo correspondiente del cilindro usado, comenzando a levantarse por rotación alrededor de un pivote. En cuanto la anilla atraviesa la punta del gancho, los medios de retorno lo bajan automáticamente dentro del cierre formado por el gancho. Eventualmente, se acciona entonces un perno retráctil para cerrar el gancho alrededor de la anilla para evitar que este último se expulse. Se pueden a continuación desplazar los cilindros por tracción.
La dificultad reside en que, después de la inserción de los cilindros nuevos en la caja, es necesario realizar una operación compleja y costosa en el tiempo para retirar los ganchos de las anillas correspondientes. Además, generalmente se realiza esta operación manualmente por un operador.
De una forma general, se procura automatizar al máximo todas las operaciones que deben de realizarse cerca del laminador. En efecto, la zona situada alrededor del laminador, tanto de la parte del motor como de la parte del operador, sigue siendo una zona peligrosa para el personal. Por lo tanto es ventajoso poner a punto las instalaciones para que ofrezcan una mayor seguridad para el personal.
Además, en todas las instalaciones de laminado, el responsable de la explotación busca optimizar la productividad. Esto se realiza, entre otras cosas, limitando el impacto de la sustitución de los cilindros en la productividad.
Ahora bien, según el estado anterior de la técnica, en el momento de la sustitución de los cilindros, o el laminador se detiene y el tiempo muerto correspondiente conduce a una pérdida de la productividad, o el laminador continúa funcionando, y la longitud de banda que ha sido desenrollada durante el cambio de los cilindros no se lamina o por lo menos no se lamina con las especificaciones exigidas. Esta longitud de banda que no corresponde a un producto terminado es invendible y constituye una pérdida de productividad.
Para la explotación de las instalaciones de laminado que sirven para la producción de una cantidad importante de producto laminado, por ejemplo del orden de las 500.000 toneladas, una operación de cambio de los cilindros cuya puesta en funcionamiento es más simple y más rápido es siempre interesante, aunque las ganancias de productividad son marginales.
En cambio, para la explotación de las instalaciones de laminado que permiten realizar producciones fraccionadas, la cuestión de los grados de productividad se plantea con una mayor intensidad. Por producción fraccionada o fragmentada, que son las nuevas formas de explotación de los laminadores hacia las cuales se vuelven las industrias desde hace poco, se entiende la producción sucesiva de diversos productos laminados, cada...
Reivindicaciones:
1. Procedimiento de cambio rápido de por lo menos un cilindro de una caja de laminador (2), aplicando un dispositivo de desplazamiento de cilindros (10) dispuesto sobre un primer lado de la caja y apto para desplazar un cilindro según su eje en traslación a lo largo del eje de carga (C, C') de la caja,
caracterizado porque,
dicho dispositivo de desplazamiento contiene medios de enganche conjugados y cada cilindro esta equipado, en el extremo situado en el primer lado de medios de enganche, y, en el extremo situado en el segundo lado opuesto al primer lado de medios de enganche conjugados, el procedimiento consiste en colocar un cilindro de sustitución (8', 9') sobre el eje de carga de la caja; acoplar los medios de enganche conjugados del dispositivo de desplazamiento (10) a los medios de enganche de un cilindro entre el cilindro de sustitución y un cilindro que debe sustituirse inicialmente en la caja, así como acoplar los medios de enganche y los medios de enganche conjugados del cilindro que debe sustituirse (8, 9) y del cilindro de sustitución (8', 9'); accionar el dispositivo de desplazamiento (10) que es del tipo impulsor/tirador de modo que el conjunto formado por el cilindro que debe sustituirse y el cilindro de sustitución se pone en translación; y, cuando el cilindro a sustituir está fuera de la caja (2) y el cilindro de sustitución está en la caja, al detener el accionamiento del dispositivo de desplazamiento y al desacoplar los distintos medios de enganche y de enganche conjugados unos a otros, el cilindro que debe sustituirse (8, 9) se encuentra entonces en reserva, cerca de la caja del laminador, para utilizase durante un cambio posterior del cilindro como cilindro de sustitución.
2. Procedimiento según la reivindicación 1,
caracterizado porque,
hay que situar el cilindro de sustitución (8', 9') inicialmente sobre dicho primer lado (11), entre el dispositivo de desplazamiento y la caja; acoplando los medios de enganche conjugados del dispositivo de desplazamiento (10) a los medios de enganche del cilindro de sustitución; se acoplan los medios de enganche conjugados del cilindro de sustitución a los medios de enganche del cilindro que hay que sustituir; y se acciona el dispositivo de desplazamiento (10) en impulso para desplazar el cilindro de sustitución (8', 9') desde el primer lado (11) hacia el interior de la caja, el cilindro de sustitución (8', 9') empuja entonces a su vez al cilindro que hay que sustituir (8, 9) para descargarlo fuera de la caja (2) hacia el segundo lado (12) de la caja; y se desacoplan los medios de enganche conjugados del dispositivo de desplazamiento (10) de los medios de enganche del cilindro de sustitución en la caja y los medios de enganche conjugados del cilindro de sustitución en la caja de los medios de enganche del cilindro que hay que sustituir fuera de la caja, el cilindro que hay que sustituir se encuentra entonces en reserva sobre el segundo lado de la caja.
3. Procedimiento según la reivindicación 2,
caracterizado porque,
la etapa de acoplamiento del cilindro de sustitución (8', 9') al dispositivo de desplazamiento (10) consista en:
- - colocar los medios de enganche conjugados (300), del dispositivo de desplazamiento (10) en el plano vertical de inserción (Pi), perpendicular al eje de carga de los medios de enganche (100') del cilindro de sustitución (8', 9'), los medios de enganche conjugados (300) del dispositivo de desplazamiento (10) y los medios de enganche (100') del cilindro de sustitución (8', 9') están entonces en un mismo plano horizontal (H);
- - colocar el cilindro de sustitución (8', 9') desplazándolo horizontalmente perpendicularmente al eje de carga hasta que el eje del cilindro de sustitución (8', 9') se alinee con el eje de carga (C, C'), los medios de enganche (100') del cilindro de sustitución (8', 9') se insertan entonces con los medios de enganche conjugados (300) del dispositivo de desplazamiento (10) para obtener una posición relativa acoplada en la que el dispositivo de desplazamiento (10) y el cilindro de sustitución (8', 9') se acoplan en translación a lo largo del eje de carga (C, C').
4. Procedimiento según cualquiera de las reivindicaciones 2 y 3,
caracterizado porque,
la etapa de enganche del cilindro que debe sustituirse (8, 9) al cilindro de sustitución (8', 9') situado sobre el primer lado (11), consiste en:
- - empujar el cilindro de sustitución (8', 9') a lo largo del eje de carga (C, C') hasta que los medios de enganche conjugados (200') previstos sobre el cilindro de sustitución (8', 9') estén situados en un plano vertical de inserción (Pi), perpendicular al eje de carga de los medios de enganche (100) del cilindro que debe sustituirse (8, 9), los medios de enganche conjugados (200') están entonces en aplomo con los medios de enganche (100) en una posición desacoplada;
- - abrir la caja del laminador de modo que, el cilindro que debe sustituirse (8, 9) progresivamente se desplace verticalmente hacia abajo, los medios de enganche (100) del cilindro que debe sustituirse (8, 9) se insertan con los medios de enganche conjugados (200') del cilindro de sustitución (8', 9') para que al final de la abertura de la caja, el cilindro que debe sustituirse(8, 9) repose entonces por sus calzos (81, 82; 91, 92) sobre los medios de conducción de modo que su eje coincida con el eje de carga, el cilindro que debe sustituirse (8, 9) y el cilindro de sustitución (8', 9') están acoplados en traslación según el eje de carga (C, C').
5. Procedimiento según una de las reivindicaciones 2 a 4,
caracterizado porque,
el cilindro de sustitución (8', 9') que esta en la caja (2), la etapa de desacoplamiento consiste en cerrar la caja, de modo que el cilindro de sustitución (8', 9') progresivamente se desplace verticalmente hacia arriba,
- - sobre el segundo lado, los medios de enganche conjugados (200') del cilindro de sustitución (8', 9') se desinsertan de los medios de enganche (100) del cilindro que debe sustituirse (8, 9) para que, al final del cierre de la caja, los medios de enganche conjugados (200') se sitúen en un plano vertical de inserción (Pi), perpendicular al eje de carga de los medios de enganche (100), los medios de enganche (100) están en aplomo con los medios de enganche conjugados (200') en una posición relativa desacoplada; y, simultánea- mente,
- - del primer lado, los medios de enganche (100') del cilindro de sustitución (8', 9') se desinsertan de los medios de enganche conjugados (300) del dispositivo de desplazamiento (10) para que, al final del cierre de la caja, los medios de enganche (100') del cilindro de sustitución (8', 9') estén situados en un plano vertical de inserción (Pi''), perpendicular al eje de carga de los medios de enganche conjugados (300) del dispositivo de desplazamiento (10), los medios de enganche conjugados (300) están en aplomo con los medios de enganche (100') en una posición relativa desacoplada.
6. Procedido según la reivindicación 1,
caracterizado porque,
se sitúa inicialmente el cilindro de sustitución sobre el segundo lado de la caja; se acoplan los medios de enganche conjugados del dispositivo de desplazamiento (10) a los medios de enganche del cilindro que hay que sustituir (8', 9') y se acoplan los medios de enganche conjugados del cilindro que hay que sustituir a los medios de enganche del cilindro de sustitución; se acciona el dispositivo de desplazamiento (10) en tracción para extraer el cilindro que hay que sustituir (8', 9') hacia el exterior de la caja hacia dicho primer lado, el cilindro que hay que sustituir tira entonces a su vez del cilindro de sustitución (8, 9) del segundo lado hacia el interior de la caja; y se desacoplan los medios de enganche conjugados del dispositivo de desplazamiento (10) de los medios de enganche del cilindro que hay que sustituir (8', 9') fuera de la caja, y los medios de enganche conjugados del cilindro que debe sustituirse fuera de caja de los medios de enganche del cilindro de sustitución en la caja, dicho cilindro que hay que sustituir se encontrara en reserva sobre dicho primer lado de la caja.
7. Procedido según la reivindicación 6,
caracterizado porque,
la etapa del acoplamiento del cilindro que debe sustituirse (8', 9') al dispositivo de desplazamiento (10) consiste en:
- - avanzar los medios de enganche conjugados (300), previstos sobre el dispositivo de desplazamiento (10), a lo largo del eje de carga hasta que estén en el plano vertical de inserción (Pi), perpendicular al eje de carga de los medios de enganche (100') del cilindro que debe sustituirse (8', 9'), los medios de enganche (100') del cilindro que debe sustituirse (8', 9') están en aplomo con los medios de enganche conjugados (300) del dispositivo de desplazamiento (10) en una posición desacoplada;
- - abrir la caja de laminador de modo que, el cilindro de sustitución (8, 9) progresivamente se desplace verticalmente hacia abajo, los medios de enganche (100) del cilindro que debe sustituirse (8, 9) se insertan con los medios de enganche conjugados (200') del dispositivo de desplazamiento para que al final de la abertura de la caja, el cilindro que debe sustituirse (8, 9) descanse entonces por sus calzos (81, 82; 91, 92) sobre los medios de conducción de modo que su eje coincide con el eje de carga, el cilindro de sustituición (8, 9) y el dispositivo de desplazamiento están acoplados en translación según el eje de carga (C, C').
8. Procedimiento según cualquiera de las reivindicaciones 6 y 7,
caracterizado porque,
la etapa de acoplamiento del cilindro que debe sustituirse (8, 9) al cilindro de sustitución (8', 9') colocada sobre el segundo lado (11), consiste en:
- - colocar el cilindro de sustitución (8', 9') a lo largo del eje de carga (C, C') hasta que los medios de enganche (200') previstos sobre el cilindro de sustitución (8', 9') estén situados en un plano vertical de inserción (Pi), perpendicular al eje de carga, de los medios de enganche conjugados (100) del cilindro que debe sustituirse (8, 9), los medios de enganche (200') están entonces en aplomo con los medios de enganche conjugados (100) en una posición desacoplada;
- - abrir la caja de laminador de modo que, el rodillo que debe sustituirse (8, 9) progresivamente se desplace verticalmente hacia abajo, los medios de enganche conjugados (100) del cilindro que debe sustituirse (8, 9) se insertan con los medios de enganche (200') del cilindro de sustitución (8', 9') para que al final de la abertura de la caja, el cilindro que debe sustituirse (8, 9) descanse entonces por sus calzos (81, 82; 91,92) sobre los medios de conducción de modo que su eje coincida con el eje de carga, el cilindro que debe sustituirse (8, 9) y el cilindro de sustitución (8', 9') estén acoplados en translación según el eje de cargamento (C, C').
9. Procedimiento según una de las reivindicaciones 6 a 8,
caracterizado porque,
el cilindro de sustitución (8', 9') esta en la caja (2), la etapa de desacoplamiento consiste en cerrar la caja, de modo que el cilindro de sustitución (8', 9') progresivamente se desplaza verticalmente hacia arriba, del primer lado, los medios de enganche (100') del cilindro de sustitución (8', 9') se desinsertan de los medios de enganche conjugados (300) del cilindro que debe sustituirse (10), para que, al final del cierre de la caja, los medios de enganche (100') del cilindro de sustitución (8', 9') estén situados en un plano vertical de inserción (Pi''), perpendicular al eje de carga, de los medios de enganche conjugados (300) del cilindro de sustitución, los medios de enganche conjugados (300) están en aplomo con los medios de enganche (100') en una posición relativa desacoplada.
10. Procedimiento según cualquiera de las reivindicaciones 6 a 9,
caracterizado porque,
el cilindro de sustitución (8', 9') esta en la caja y desacoplado del cilindro que debe sustituirse (8, 9), la etapa de desacoplamiento del dispositivo de desplazamiento (10) del cilindro que debe sustituirse (8, 9) situado en el primer lado (11) consiste en:
- - desplazar horizontalmente el cilindro que debe sustituirse (8, 9) para que el eje del cilindro que debe sustituirse (8, 9) salga del eje de cargamento (8, 9) de la caja, los medios de enganche (100) del cilindro a sustituir (8, 9) se desinsertan lateralmente de los medios de enganche conjugados (300) del dispositivo de desplazamiento (10), por desplazamiento horizontal en un plano vertical de inserción (Pi), perpendicular al eje de carga, de modo que el dispositivo de desplazamiento (10) y el cilindro que debe sustituirse (8, 9) no estén mas acoplados en translación a lo largo del eje de carga.
11. Procedimiento según cualquiera de las reivindicaciones 1 a 10,
caracterizado porque:
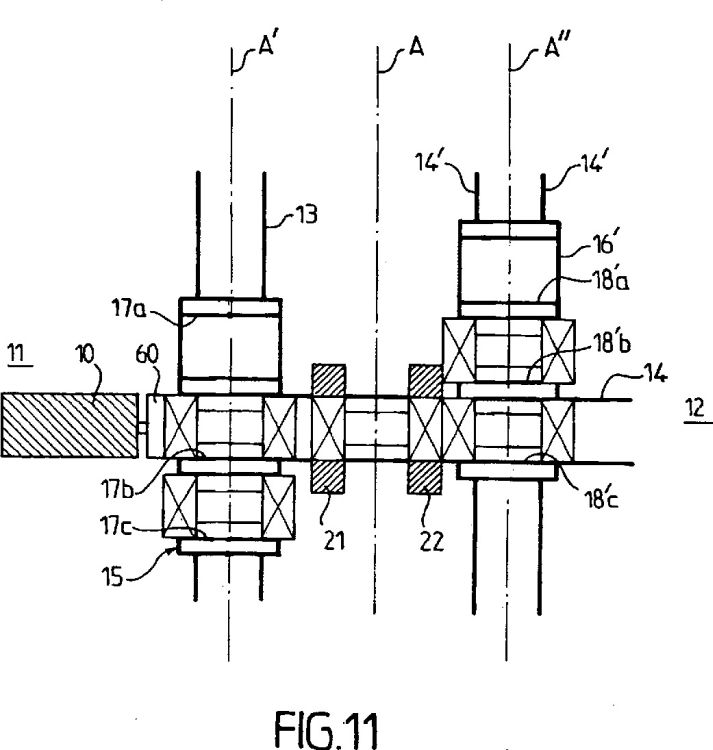
- - se coloca el eje de dicho cilindro de sustitución (8', 9') sobre el eje de carga (C, C') de la caja al desplazar un carro de cargamento (15; 16) que consta de un chasis (17; 18) que lleva dicho cilindro de sustitución; y,
- - se desplaza el eje de dicho cilindro que debe sustituirse (8, 9) fuera del eje de carga (C, C') de la caja al desplazar un carro de descarga (16; 15) que consta de un chasis (18; 17) que lleva dicho cilindro que debe sustituirse (8, 9);
dicho carro de descarga puede desempeñar el papel de dicho carro de cargamento durante un cambio posterior del cilindro.
12. Procedimiento según cualquiera de las reivindicaciones 1 a 11,
caracterizado porque,
la sustitución de los cilindros se realiza mientras se prosigue el desplazamiento de la banda que debe laminarse.
13. Procedimiento según cualquiera de las reivindicaciones 1 a 12,
caracterizado porque
dos cilindros de trabajo (8, 8', 9, 9') dispuestos de una y otra parte de la banda que hay que laminar se cambian simultáneamente.
14. Instalación de laminado para la aplicación del procedimiento según una de las reivindicaciones 1 a13, la instalación consta al menos de una caja (2) provista de equipo de cilindros (80, 8, 9, 90) cuyos ejes horizontales están situados en un plano principal vertical (P), dicho conjunto consta al menos de un cilindro que debe sustituirse (8, 9), y de un dispositivo de desplazamiento de los cilindros (10) dispuesto sobre un primer lado (11) de la caja y permite trasladar un cilindro en el plano principal a lo largo de un eje de carga (C, C') sensiblemente horizontal,
caracterizada en que,
dicho dispositivo de desplazamiento es del tipo impulsor/tirador, en el que cada cilindro se provee en un extremo situado en el primer lado de los medios de enganche (100, 100') y en el otro extremo situado en el segundo lado, opuesto al primer lado, de medios de enganche conjugados (200, 200'), y en el que dicho dispositivo de desplazamiento se provee de medios de enganche conjugados, los medios de enganche y de enganche conjugados que son aptos para formar, de manera amovible, los acoplamientos en translación a lo largo del eje de carga (C, C') de modo que, cuando el dispositivo de desplazamiento funciona en tracción, extrae el cilindro que debe sustituirse (8, 9) fuera de la caja (2) hacia el primer lado y dicho cilindro que debe sustituirse extrae a su vez el cilindro de sustitución del segundo lado hacia el interior de la caja, o, cuando el dispositivo de desplazamiento funciona en empuje, empuja al cilindro de sustitución (8', 9') desde el primer lado (17) en la caja, y el cilindro de sustitución impulsa el cilindro a sustituir fuera de la caja hacia el segundo lado.
15. Instalación según la reivindicación 14,
caracterizada en que,
la caja (2) es tal que, durante su abertura, el cilindro en la caja se desplaza verticalmente, hacia abajo, en el plano principal (P), y, durante su cierre, el cilindro en la caja se desplaza verticalmente, hacia arriba, en el plano principal (P), y en que los medios de enganche (100, 100') y los medios de enganche conjugados (200, 200') autorizan entonces un acoplamiento y un desacoplamiento mutuo por desplazamiento relativo vertical en un plano paralelo al plano principal (P) y en un plano vertical de inserción (Pi, Pi') perpendicular al eje de carga, de modo que el acoplamiento y el desacoplamiento puedan realizarse respectivamente en el momento de la abertura y en momento del cierre de la caja.
16. Instalación según la reivindicación 15,
caracterizado en que:
- - los medios de enganche dispuestos sobre un primer extremo de los cilindros consta al menos de un órgano de enganche (100) provisto de una parte de inserción (106) dispuesta, en el plano vertical de inserción (Pi), en el extremo de una parte del eje (107) perpendicular al plano de inserción, la dimensión (E) según una dirección horizontal de la parte de inserción que es superior a la dimensión correspondiente (E) de la parte del eje; y,
- - los medios de enganche conjugados dispuestos sobre el segundo extremo de los cilindros consta al menos de un órgano de enganche combinado (200') provisto de un hueco (206') vertical de paso cuyo lado más distante del segundo extremo del cilindro se cierra parcialmente por unas pestañas (207' a-b) que hacen saliente horizontalmente uno hacia el otro;
la parte de inserción (106) es apta para insertarse y deslizarse verticalmente a lo largo de dicho hueco (206'), la parte del eje (107) es apta para pasar entre las pestañas (207' a-b), la distancia horizontal (e') entre las pestañas es superior a la dimensión horizontal (e) de la parte del eje (107) pero es inferior a la dimensión horizontal (E) de la parte de inserción (106), para definir una posición relativa acoplada en translación a lo largo del eje de carga.
17. Instalación según una de las reivindicaciones 14 a 16,
caracterizada en que,
los medios de enganche (100, 100') de un cilindro entre el cilindro que debe sustituirse (8, 9) y el cilindro de sustitución (8', 9'), y los medios de enganche conjugados (300) del dispositivo de desplazamiento (10) autorizan un acoplamiento y un desacoplamiento mutuo por desplazamiento relativo en un plano horizontal (H, H') y en un plano vertical de inserción (Pi, Pi') perpendicular al eje de carga, de modo que el acoplamiento pueda efectuarse en el momento del desplazamiento del cilindro de sustitución (8', 9') para colocarlo sobre el eje de carga (C, C') y el desacoplamiento puede efectuarse en el momento del desplazamiento del cilindro que debe sustituirse (8, 9) para ponerlo en reserva fuera del eje de carga (C, C').
18. Instalación según la reivindicación 17,
caracterizada en que,
los medios de enganche conjugados del dispositivo de desplazamiento (10) implican a un miembro de enganche combinado (300) provisto de una ranura horizontal (306) abierta en la parte superior dispuesta perpendicular al eje de carga (C, C') y apto para recibir, por aproximación horizontal y por aproximación vertical en la parte superior, una parte de inserción (106) de un órgano de enganchar (100), la dimensión vertical (F) de la parte de inserción (106) es superior a la dimensión vertical (f) correspondiente de la parte del eje (107).
19. Instalación según la reivindicación 18,
caracterizada en que,
dicha parte de inserción (106) del órgano de enganchar (100) de los medios de enganche conjugados con forma de cruz está dispuesta en el plano vertical de inserción (Pi) y consta de un brazo vertical (106v) y un brazo horizontal (106h).
20. Instalación según una de las reivindicaciones 14 a 19,
caracterizado en que,
dicho conjunto de cilindros consta de una pluralidad de cilindros que debe sustituirse (8, 9) y en que la instalación permite sustituir dicha pluralidad de cilindros que deben sustituirse en una sola etapa.
21. Instalación según una de las reivindicaciones 14 a 20,
caracterizada en que,
dicha conjunto de cilindros consta de cilindros que no se tienen que sustituir, y en lo que solo dichos cilindros que no se tienen que sustituir se arrastran directamente en rotación por los medios de impulsión (3, 4, 5) adaptados.
22. Instalación según la reivindicación 21,
caracterizada en que,
la instalación es del tipo "skin-pass".
Patentes similares o relacionadas:
 Laminador para banda metálica, del 29 de Abril de 2020, de FIVES DMS: Laminador para banda metálica que comprende:
- una caja de sujeción ,
- un conjunto de rodillos superpuestos de ejes sensiblemente […]
Laminador para banda metálica, del 29 de Abril de 2020, de FIVES DMS: Laminador para banda metálica que comprende:
- una caja de sujeción ,
- un conjunto de rodillos superpuestos de ejes sensiblemente […]
Instalación para y método de cambio de cilindros y/o de grupos de un cajón de laminación; cajón de laminación que comprende el sistema de bloqueo y de sujeción, del 4 de Noviembre de 2019, de Primetals Technologies France SAS: Instalación de desmontaje adaptada para el cambio de cilindros y de grupos de un cajón de laminación destinado a la laminación de una banda metálica, dicho grupo que está […]
Máquina para enderezar y procedimiento para cambiar elementos de rodillos de enderezado, del 8 de Mayo de 2019, de SMS group GmbH: Máquina para enderezar para enderezar un producto semiacabado con elementos de rodillos de enderezado , con una línea de camino de rodillos que forma una sección de […]
Sistema y procedimiento de cambio de útil, así como rodillo de forja, del 26 de Octubre de 2016, de SMS group GmbH: Sistema de cambio de útil para el cambio al menos de un útil dispuesto sobre un árbol de laminación en una posición de trabajo, que comprende un […]
Sistema y procedimiento de cambio de útil, del 8 de Junio de 2016, de SMS group GmbH: Sistema de cambio de útil para el cambio al menos de un útil dispuesto sobre un árbol de laminación en una posición de trabajo, que comprende […]
 Laminador para artículos largos, del 3 de Febrero de 2016, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación dispuestas en […]
Laminador para artículos largos, del 3 de Febrero de 2016, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación dispuestas en […]
 Laminador para artículos largos, del 9 de Julio de 2014, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación […]
Laminador para artículos largos, del 9 de Julio de 2014, de SMS INNSE S.p.A: Laminador continuo para laminar un artículo que define un eje X de laminación, que comprende al menos dos estaciones de laminación […]
 Sistema conformado por una caja de laminación y un dispositivo de cambio de cilindros, del 18 de Diciembre de 2013, de SMS MEER GMBH: Sistema conformado por, al menos, una caja de laminación y, al menos, un dispositivo de cambio decilindros , en donde en la caja de […]
Sistema conformado por una caja de laminación y un dispositivo de cambio de cilindros, del 18 de Diciembre de 2013, de SMS MEER GMBH: Sistema conformado por, al menos, una caja de laminación y, al menos, un dispositivo de cambio decilindros , en donde en la caja de […]