PROCEDIMIENTO Y APARATO PARA FABRICAR COJINES DE ESPUMA IN SITU CON DISTRIBUCIÓN SELECTIVA DE ESPUMA.
Procedimiento para fabricar cojines de espuma in situ (180), que comprende las etapas siguientes:
proporcionar un par de partes de película de polímero (34, 36) que se extienden a lo largo de una dirección longitudinal y posicionar las partes de película en relación paralela opuesta entre sí; posicionar un dispensador de espuma (50) entre las partes de película para dispensar una composición de formación de espuma (62) entre las partes de película, siendo la composición de formación de espuma apta para reaccionar formando un material de espuma de polímero expandido, pudiendo ser controlado el dispensador en un estado "conectado", en el que la composición de formación de espuma se dispensa desde el dispensador, o en un estado "desconectado", en el que se detiene la dispensación de la composición de formación de espuma; y colocar la composición de formación de espuma selectivamente entre las partes de película haciendo avanzar las partes de película en el sentido longitudinal a través de un dispositivo de dispersión estructurado y dispuesto para aplicar presión en zonas predeterminadas de las partes de película que avanzan la una hacia la otra para hacer que la composición de formación de espuma se redistribuya mientras la composición de formación de espuma está en un estado menos que completamente expandido; en el que el dispositivo de dispersión define un intersticio (74) entre un primer y segundo elementos de agarre de película, a través del cual pasan las partes de película que avanzan con la composición de formación de espuma entre ellas, ajustándose una anchura del intersticio al mover el primer y segundo elementos de agarre de película uno respecto al otro, comprendiendo el primer elemento de agarre de película un rodillo de accionamiento (40) girado por un motor de accionamiento (42) alrededor de un eje paralelo a la dirección transversal, y comprendiendo el segundo elemento de agarre de película un elemento de dispersión (70) que se extiende a lo largo de un eje paralelo al eje del rodillo de accionamiento y espaciado del mismo, estando en contacto el rodillo de accionamiento con una de las partes de película y estando en contacto el elemento de dispersión con la otra parte de película, caracterizado porque el elemento de dispersión está montado en un bastidor (72) que puede girar alrededor de un eje de pivote (48) separado del eje del elemento de dispersión y paralelo al mismo, provocando la rotación del bastidor alrededor del eje de pivote que varíe la anchura del intersticio entre el elemento de dispersión y el rodillo de accionamiento
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2007/066209.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 200 RIVERFRONT BOULEVARD ELMWOOD PARK, NJ 07407 ESTADOS UNIDOS DE AMERICA.
Inventor/es: SPERRY, CHARLES R., SCOTT,Suzanne,M, McNAMARA,Dennis,F.,Jr, PIUCCI,Vincent,A.,Jr, SCHAMEL,Michael,J.
Fecha de Publicación: .
Fecha Solicitud PCT: 9 de Abril de 2007.
Clasificación Internacional de Patentes:
B29C44/18C4
B29C44/46C
B29C44/60TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación. › Medida, control o regulación.
B29C44/46B29C 44/00 […] › en un espacio abierto o sobre una superficie en movimiento, es decir, para fabricar objetos de longitud indefinida.
B29C44/60B29C 44/00 […] › Medida, control o regulación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
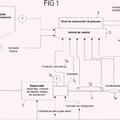
Procedimiento y aparato para fabricar cojines de espuma in situ con distribución selectiva de espuma. Antecedentes de la invención La presente invención se refiere a un procedimiento y a un aparato para fabricar cojines de espuma in situ que tienen una composición de formación de espuma contenida dentro de una bolsa flexible formada a partir de película de polímero suministrada como material de banda continua, sellándose la película de polímero a lo largo de unas juntas de sellado longitudinales y transversales para contener la composición de formación de espuma y cortándose dicha película para separar un cojín de espuma in situ del material de banda restante. El empaquetado de espuma in situ es una técnica altamente útil para la protección requerida de objetos empaquetados. En su forma más básica, el empaquetado de espuma in situ comprende inyectar una composición de formación de espuma desde un dispensador en un recipiente que contiene un objeto a proteger. Típicamente, el objeto está envuelto en plástico para protegerlo del contacto directo con la espuma en crecimiento (en expansión). Cuando crece la espuma, se expande hacia dentro del espacio hueco entre el objeto y su recipiente (por ejemplo, una caja de cartón corrugado), formando así un cojín a medida para el objeto. Se realiza una composición común de formación de espuma mezclando un compuesto de isocianato con un material que contiene hidroxilo, tal como poliol (es decir, un compuesto que contiene múltiples grupos hidroxilo), típicamente en presencia de agua y un catalizador. Los precursores de isocianato y poliol reaccionan para formar poliuretano. Al mismo tiempo, el agua reacciona con el compuesto de isocianato para producir dióxido de carbono. El dióxido de carbono hace que el poliuretano se expanda formando una estructura celular espumada, es decir, una espuma de poliuretano, que sirve para proteger el objeto empaquetado. En otros tipos de empaquetado de espuma in situ, un aparato automatizado produce cojines de espuma in situ haciendo bolsas de película de plástico flexible y dispensando una composición de formación de espuma hacia las bolsas cuando éstas se están formando. Cuando la composición se expande como una espuma dentro de una bolsa, la bolsa se cierra de manera sellada y cae entonces típicamente en un recipiente que contiene el objeto a proteger. La espuma en crecimiento tiende de nuevo a expandirse hacia dentro del espacio disponible, pero no opera así dentro de la bolsa. Debido a que las bolsas están realizadas a partir de plástico flexible, forman cojines individuales de espuma a medida alrededor de los objetos empaquetados. Ejemplos de estos tipos de aparatos de empaquetado han sido cedidos al cesionario de la presente solicitud y se ilustran, por ejemplo, en las patentes US nº 4.800.708, nº 4.854.109, nº 5.027.583, nº 5.376.219 y nº 6.003.288. Como se observará en las patentes enumeradas anteriormente, el procedimiento típico de formación de un cojín de espuma in situ a partir de una bolsa de plástico es sellar entre sí térmicamente láminas de material de película de plástico, tanto transversal como longitudinalmente, cuando éstas están siendo alimentadas desde un suministro de almacenamiento para formar una bolsa generalmente rectangular con la espuma dentro de ella. En algunos casos, el suministro de almacenamiento del material de película de plástico puede comprender una banda plegada en C de modo que un lado de la bolsa sea un pliegue en vez de una junta de sellado térmico. Los aparatos de empaquetado de espuma in situ que funcionan de acuerdo con tales procedimientos han obtenido una rápida y amplia aceptación en el mercado y han servido bien a sus fines. Sin embargo, se busca continuamente una mejora en el funcionamiento de tales aparatos. A este respecto, una dificultad asociada a los cojinetes de espuma in situ convencionalmente producidos es que el cojín, cuando se descarga del aparato, no tiene la composición de formación de espuma uniformemente distribuida en el cojín. La composición de formación de espuma tiende a dispensarse hacia el fondo de la bolsa y comienza inmediatamente a expandirse cuando reaccionan los agentes químicos precursores. Es una práctica común para un operario tomar el cojín descargado del aparato, poner el cojín sobre una superficie plana y usar sus manos para redistribuir la composición de formación de espuma dentro del cojín en una capa de espesor generalmente uniforme antes de que el cojín se coloque en un recipiente de transporte. El problema de esta técnica es en el momento en que el operario es capaz de colocar el cojín sobre la superficie plana, la composición de formación de espuma ya ha experimentado un grado sustancial de expansión. Cuando se redistribuye la espuma ya formada, se perturba la estructura celular de la espuma. Esto puede hacer que el cojín se expanda en volumen en una cantidad menor que aquélla para la que fue diseñado y, por tanto, la densidad de la espuma sea mayor que la deseada. Además, la uniformidad de la densidad de la espuma puede verse comprometida, de modo que pueden crearse faltas de uniformidad de densidad sustanciales en el cojín. En consecuencia, el cojín puede no tener las propiedades protectoras para las que fue diseñado. Los documentos WO 01/70478 A y WO 98/14315 A describen un procedimiento y un aparato que tienen las características de los preámbulos de la reivindicación 1 y la reivindicación 21, respectivamente. Un objetivo de la presente invención es proporcionar un procedimiento y un aparato del tipo anteriormente descrito 2 E07760299 25-10-2011 que permitan ajustar eficientemente el intersticio entre los elementos de acoplamiento de película primero y segundo. Breve sumario de la invención Según la presente invención, se proporcionan un procedimiento que tiene las características de la reivindicación 1 y un aparato que tiene las características de la reivindicación 21. Las formas de realización preferidas de la presente invención se exponen en las reivindicaciones dependientes. Breve descripción de las diversas vistas de los dibujos Por lo tanto, una vez descrita la invención en términos generales, se hará referencia a los dibujos adjuntos, que no están dibujados necesariamente a escala y en los que: La figura 1 es una vista en perspectiva de un aparato para fabricar cojines de espuma en bolsa de acuerdo con una forma de realización de la invención; La figura 2 es una vista en sección transversal esquemática a través del aparato a lo largo de un plano ortogonal al eje del rollo de suministro de película de polímero; La figura 3 es una vista en alzado frontal del aparato que muestra detalles del mecanismo para atravesar el dispensador de espuma; La figura 4 es una ilustración esquemática de un cojín que muestra un posible patrón en el que se dispensa la composición de formación de espuma de acuerdo con una realización de la invención; La figura 5a es una ilustración esquemática de un cojín después de la etapa a través del dispositivo de dispersión, de acuerdo con una forma de realización de la invención; La figura 5b es una vista en sección transversal a través del cojín de la figura 5a; La figura 6 es una vista en perspectiva esquemática de una parte de un aparato de acuerdo con otra forma de realización de la invención, que tiene un sistema de suministro y accionamiento de película alternativo; La figura 7 es una vista en planta desde arriba del sistema de suministro y accionamiento de película del aparato de la figura 6; La figura 8 es una vista lateral del sistema de suministro y accionamiento de película; La figura 9 es una vista lateral esquemática del sistema de accionamiento de película con el dispositivo de dispersión y el dispositivo de sellado transversal y corte, que muestra una composición de formación de espuma que se está dispensando al comienzo de un ciclo de fabricación del cojín; La figura 10 es una vista similar a la figura 9 en un instante posterior en el que el sistema de accionamiento de película está operativo para accionar la película y el dispositivo de dispersión se ha activado para ajustar un intersticio predeterminado entre el dispositivo de dispersión y el rodillo de accionamiento para redistribuir la composición de formación de espuma entre las partes de película; La figura 11 es una vista similar a las figuras 9 y 10 en un instante todavía posterior en el que el dispositivo de sellado transversal y corte ha sido activado para sellar y cortar el cojín; La figura 12 es una vista en alzado frontal de un aparato que tiene un dispensador de espuma pivotante de acuerdo con otra realización de la invención, mostrando el dispensador de espuma en una primera posición; La figura 13 es una vista similar a la figura 12, que muestra el dispensador de espuma en una segunda posición;... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar cojines de espuma in situ (180), que comprende las etapas siguientes: proporcionar un par de partes de película de polímero (34, 36) que se extienden a lo largo de una dirección longitudinal y posicionar las partes de película en relación paralela opuesta entre sí; posicionar un dispensador de espuma (50) entre las partes de película para dispensar una composición de formación de espuma (62) entre las partes de película, siendo la composición de formación de espuma apta para reaccionar formando un material de espuma de polímero expandido, pudiendo ser controlado el dispensador en un estado conectado, en el que la composición de formación de espuma se dispensa desde el dispensador, o en un estado desconectado, en el que se detiene la dispensación de la composición de formación de espuma; y colocar la composición de formación de espuma selectivamente entre las partes de película haciendo avanzar las partes de película en el sentido longitudinal a través de un dispositivo de dispersión estructurado y dispuesto para aplicar presión en zonas predeterminadas de las partes de película que avanzan la una hacia la otra para hacer que la composición de formación de espuma se redistribuya mientras la composición de formación de espuma está en un estado menos que completamente expandido; en el que el dispositivo de dispersión define un intersticio (74) entre un primer y segundo elementos de agarre de película, a través del cual pasan las partes de película que avanzan con la composición de formación de espuma entre ellas, ajustándose una anchura del intersticio al mover el primer y segundo elementos de agarre de película uno respecto al otro, comprendiendo el primer elemento de agarre de película un rodillo de accionamiento (40) girado por un motor de accionamiento (42) alrededor de un eje paralelo a la dirección transversal, y comprendiendo el segundo elemento de agarre de película un elemento de dispersión (70) que se extiende a lo largo de un eje paralelo al eje del rodillo de accionamiento y espaciado del mismo, estando en contacto el rodillo de accionamiento con una de las partes de película y estando en contacto el elemento de dispersión con la otra parte de película, caracterizado porque el elemento de dispersión está montado en un bastidor (72) que puede girar alrededor de un eje de pivote (48) separado del eje del elemento de dispersión y paralelo al mismo, provocando la rotación del bastidor alrededor del eje de pivote que varíe la anchura del intersticio entre el elemento de dispersión y el rodillo de accionamiento. 2. Procedimiento según la reivindicación 1, en el que el dispositivo de dispersión se emplea para redistribuir la composición de formación de espuma en una capa cuyo espesor varía de una manera predeterminada al menos en una de las direcciones longitudinal y transversal. 3. Procedimiento según la reivindicación 1, que comprende además desplazar el dispensador a lo largo de una dirección transversal de las partes de película cuando la composición de formación de espuma está siendo dispensada. 4. Procedimiento según la reivindicación 1, en el que el elemento de dispersión comprende un rodillo y el dispositivo de dispersión está en contacto con una de las partes de película y gira a medida que se hacen avanzar las porciones de película a través del intersticio. 5. Procedimiento según la reivindicación 4, en el que el elemento de dispersión es accionado para girar con la finalidad de ayudar a avanzar a las partes de película a través del intersticio. 6. Procedimiento según la reivindicación 1, en el que la anchura del intersticio varía mientras están avanzando las partes de película. 7. Procedimiento según la reivindicación 1, en el que las partes de película se hacen avanzar en el sentido longitudinal por el rodillo de accionamiento, que forma líneas de contacto con un par de rodillos accionados transversalmente espaciados (44, 46), pasando los bordes longitudinales opuestos de las partes de película a través de las líneas de contacto y siendo agarrados y avanzados friccionalmente por el rodillo de accionamiento. 8. Procedimiento según la reivindicación 7, en el que al comienzo de un ciclo de fabricación de cojines se posiciona inicialmente el bastidor (72) de tal manera que el elemento de dispersión está en una primera posición estrechamente adyacente al rodillo de accionamiento, la composición de formación de espuma se dispensa entre las partes de película aguas arriba del elemento de dispersión y el rodillo de accionamiento, y el bastidor se hace girar para mover el elemento de dispersión hasta una segunda posición más espaciada del rodillo de accionamiento para ajustar el intersticio entre ellos, y el rodillo de accionamiento se hace girar para que haga avanzar las partes de película a través del intersticio. 9. Procedimiento según la reivindicación 8, en el que la anchura del intersticio se modifica cuando se hacen avanzar las partes de película. 12 E07760299 25-10-2011 10. Procedimiento según la reivindicación 8, en el que el rodillo de accionamiento avanza una longitud predeterminada de las partes de película a través del intersticio y a continuación se detiene para detener las partes de película, y las partes de película son selladas a lo largo de una junta de sellado transversal y son cortadas. 11. Procedimiento según la reivindicación 10, en el que las etapas de sellado y corte son simultáneamente realizadas por un elemento calentado (82) puesto en contacto con las partes de película. 12. Procedimiento según la reivindicación 11, en el que un yunque (80) está montado en el bastidor y se hace girar el bastidor alrededor del eje de pivote para hacer que el yunque presione las partes de película contra el elemento calentado con el fin de sellar y cortar las partes de película. 13. Procedimiento según la reivindicación 8, en el que al comienzo del ciclo de fabricación de cojines se dispone una junta de sellado transversal (83) de las partes de película aguas abajo del elemento de dispersión y del rodillo de accionamiento, y el elemento de dispersión está en la primera posición en acoplamiento de contacto con el rodillo de accionamiento para presionar las partes de película contra el rodillo de accionamiento, de tal manera que, cuando se dispensa la composición de formación de espuma entre las partes de película, la junta de sellado transversal es inicialmente aislada de la composición de formación de espuma por el acoplamiento de contacto entre el elemento de dispersión y el rodillo de accionamiento. 14. Procedimiento según la reivindicación 1, en el que se hace girar el bastidor alrededor de un árbol que define el eje de pivote, y los rodillos accionados que forman las líneas de contacto con el rodillo de accionamiento están montados sobre el árbol. 15. Procedimiento según la reivindicación 1, en el que la composición de formación de espuma se dispensa como una pluralidad de volúmenes discretos (182, 184, 186) de composición de formación de espuma que están espaciados al menos en una de las direcciones longitudinal y transversal. 16. Procedimiento según la reivindicación 1, que comprende cortar las partes de película a lo largo de una línea de corte transversal para proporcionar un cojín de espuma in situ que contiene la composición de formación de espuma todavía en un estado menos que completamente expandido. 17. Procedimiento según la reivindicación 1, en el que el dispensador es accionado en el estado conectado mientras se hacen avanzar las partes de película. 18. Procedimiento según la reivindicación 17, en el que se modifica una velocidad de avance de las partes de película mientras el dispensador está en el estado conectado. 19. Procedimiento según la reivindicación 1, en el que se hace funcionar el dispensador en el estado conectado mientras el dispensador se está moviendo en la dirección transversal. 20. Procedimiento según la reivindicación 19, en el que se modifica una velocidad de movimiento del dispensador mientras el dispensador está en el estado conectado. 21. Aparato para fabricar cojines de espuma in situ (180), que comprende: un sistema de suministro y de guiado de película para suministrar un par de partes de película de polímero continua (34, 36) que se extienden a lo largo de una dirección longitudinal y para posicionar las partes de película en relación paralela opuesta entre sí; un dispensador (50) dispuesto entre las partes de película y que puede funcionar para dispensar una composición de formación de espuma (62) entre las partes de película, siendo la composición de formación de espuma apta para reaccionar formando un material de espuma de polímero expandida; un mecanismo de accionamiento de película estructurado y dispuesto para hacer avanzar las partes de película en sentido longitudinal; y un dispositivo de dispersión estructurado y dispuesto para aplicar presión sobre zonas predeterminadas de las partes de película que avanzan la una hacia la otra para causar que la composición de formación de espuma se redistribuya mientras la composición de formación de espuma está en un estado menos que completamente expandido, definiendo el dispositivo de dispersión un intersticio entre un primer y segundo elementos de agarre de película, a través del cual pasan las partes de película que avanzan con la composición de formación de espuma entre ellas, pudiendo desplazarse el primer y segundo elementos de agarre de película uno con relación a otro para ajustar una anchura del intersticio (74), en el que el primer elemento de agarre de película comprende un rodillo de accionamiento (40) girado por un motor 13 E07760299 25-10-2011 de accionamiento (42) alrededor de un eje paralelo a la dirección transversal, y el segundo elemento de agarre de película comprende un elemento de dispersión (70) que se extiende a lo largo de un eje paralelo al eje del rodillo de accionamiento y espaciado del mismo, estando en contacto el rodillo de accionamiento con una de las partes de película y estando en contacto el elemento de dispersión con la otra parte de película, en el que el mecanismo de accionamiento de película comprende el rodillo de accionamiento y un par de rodillos accionados transversalmente espaciados (44, 46) que forman líneas de contacto con el rodillo de accionamiento, pasando los bordes longitudinales opuestos de las partes de película a través de las líneas de contacto y siendo agarrados y avanzados friccionalmente por el rodillo de accionamiento, caracterizado porque el elemento de dispersión está montado en un bastidor que puede girar alrededor de un eje de pivote (48) espaciado del eje del elemento de dispersión y paralelo al mismo, provocando la rotación del bastidor alrededor del eje de pivote que varía en anchura el intersticio entre el elemento de dispersión y el rodillo de accionamiento. 22. Aparato según la reivindicación 21, en el que las partes de película se proporcionan como una película plegada en C, plegada a lo largo de una línea de plegado longitudinal medial y enrollada en un rollo de suministro (32), estando montado giratoriamente el rollo de suministro de tal manera que una superficie exterior del rollo de suministro se acople al rodillo de accionamiento, causando la rotación del rodillo de accionamiento que el rollo de suministro gire de tal manera que la película plegada en C sea desbobinada desde el rollo de suministro. 23. Aparato según la reivindicación 21, que comprende además un motor reversible (75) acoplado con el bastidor para hacer girar el bastidor desde una posición inicial al comienzo de un ciclo de fabricación de cojines, en la que el elemento de dispersión está en una primera posición estrechamente adyacente al rodillo de accionamiento, y una posición de dispersión en la que el elemento de dispersión se mueve hasta una segunda posición más espaciada del rodillo de accionamiento para ajustar el intersticio entre ellos. 24. Aparato según la reivindicación 23, en el que el mecanismo de accionamiento de película es apto para hacer girar el rodillo de accionamiento con el fin de avanzar una longitud predeterminada de las partes de película a través del intersticio y para detenerlo a continuación con el fin de detener las partes de película para la formación de una junta de sellado transversal y para cortar las partes de película. 25. Aparato según la reivindicación 24, que comprende además un dispositivo de sellado transversal y un dispositivo de corte que comprende un elemento calentado (82) estructurado y dispuesto para ponerse en contacto con las partes de película con el fin de formar la junta de sellado transversal y cortar las partes de película. 26. Aparato según la reivindicación 25, en el que un yunque (80) está montado en el bastidor y el actuador es apto para hacer girar el bastidor hasta una posición de sellado y corte, en la que el yunque presiona las partes de película contra el elemento calentado con el fin de sellar y cortar las partes de película. 27. Aparato según la reivindicación 21, en el que el bastidor está montado para girar alrededor de un árbol y los rodillos accionados que forman las líneas de contacto con el rodillo de accionamiento están montados sobre el árbol. 28. Aparato según la reivindicación 21, en el que las partes de película están dispuestas como una película plegada en C, plegada a lo largo de una línea de plegado longitudinal medial, y que comprende además un dispositivo de sellado lateral (64) estructurado y dispuesto para sellar entre sí los bordes longitudinales de las partes de película opuestos a la línea de plegado. 29. Aparato según la reivindicación 21, que comprende además un mecanismo que atraviesa el dispensador (52, 54) que puede funcionar para mover el dispensador en un sentido transversal con respecto a las partes de película cuando la composición de formación de espuma está siendo dispensada por el dispensador. 14 E07760299 25-10-2011 E07760299 25-10-2011 16 E07760299 25-10-2011 17 E07760299 25-10-2011 18 E07760299 25-10-2011 19 E07760299 25-10-2011 E07760299 25-10-2011 21 E07760299 25-10-2011 22 E07760299 25-10-2011 23 E07760299 25-10-2011 24 E07760299 25-10-2011 E07760299 25-10-2011 26 E07760299 25-10-2011 27 E07760299 25-10-2011 28 E07760299 25-10-2011
Patentes similares o relacionadas:
Dispositivo de medida de densidad aparente para partículas pre-expandidas y método para medir la densidad aparente de partículas pre-expandidas, del 13 de Mayo de 2020, de KANEKA CORPORATION: Un dispositivo adecuado para medir la densidad aparente de partículas pre-expandidas contraídas, donde el dispositivo comprende:
un recipiente A en el que […]
Dispositivo y procedimiento para producir una pieza de espuma de partículas, del 23 de Octubre de 2019, de Kurtz GmbH: Procedimiento para producir una pieza de espuma de partículas que comprende las siguientes etapas:
- alimentación de partículas de espuma a un espacio interior de moldeo […]
Procedimiento y dispositivo para el control de proceso de una instalación para la producción continua de espumas, del 31 de Julio de 2019, de Kuchenmeister GmbH: Procedimiento para el control de proceso de una instalación para la producción continua de espumas, en particular espumas alimentarias,
que comprende las […]
Método, dispositivo y un programa informático para fabricar un segmento de armazón preaislado, del 29 de Noviembre de 2017, de Mopac Systems International SA: Un método para fabricar un segmento de armazón preaislado para edificios de varias dimensiones, en donde el método comprende las etapas de:
a) recibir un ensamblaje […]
Procedimiento y dispositivo para alimentar un agente expansivo, del 3 de Enero de 2014, de CGR S.R.L.: Dispositivo para la alimentación de un agente expansivo para una máquina de procesamiento de material polimérico ; en el que la máquina de procesamiento […]
Sistema y método para la monitorización de la utilización de consumibles en máquinas de embalaje, del 10 de Mayo de 2012, de SEALED AIR CORPORATION (US): Un sistema para monitorizar el uso de una pluralidad de materiales consumibles en una pluralidad de máquinas de embalaje, donde el sistema consta de:
una […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE UNA PIEZA MOLDEADA PARA AISLAMIENTO ACÚSTICO, CON MASA Y MUELLE, del 8 de Agosto de 2011, de INTERNATIONAL AUTOMOTIVE COMPONENTS GROUP GMBH: Procedimiento para la fabricación de una pieza moldeada de aislamiento acústico con masa y muelle, donde tanto la masa como el muelle se fabrican basándose […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PRODUCTOS TEXTILES ESPUMADOS POR DETRÁS Y PERMEABLES AL AIRE, del 18 de Mayo de 2011, de INTERNATIONAL AUTOMOTIVE COMPONENTS GROUP GMBH: Procedimiento para la fabricación de productos espumados por detrás y permeables al aire, tales como unas piezas de alfombra espumadas por detrás como revestimiento de suelos […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Procedimiento y dispositivo para el control de proceso de una instalación para la producción continua de espumas, del 31 de Julio de 2019, de Kuchenmeister GmbH: Procedimiento para el control de proceso de una instalación para la producción continua de espumas, en particular espumas alimentarias,
que comprende las […]
Procedimiento y dispositivo para el control de proceso de una instalación para la producción continua de espumas, del 31 de Julio de 2019, de Kuchenmeister GmbH: Procedimiento para el control de proceso de una instalación para la producción continua de espumas, en particular espumas alimentarias,
que comprende las […]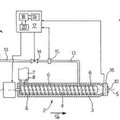 Procedimiento y dispositivo para alimentar un agente expansivo, del 3 de Enero de 2014, de CGR S.R.L.: Dispositivo para la alimentación de un agente expansivo para una máquina de procesamiento de material polimérico ; en el que la máquina de procesamiento […]
Procedimiento y dispositivo para alimentar un agente expansivo, del 3 de Enero de 2014, de CGR S.R.L.: Dispositivo para la alimentación de un agente expansivo para una máquina de procesamiento de material polimérico ; en el que la máquina de procesamiento […] PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PRODUCTOS TEXTILES ESPUMADOS POR DETRÁS Y PERMEABLES AL AIRE, del 18 de Mayo de 2011, de INTERNATIONAL AUTOMOTIVE COMPONENTS GROUP GMBH: Procedimiento para la fabricación de productos espumados por detrás y permeables al aire, tales como unas piezas de alfombra espumadas por detrás como revestimiento de suelos […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE PRODUCTOS TEXTILES ESPUMADOS POR DETRÁS Y PERMEABLES AL AIRE, del 18 de Mayo de 2011, de INTERNATIONAL AUTOMOTIVE COMPONENTS GROUP GMBH: Procedimiento para la fabricación de productos espumados por detrás y permeables al aire, tales como unas piezas de alfombra espumadas por detrás como revestimiento de suelos […]