PROCEDIMIENTO Y APARATO PARA LA FABRICACIÓN DE UN FONDO DE POZO DE HORMIGÓN Y CONJUNTO DE DISPOSITIVOS PARA SU ELABORACIÓN.
Procedimiento para la fabricación de un fondo de pozo de hormigón,
que presenta un conducto de agua con forma predeterminada, en el que se introduce hormigón en un molde de fondo (1) con una envolvente de molde (2) y una base de molde (3), en cuya base de molde (2) se dispone para la configuración de un conducto de agua un cuerpo moldeado (8) que configura el molde negativo del conducto de agua, en el que el cuerpo moldeado (8) se forma de piezas moldeadas (9, 10, 14, 15) y se fija directamente en el molde de fondo (1) entre lados opuestos entre sí de la envolvente del molde (2) y en la base del molde (3) y se retira después o con el desencofrado del fondo de pozo fuera del fondo del pozo, caracterizado porque las piezas moldeadas (9, 10, 14, 15) están constituidas de un material que resiste la presión durante la introducción del hormigón y de una espuma, una espuma dura de plástico, una espuma termoplástica o de plástico, y el cuerpo moldeado (8) con el molde negativo predeterminado del conducto de agua se forma a partir de dos o más piezas moldeadas (9, 10, 14, 15), que se adaptan a las medidas de la forma predeterminada del conducto de agua, en el que el procedimiento comprende las etapas: - seleccionar dos o más piezas moldeadas (9, 10, 14, 15) a partir de una pluralidad de pieza moldeadas (9, 10, 14, 15) de diferente forma con extensión longitudinal lineal o en forma de arco, - cortar a la medida las dos o más piezas moldeadas (9,10, 14, 15) seleccionadas para la adaptación a las medidas de la forma predeterminada del conducto de agua, y - ensamblar las dos o más piezas moldeadas (9, 10, 14, 15) seleccionadas con extensión longitudinal lineal y/o en forma de arco para formar el cuerpo moldeado, de manera que las piezas moldeadas (9, 10, 14, 15) individuales se conectan entre sí para formar el cuerpo moldeado o se fijan individualmente en la base del molde para la configuración del cuerpo moldeado
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2004/000110.
Solicitante: SCHLUSSELBAUER, JOHANN.
Nacionalidad solicitante: Austria.
Dirección: OBERGMAIN 2 A-4674 ALTENHOF AM HAUSRUCK AUSTRIA.
Inventor/es: SCHLUSSELBAUER, JOHANN.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Marzo de 2004.
Clasificación Internacional de Patentes:
- B28B7/00B4
- B28B7/16E
- B28B7/34B
- B28B7/34D
- B28B7/36C
- B28B7/38E
Clasificación PCT:
- B28B7/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA. › B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E). › B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00). › Moldes para la fabricación de objetos moldeados con cavidades o aberturas.
- B28B7/34 B28B 7/00 […] › Moldes, machos o mandriles de material especial, p. ej. de material destructible (para colaje en molde poroso o absorbente B28B 1/26).
- B28B7/36 B28B 7/00 […] › Revestimientos interiores o revestimientos (lubrificación de los moldes, de los machos o de los mandriles B28B 7/38).
- B28B7/38 B28B 7/00 […] › Tratamiento de los moldes, de los machos o de los mandriles para impedir que se peguen.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
La invención se refiere a un procedimiento para la fabricación de un fondo de pozo de hormigón, que presenta un conducto de agua con forma predeterminada, en el que se introduce hormigón en un molde de fondo con una envolvente de molde y una base de molde, sobre cuya base de molde se dispone, para la configuración del conducto de agua, un cuerpo moldeado que configura el molde negativo del conducto de agua, en el que el cuerpo moldeado se 5 forma a partir de al menos una pieza moldeada que se puede fijar en el molde de fondo, en particular en la base de molde, cuya pieza moldeada es adaptada a las medidas de la forma predeterminada del conducto de agua y se retira después o con el desencofrado del fondo de pozo fuera del fondo de pozo, así como a un dispositivo para la fabricación de un fondo de pozo de este tipo, a un cuerpo moldeado a tal fin y a una pieza moldeada para la fabricación del cuerpo moldeado. 10
Los fondos de pozo forman el cierre hermético inferior de pozos en general verticales, que posibilitan para sistemas de canalización el acceso a canales, como canales de aguas residuales, y sistemas de conducción subterráneos. Tales pozos se encuentran con frecuencia en cruces de canales o bien de sistemas de conducción, es decir, en ramificaciones de canales o bien en embocaduras y desembocaduras de canales secundarios, etc. Los fondos de pozos, que forman el cierre inferior de tales pozos son estructuras en forma de cubeta con un fondo hermético de 15 pared relativamente gruesa y con una pared lateral la mayoría de las veces cilíndrica, en la que están configurados orificios de conexión para los tubos y/o canales. En el fondo del pozo se extienden canales abiertos por arriba, designados como conductos de agua, la mayoría de las veces de sección transversal semi-redonda o aproximadamente en forma de U entre los orificios de conexión respectivos, previstos en la pared lateral de una base de pozo. Para garantizar una circulación sin remansos de los líquidos con frecuencia contaminados con porciones considerables de 20 sustancias sólidas de piezas grandes, los conductos de agua tienen una pendiente determinada y la base del pozo tiene una salida, designada también como lisera, de inclinación reducida.
Aunque los pozos están constituidos a partir de anillos individuales normalizados, en las bases de los pozos se trata de componentes configurados individualmente, que se diferencian entre sí con respecto al posicionamiento de los orificios de conexión que funcionan como entradas y salidas, a la forma de la sección transversal del conducto de agua 25 y a los tubos a conectar. Además, para la fabricación de partes inferiores de pozos y en particular de su conducto de agua solamente se utiliza hormigón de alta calidad, hermético al líquido.
Se conoce a partir del documento DEE 36 11 394 A1 disponer para la fabricación de una base de pozo en un molde de fondo, que presenta una envolvente de molde colocada sobre una placa de base, una base de molde, cuyo lado superior está configurado de manera correspondiente al molde negativo del conducto de agua. Tal base de molde 30 se puede utilizar siempre de nuevo –se retira después del endurecimiento suficiente del hormigón fuera de la envolvente de molde, se limpia y se puede preparar para una nueva utilización. En este caso es un inconveniente la fabricación muy costosa de una base de molde de este tipo; para la fabricación de fondos de pozo moldeados de forma individual deberían prepararse muchas bases de molde costosa, es decir, que debería prepararse una base de molde propia casi para cada fondo de pozo. Puesto que esto es demasiado caro, el dispositivo conocido a partir de este documento 35 solamente se utiliza para algunos pocos fondos de pozo, por ejemplo cuando un conducto de agua atraviesa linealmente el fondo del pozo o está acodado, por ejemplo, 90º.
Por razones de costes, para fondos de pozos, cuyos conductos de agua deben conectarse en dos canales, que se extienden en direcciones diferentes, o presentan otras particularidades, se han fabricado fondos de pozos con un fono plano y sobre el fondo plano se fabrica el conducto de agua a través de la introducción manual de hormigón y a 40 través de la configuración del conducto de agua por medio de trabajo manual. Tal trabajo manual produce fatiga, puesto que es necesario inclinarse sobre la pared lateral del fondo del pozo en el interior de este fondo de pozo. Además, la configuración del conducto de agua debe realizarse con mucho cuidado, para que tanto la pendiente como también la posición de los canales de derivación coincidan con las particularidades locales del sistema de canales o bien del sistema de conducción. Esta fabricación manual de un conducto de agua requiere personal técnico cualificado y, por 45 este motivo, es costosa. Además, condiciona también un gasto de tiempo considerable, puesto que la calidad del hormigón moldeado manualmente no es comparable con la calidad de una fabricación mecánica de un fondo de pozo.
Se conoce a partir del documento DE 43 42 518 A1 formar el conducto de agua a través de la inserción de un elemento de cáscara de arcilla, que permanece después de la terminación del fondo de pozo en este fondo y forma el fondo del conducto de agua. También en este caso es difícil crear un conducto de agua que debe configurarse 50 individualmente, puesto que para cada conducto de agua debería prefabricarse un elemento de cáscara de arcilla propio, lo que condiciona de la misma manera un gasto grande.
De acuerdo con otro procedimiento para la fabricación de un fondo de caja, las piezas moldeadas de plástico prefabricadas se utilizan con un molde negativo correspondiente el conducto de agua, de manera que para cada conducto de agua individual se puede fabricar una pieza moldeada propia, que se puede fijar en la base del molde. 55 Estas piezas moldeadas se fabrican como cáscaras de plástico de forma relativamente costosa para cada conducto de agua individual de acuerdo con el desarrollo respectivo del conducto de agua y permanecen, por decirlo así, como molde perdido en el conducto de agua fabricado acabado. Un inconveniente de este procedimiento es, además del precio alto de las piezas moldeadas configuradas como cáscaras de plástico de alta calidad, también la fabricación
necesaria en proveedores externos, con lo que se complica en una medida considerable toda la logística de la fabricación mecánica de piezas inferiores del pozo.
Se conoce a partir del documento US 4.177.229 un procedimiento y un dispositivo para la fabricación de un fondo de pozo, que presenta un conducto de agua con forma predeterminada de hormigón de acuerdo con el preámbulo de las reivindicaciones 1, 15 o bien del tipo descrito al principio así como un grupo de piezas moldeadas para la 5 fabricación de un cuerpo moldeado, que forma un molde negativo de un conducto de agua de un fondo de caja de acuerdo con el preámbulo de la reivindicación 23. En las piezas moldeadas utilizadas en este procedimiento se trata de piezas que se pueden utilizar otra vez, que están diseñadas de forma correspondiente estable y condicionan un tipo de fijación especial en el molde del fondo.
Se conoce a partir del documento JP 07-042185 A un procedimiento del tipo descrito al principio, en el que el 10 molde negativo del conducto de agua se forma manualmente de arena y se fija a través de una lámina impermeable al aire por medio de un vacío.
Se conoce a partir del documento US 4.427.619 un procedimiento del tipo descrito al principio, en el que se utiliza una pieza moldeada individual que se puede utilizar de nuevo como molde negativo para un conducto de agua no apuntalado. 15
Se conoce a partir del documento JP 02-147302 A un procedimiento del tipo descrito al principio, en el que se utiliza una pieza moldeada individual que se puede utilizar de nuevo como molde negativo para un conducto de agua no apuntalado, en el que la pieza moldeada está formada de un material elástico.
La invención tiene el propósito de prevenir estos inconvenientes y dificultades y se plantea el cometido de posibilitar la fabricación de fondos de pozo con conductos de agua formados individualmente de manera sencilla y sin 20 mucho gasto de tiempo y de costes. El conducto de agua debe pode fabricarse, además, de hormigón de alta calidad, a saber, de un hormigón, que es equivalente a la envolvente o bien al fondo del pozo.
El cometido mencionado anteriormente se soluciona por medio de un procedimiento para la fabricación de un fondo de pozo de hormigón, que presenta un conducto de agua con forma...
Reivindicaciones:
1. Procedimiento para la fabricación de un fondo de pozo de hormigón, que presenta un conducto de agua con forma predeterminada, en el que se introduce hormigón en un molde de fondo (1) con una envolvente de molde (2) y una base de molde (3), en cuya base de molde (2) se dispone para la configuración de un conducto de agua un cuerpo moldeado (8) que configura el molde negativo del conducto de agua, en el que el cuerpo moldeado (8) se forma de 5 piezas moldeadas (9, 10, 14, 15) y se fija directamente en el molde de fondo (1) entre lados opuestos entre sí de la envolvente del molde (2) y en la base del molde (3) y se retira después o con el desencofrado del fondo de pozo fuera del fondo del pozo, caracterizado porque las piezas moldeadas (9, 10, 14, 15) están constituidas de un material que resiste la presión durante la introducción del hormigón y de una espuma, una espuma dura de plástico, una espuma termoplástica o de plástico, y el cuerpo moldeado (8) con el molde negativo predeterminado del conducto de agua se 10 forma a partir de dos o más piezas moldeadas (9, 10, 14, 15), que se adaptan a las medidas de la forma predeterminada del conducto de agua, en el que el procedimiento comprende las etapas:
- seleccionar dos o más piezas moldeadas (9, 10, 14, 15) a partir de una pluralidad de pieza moldeadas (9, 10, 14, 15) de diferente forma con extensión longitudinal lineal o en forma de arco,
- cortar a la medida las dos o más piezas moldeadas (9,10, 14, 15) seleccionadas para la adaptación a las 15 medidas de la forma predeterminada del conducto de agua, y
- ensamblar las dos o más piezas moldeadas (9, 10, 14, 15) seleccionadas con extensión longitudinal lineal y/o en forma de arco para formar el cuerpo moldeado, de manera que las piezas moldeadas (9, 10, 14, 15) individuales se conectan entre sí para formar el cuerpo moldeado o se fijan individualmente en la base del molde para la configuración del cuerpo moldeado. 20
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque las piezas moldeadas (9, 10, 14, 15) se forman a partir de un material que forma un núcleo perdido.
3. Procedimiento de acuerdo con la reivindicación 2, caracterizado porque el cuerpo moldeado (8) con el molde negativo individual predeterminado del conducto de agua se forma a partir de las piezas moldeadas (9, 10, 14, 15) formadas de espuma a través de corte a medida y ensamblaje siguiente a través de encolado. 25
4. Procedimiento de acuerdo con una de las reivindicaciones 1 a 3, caracterizado porque el corte a medida se realiza por medio de un alambre calefactor.
5. Procedimiento de acuerdo con una o varias de las reivindicaciones anteriores, caracterizado porque el cuerpo moldeado (8) formado a partir de las piezas moldeadas (9, 10, 14, 15) presenta en primer lugar una medida que excede la superficie del fondo de la base del molde (3) y se adapta a la circunferencia de la base del molde (3) después 30 de la fijación en el molde del fondo (1), de manera que la base del molde (3) está separada de la envolvente del molde (2) durante este proceso.
6. Procedimiento de acuerdo con una o varias de las reivindicaciones 1 a 5, caracterizado porque en las piezas moldeadas (9, 10, 14, 15) se realiza adicionalmente a una adaptación de la longitud, también una adaptación de la altura de acuerdo con la profundidad y/o la pendiente de la forma individual predeterminada del conducto de agua. 35
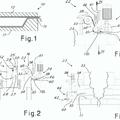
7. Procedimiento de acuerdo con una o varias de las reivindicaciones 1 a 6, caracterizado porque en los extremos del núcleo del molde (8) se coloca un cuerpo de escotadura (11) que cubre la distancia radial entre la envolvente del molde (2) y la base del molde (3).
8. Procedimiento de acuerdo con la reivindicación 7, caracterizado porque los cuerpos de adaptación (11) se forman como las piezas moldeadas (9, 10, 14, 15) de una espuma. 40
9. Procedimiento de acuerdo con la reivindicación 8, caracterizado porque los cuerpos de adaptación (11) se adaptan en el extremo a la pendiente del conducto de agua.
10. Procedimiento de acuerdo con una o varias de las reivindicaciones 7 a 9, caracterizado porque los cuerpos de escotadura (11) son provistos antes de la introducción del hormigón en el lado exterior con una junta de obturación (24) que se extiende alrededor de la periferia. 45
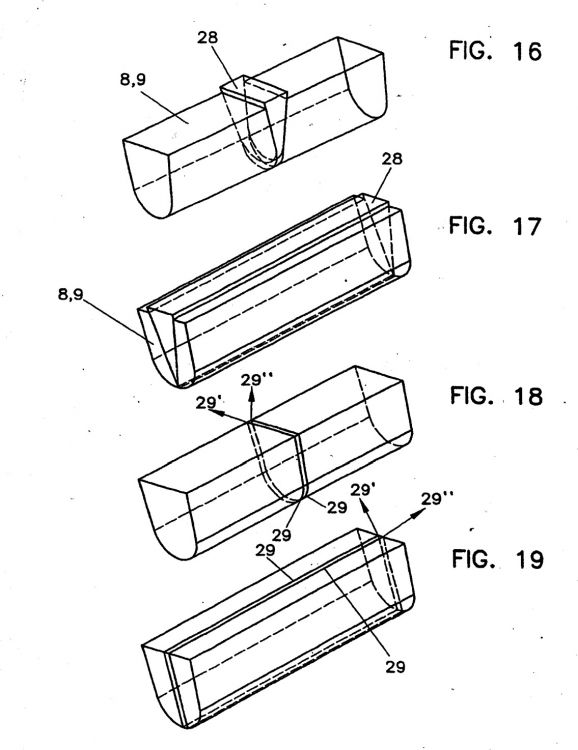
11. Procedimiento de acuerdo con una o varias de las reivindicaciones 1 a 10, caracterizado porque el cuerpo moldeado (8) se provee antes de la introducción del hormigón con un medio auxiliar de separación (29, 30).
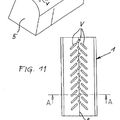
12. Procedimiento de acuerdo con la reivindicación 11, caracterizado porque el medio auxiliar de separación se forma por al menos una lámina colocada alrededor del cuerpo moldeado (8) y/o por al menos una cinta (30) colocada alrededor del cuerpo moldeado (8), cuya cinta (30) está prevista en una escotadura de una pieza moldeada (9, 10, 14, 50 15) que forma el cuerpo moldeado (8).
13. Procedimiento de acuerdo con la reivindicación 11 ó 12, caracterizado porque el medio auxiliar de separación se forma por al menos un alambre calefactor (29) previsto en el cuerpo moldeado (8).
14. Procedimiento de acuerdo con una o varias de las reivindicaciones 1 a 13, caracterizado porque la retirada del cuerpo moldeado (8) se realiza después del desencofrado del fondo del pozo, cortando una parte (28) en forma de cuña desde el cuerpo moldeado (8), después de lo cual las partes restantes del cuerpo moldeado son plegadas después 5 de liberar el contacto con el hormigón y son levantadas fácilmente fuera del conducto de agua.
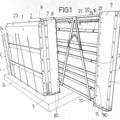
15. Dispositivo para la fabricación de un fondo de pozo de hormigón, que presenta un conducto de agua con forma predeterminada, por medio de un molde de fondo (1) con una envolvente de molde (2) y una base de molde (3), en el que para la configuración del conducto de agua se dispone un cuerpo moldeado (8), que forma el molde negativo de este conducto de agua, en el que el cuerpo moldeado (8) está formado por al menos dos piezas moldeadas (9, 10, 10 14, 15) fijadas directamente en el molde del fondo (1) entre lados opuestos entre sí de la envolvente del molde (2) o en la base del molde (3) y que forman un núcleo que se puede retirar fuera del fondo del pozo, caracterizado porque las piezas moldeadas (9, 10, 14, 15) están constituidas de un material que resiste la presión durante la introducción del hormigón y están fabricadas de una espuma dura de plástico, de una espuma termoplástico o de un plástico, y están adaptadas a las medidas de la forma predeterminada del conducto de agua, en el que el cuerpo moldeado (8) está 15 constituido por dos o más piezas moldeadas (9, 10, 14, 15) prefabricadas, que presentan una extensión longitudinal lineal y/o en forma de arco así como una sección transversal de acuerdo con la forma de la sección transversal del conducto de agua y están cortadas a medida de acuerdo con la geometría del cuerpo moldeado y están ensambladas para formar el cuerpo moldeado, en el que las piezas moldeadas (9, 10, 14, 15) individuales están unidas entre sí en molde de fondo o están fijadas individualmente en la base del molde. 20
16. Dispositivo de acuerdo con la reivindicación 15, caracterizado porque la base del molde (3) presenta un fondo plano (4), pero inclinado para la formación de una lisera, y porque el cuerpo moldeado (8) presenta una superficie de base plana que entra en contacto directo con la base del molde (3).
17. Dispositivo de acuerdo con una o varias de las reivindicaciones 15 ó 16, caracterizado porque en los extremos del cuerpo moldeado (8) están previstos cuerpos de escotadura, que cubren la distancia radial desde la base 25 del molde (3) hasta la envolvente del molde (2).
18. Dispositivo de acuerdo con la reivindicación 17, caracterizado porque los cuerpos de escotadura (11) están formados por cuerpos que configuran un núcleo perdido, que están provistos en el lado exterior con una junta de obturación (24) que se extiende sobre la circunferencia, cuya junta de obturación (24) sobresale con una pieza de pata (25) radialmente sobre el cuerpo de escotadura (11), cuya pieza de obturación (27) está insertada, sin embargo, en el 30 cuerpo de escotadura (11).
19. Dispositivo de acuerdo con la reivindicación 18, caracterizado porque los cuerpos de escotadura (11) están adaptados en sus extremos que se conectan en el cuerpo moldeado (8) así como en los extremos que se apoyan en la envolvente del molde (2) de acuerdo con la pendiente del conducto de agua.
20. Dispositivo de acuerdo con una o varias de las reivindicaciones 15 a 19, caracterizado porque el cuerpo 35 moldeado (8) está completado en sus extremos en cada caso con un cuerpo de escotadura (11) que forma un molde negativo de una conexión de tubo.
21. Dispositivo de acuerdo con la reivindicación 19 ó 10, caracterizado porque el cuerpo de escotadura (11) está provisto en el lado exterior con una junta de obturación (24) que se extiende sobre la circunferencia del mismo, cuya junta de obturación (24) sobresale con una pieza de pata (25) radialmente sobre el cuerpo de escotadura (11), 40 cuya pieza de obturación (27) está insertada, sin embargo, en el cuerpo de escotadura (11).
22. Dispositivo de acuerdo con una o varias de las reivindicaciones 19 a 21, caracterizado porque los cuerpos de escotadura (11) están adaptados en sus extremos de acuerdo con la pendiente predeterminada del conducto de agua.
23. Un grupo de piezas moldeadas para la fabricación de un cuerpo moldeado (8(), que forma un molde 45 negativo de un conducto de agua de un fondo de pozo de acuerdo con un procedimiento según una o varias de las reivindicaciones 1 a 14, caracterizado porque las piezas moldeadas (9, 10, 14, 15) están fabricadas de espuma que resiste la presión del hormigón, de espuma dura de plástico, de espuma termoplástico o de plástico y el grupo de piezas moldeadas está constituido por piezas moldeadas (9, 14) con extensión longitudinal lineal o por piezas moldeadas (10, 15) con extensión longitudinal en forma de arco, de manera que la sección transversal de las piezas moldeadas (9, 10, 50 14, 15) corresponde a una sección transversal del conducto de agua.
24. Grupo de piezas moldeadas de acuerdo con la reivindicación 23, caracterizado porque la altura de la sección transversal de las piezas moldeadas (9, 10, 14, 15) está dimensionada mayor que la altura de la sección transversal del conducto de agua.
25. Grupo de piezas moldeadas de acuerdo con la reivindicación 23 ó 24, caracterizado porque las piezas 55 moldeadas presentan en la superficie que forma el conducto de agua una escotadura para la inserción de una cinta (30)
prevista como medio auxiliar de separación.
26. Grupo de piezas moldeadas de acuerdo con una o varias de las reivindicaciones 23 a 25, caracterizado porque en las piezas moldeadas (9, 10, 14, 15)está previsto al menos un alambre calefactor (29) con objeto de la división y/o de la separación de una parte de las piezas moldeadas (9, 10, 14, 15).
27. Grupo de piezas moldeadas de acuerdo con la reivindicación 23, caracterizado porque en las piezas 5 moldeadas (9, 10, 14, 15) está previsto al menos un alambre calefactor (29) con la finalidad de la división y/o de la separación de una parte en forma de cuña de las piezas moldeadas (9, 10, 14, 15).
Patentes similares o relacionadas:
ENCOFRADO REDIMENSIONABLE PARA LA CONSTRUCCION "IN SITU" DE NICHOS Y COLUMBARIOS, del 6 de Junio de 2011, de OBRAS REUNIDAS, S.A. (O.R.S.A.): Encofrado redimensionable para la construcción "in situ" de nichos y columbarios provisto de medios para su desencofrado mecánico y reutilización progresiva que […]
 ELEMENTO PARA LA FABRICACION DE UNA BOCA DE HOMBRE, del 28 de Octubre de 2010, de SCHLUSSELBAUER, JOHANN: Una pieza moldeada que forma un molde negativo de al menos una parte de una acanaladura de un fondo de pozo monolítico que, ensamblándose en un caso dado con […]
ELEMENTO PARA LA FABRICACION DE UNA BOCA DE HOMBRE, del 28 de Octubre de 2010, de SCHLUSSELBAUER, JOHANN: Una pieza moldeada que forma un molde negativo de al menos una parte de una acanaladura de un fondo de pozo monolítico que, ensamblándose en un caso dado con […]
 ENCOFRADO RECUPERABLE PARA LA CONSTRUCCION "IN SITU" DE SEPULTURAS MULTIPLES, del 16 de Junio de 2008, de OBRAS REUNIDAS, S.A. (O.R.S.A.): Encofrado recuperable para la construcción "in situ" de sepulturas múltiples , constituido por dos cuerpos de encofrar, uno interior y otro exterior, que se arman rígidamente […]
ENCOFRADO RECUPERABLE PARA LA CONSTRUCCION "IN SITU" DE SEPULTURAS MULTIPLES, del 16 de Junio de 2008, de OBRAS REUNIDAS, S.A. (O.R.S.A.): Encofrado recuperable para la construcción "in situ" de sepulturas múltiples , constituido por dos cuerpos de encofrar, uno interior y otro exterior, que se arman rígidamente […]
BLOQUE DE CONSTRUCCIÓN TRASLÚCIDO Y MÉTODO PARA FABRICAR EL MISMO, del 23 de Diciembre de 2011, de LOSONCZI, ARON: Un bloque de construcción que tiene propiedades traslúcidas entre una primera superficie límite o de contorno y una segunda superficie […]
PROCEDIMIENTO Y MONTAJE DE UN MOLDE PARA PRODUCIR UN BLOQUE DE HORMIGÓN, del 16 de Noviembre de 2011, de ANCHOR WALL SYSTEMS, INC.: Procedimiento para producir un bloque de hormigón que presenta unas caras superior e inferior , una cara frontal estampada , una cara posterior y […]
REVESTIMIENTO PARA PANELES DE ENCOFRADO Y PROCEDIMIENTO DE OBTENCIÓN DE DICHO REVESTIMIENTO, del 27 de Enero de 2020, de VALERO SALINAS,JOSE MANUEL: Revestimiento para paneles de encofrado, que comprende un cuerpo laminar configurado por las siguientes capas unidas por laminación: - […]
 Procedimiento, sistema y moldes para formar losas de aglomerado, del 29 de Mayo de 2019, de TONCELLI,LUCA: Procedimiento para la producción de losas a partir de una mezcla de aglomerado, que comprende las etapas de preparar un molde , destinado a formar una losa de la […]
Procedimiento, sistema y moldes para formar losas de aglomerado, del 29 de Mayo de 2019, de TONCELLI,LUCA: Procedimiento para la producción de losas a partir de una mezcla de aglomerado, que comprende las etapas de preparar un molde , destinado a formar una losa de la […]
Procedimiento para producir artículos que no son planos utilizando aglomerados de agregados inorgánicos y resinas endurecibles, del 24 de Abril de 2019, de TONCELLI, DARIO: Procedimiento para producir un artículo con una forma no plana que presenta unos radios de curvatura de aproximadamente 15 cm o más, que comprende […]