Procedimiento y aparato de fabricación de armaduras en espiral para hormigón armado.
Procedimiento de fabricación de armaduras en espiral para hormigón armado y similares,
que comprende lasfases de:
(a). alimentar un alambre (2) metálico, de acuerdo con un eje (A) de alimentación longitudinal predeterminado, através de una unidad (5) plegadora provista de un mandril (7) central y una espiga (8) de plegado excéntrica,que tienen ejes sustancialmente paralelos;
(b). realizar, por medio de dicha unidad (5) plegadora, pliegues sucesivos de dicho alambre (2) metálico conrespecto a dicho eje (A) de alimentación longitudinal, para producir una sucesión de espiras (20) poligonalesdiseñadas para formar una armadura (21) en espiral constituida por una secuencia de tramos (22) quesustancialmente descansan sobre un plano (α) perpendicular al eje (L) longitudinal de la misma armadura (21)en espiral y de tramos (23) sustancialmente oblicuos con respecto a dicho eje (L) longitudinal de la armadura(21) en espiral, formando configuraciones de espira con proyección poligonal en el plano perpendicular a dichoeje (L) longitudinal de la armadura (21) en espiral;
caracterizado porque prevé llevar a cabo en sucesión ordenada en al menos un lado de dichas espiras (20)poligonales, para formar dichos tramos (23) oblicuos de la armadura (21) en espiral:(b1) un primer pliegue (23a) en un plano ortogonal al eje de dicho mandril (7) y de dicha espiga (8) de plegadoexcéntrica y que descansa sobre dicho plano (α) perpendicular al eje (L) longitudinal de la armadura (21) enespiral, y
(b2). al menos un segundo pliegue (23b) extendido en una tercera dimensión inclinada adecuadamente conrespecto dicho plano (α) perpendicular al eje (L) longitudinal de la armadura (21) en espiral, dicho segundopliegue (23b) extendido en una tercera dimensión resultando, además, de un movimiento de flexión de dichoalambre (2) metálico en un plano (α) que comprende dicho eje (A) de alimentación del mismo alambre (2)metálico y paralelo al eje de dicho mandril (7) central y de dicha espiga (8) de plegado excéntrica.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2009/054478.
Solicitante: SCHNELL S.P.A..
Nacionalidad solicitante: Italia.
Dirección: Via Borghetto 2 61030 Montemaggiore Al Metauro PU ITALIA.
Inventor/es: GALLUCCIO,ANTON MASSIMO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D11/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 11/00 Curvado no limitado a los productos del tipo previsto en uno solo de los grupos B21D 5/00, B21D 7/00, B21D 9/00; Curvado no previsto en los grupos B21D 5/00 - B21D 9/00; Torsión. › los objetos son elementos de refuerzo para el hormigón.
- B21F1/00 B21 […] › B21F TRABAJO MECANICO O TRATAMIENTO DE ALAMBRE METÁLICO (laminado de metales B21B; por estirado, operaciones auxiliares en relación con el trabajo del metal sin desprendimiento sustancial de materia B21C; atado de objetos en paquetes B65B 13/00). › Curvado de alambre que no suponga enrollamiento; Enderezado de alambre.
- E04C5/06 CONSTRUCCIONES FIJAS. › E04 EDIFICIOS. › E04C ELEMENTOS ESTRUCTURALES; MATERIALES DE CONSTRUCCION (para puentes E01D; especialmente concebidos para aislamiento o cualquier otra protección E04B; elementos utilizados como auxiliares para la construcción E04G; para minas E21; para túneles E21D; elementos estructurales con un campo de aplicación más amplio que el de la industria de la edificación F16, concretamente F16S). › E04C 5/00 Elementos de armadura, p. ej. para hormigón; Elementos auxiliares para este uso (composición del material C21, C22; arreglos de los elementos de armadura, ver las clases correspondientes). › de alta resistencia a la flexión, es decir extendiéndose esencialmente en tres dimensiones, p. ej. elementos enrejados.
PDF original: ES-2412382_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato de fabricación de armaduras en espiral para hormigón armado
Campo técnico
La presente invención contempla un procedimiento (véase el documento EP-A-0152397) y un aparato (véase el documento US-A-4 799 373) de fabricación de armaduras en espiral para hormigón armado y otros elementos de desarrollo tridimensional, así como la armadura en espiral fabricada de este modo (véase el documento EP-A-0 152 397) .
Técnica antecedente Se sabe que, la fabricación de la armadura de pilares y vigas de hormigón armado, jaulas metálicas constituidas por barras de refuerzo longitudinales conectadas mediante estribos transversales distanciados adecuadamente se usan habitualmente. La fabricación de dichas jaulas es, habitualmente, bastante compleja y requiere tiempos de ejecución considerables, con un sensible desperdicio de mano de obra y costes proporcionalmente elevados.
Como alternativa al uso de jaulas metálicas tradicionales con estribos, se ha propuesto usar las llamadas armaduras de fijación continuas, fabricada enrollando en espiral una barra metálica sustancialmente en forma de “muelle” con la longitud requerida. Se ha observado que dichas armaduras tienen mejores características de resistencia, en particular a la torsión, con respecto a las jaulas metálicas tradicionales.
Las armaduras en espiral pueden tener diversas configuraciones. El paso entre una espira y la siguiente determina la densidad de las espiras y, de este modo, las características de resistencia estructural de la armadura. Las armaduras en espiral del tipo conocido se ilustran en los documentos US 3.604.180, EP 0 152 397 y EP 0 630 297.
Se conoce particularmente la fabricación de armaduras en las que la espiral se fabrica sin paso y se somete de forma sucesiva axialmente a tracción para obtener el paso deseado entre las espiras. Pero cuando la espiral se fabrica con el paso proporcionado, puede comprimirse y, de este modo, reducirse a una forma compacta, con las espiras apoyadas unas contra otras, tal como para ser adecuada para almacenarla y transportarla al lugar de uso en la configuración de dimensión mínima. La armadura en espiral se bloquea en la configuración compacta mencionada anteriormente por medio de medios de fijación o anclaje adecuados. Durante el uso, la armadura en espiral se libera de los medios de fijación o anclaje, de una manera que permita que la espiral se estire elásticamente y asuma la dimensión predeterminada deseada.
Sin embargo, las armaduras en espiral son más difícilmente factibles, dado que requieren el uso de máquinas más complejas que las tradicionales e implican costes elevados en comparación con el valor económico del producto. Las máquinas dobladoras de alambre bidimensionales comunes son capaces de fabricar armaduras en espiral, pero sólo con longitudes moderadas, dado que no disponen de miembros adecuados para soportar la misma armadura durante la formación. El principal problema estriba en el hecho de que las espirales fabricadas por medio de máquinas dobladoras de alambre bidimensionales sustancialmente no tienen paso, concretamente con las espiras apoyándose una contra otra. Esto significa que, en el momento de la instalación, las armaduras en espiral deben alargarse adecuadamente, con complicaciones operativas obvias. De hecho, la operación requiere considerables esfuerzos y la fabricación de estructuras de paso variable resulta, además, muy difícil.
Un inconveniente específico motivo de queja en la fabricación de las armaduras mencionadas estriba en el hecho de que todos los lados de la espiral están inclinados, lo que resulta inaceptable desde un punto de vista de la planificación. De hecho, la armadura de las vigas tiene como objetivo absorber los esfuerzos cortantes, de modo que la falta de una perfecta verticalidad de los tramos del estribo diseñados para ser verticales se vuelve inaceptable.
En el campo específico, se han propuesto múltiples soluciones diseñadas para mejorar la consecución de las armaduras en espiral. La solicitud de patente europea EP 0 452 246 describe un procedimiento aplicable a máquinas dobladoras de alambre bidimensionales para fabricar armaduras metálicas tridimensionales. Dicho procedimiento prevé la aplicación de un momento de torsión a lo largo del eje del alambre metálico, para causar una deformación plástica permanente del alambre sobre la rama que soporta el lado recién plegado, de una manera que lo oriente en el espacio.
La solicitud de patente europea EP 0 630 297 describe un procedimiento y una máquina que permiten fabricar armaduras en espiral. El alambre metálico se hace avanzar en una unidad enderezadora y se pliega en una unidad plegadora, en la que la espiral se produce perpendicularmente hacia abajo y deja el plano de producción de las espiras con ayuda de la gravedad. Las espiras producidas se alojan en un dispositivo de recogida en el que las mismas espiras se alojan lateralmente y en la parte inferior, teniendo el dispositivo de recogida capacidad variable de una manera correspondiente a las dimensiones de las espiras ya producidas.
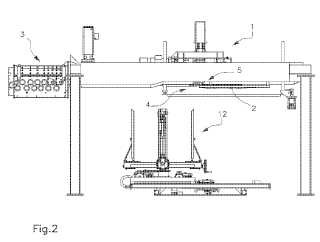
La patente europea EP 0 864 386 desvela un procedimiento y un aparato de fabricación de armaduras en espiral a partir de un alambre metálico. Dicho aparato está constituido sustancialmente por una unidad para plegar el alambre metálico fijado en un bastidor móvil que se desplaza en la dirección de alimentación del mismo alambre metálico. El
aparato comprende, además, un dispositivo para recoger las espiras que se mueve perpendicularmente a la dirección del alambre metálico alimentado y, mientras tanto, gira de modo que el ángulo de la espira producida en ese momento esté sobre la línea de alimentación del alambre metálico.
Sin embargo, dichos aparatos conocidos son estructuralmente bastante complejos y además generalmente permiten fabricar armaduras con espiral recostada, en las que, de hecho, el paso entre las espiras no existe o, de forma más precisa, no disponen de miembros capaces de conseguir y controlar la anchura del paso.
También se conocen máquinas dobladoras de alambre tridimensionales que, a diferencia de las máquinas dobladoras de alambre bidimensionales comunes, teóricamente son capaces de producir cualquier tipo de artículo tridimensional fabricado a mano. Las máquinas dobladoras de alambre de este tipo se ilustran, por ejemplo, en los documentos US 4.735.075, EP 0 231 092 y EP 0 396 489.
En las máquinas dobladoras de alambre tridimensionales, el cabezal de plegado actúa como es habitual de forma ortogonal al eje longitudinal del alambre metálico que está siendo elaborado pero también puede girar alrededor del eje del mismo alambre metálico y, de este modo, fabricar cualquier geometría espacial. En otras palabras, el cabezal de plegado permanece siempre ortogonal al eje del alambre metálico y girando a su alrededor se mueve desde un plano a otro de los infinitos planos que pasan por el eje del mismo alambre metálico. El principal inconveniente de dicha solución estriba en el hecho de que para fabricar una espiral, el cabezal de plegado debe girar de forma gradual alrededor del eje, siempre en la misma dirección y sin volver nunca a la posición inicial. Por lo tanto, la parte de estructura conseguida, que se desarrolla ortogonalmente al plano de trabajo y en eje con respecto al cabezal de plegado, gira también alrededor del eje del alambre metálico. Esto significa que dicha parte de estructura no puede tener grandes dimensiones, dado que está soportada por la única rigidez del alambre metálico que está siendo elaborado. De este modo, las máquinas dobladoras de alambre tridimensionales son adecuadas para fabricar también estructuras en espiral en las que también se consigue un paso, dado que tienen dimensiones longitudinales relativamente limitadas; en su lugar no son capaces de fabricar las armaduras requeridas normalmente, que tienen dimensiones de varios metros, dado que durante la formación se doblan y consecuentemente se disponen de manera incontrolada.
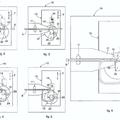
La solicitud de patente europea EP 1469 135 desvela un procedimiento de fabricación de una llamada armadura en “espiral partida”, o dicha de otro modo “hélice partida”, representada esquemáticamente para más claridad en la figura 1. La espiral 21 está constituida por una sucesión de tramos 22 sustancialmente perpendiculares y de tramos 23 sustancialmente oblicuos con respecto al eje L longitudinal de la armadura, que forman una configuración de espira con proyección poligonal sobre un plano perpendicular al mismo eje L longitudinal. En el caso ilustrado, los tramos 23 oblicuos aparecen inclinados en direcciones opuestas entre ellos y sobre estructuras enfrentadas y paralelas,... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de armaduras en espiral para hormigón armado y similares, que comprende las fases de:
(a) . alimentar un alambre (2) metálico, de acuerdo con un eje (A) de alimentación longitudinal predeterminado, a través de una unidad (5) plegadora provista de un mandril (7) central y una espiga (8) de plegado excéntrica, que tienen ejes sustancialmente paralelos; (b) . realizar, por medio de dicha unidad (5) plegadora, pliegues sucesivos de dicho alambre (2) metálico con respecto a dicho eje (A) de alimentación longitudinal, para producir una sucesión de espiras (20) poligonales diseñadas para formar una armadura (21) en espiral constituida por una secuencia de tramos (22) que sustancialmente descansan sobre un plano (!) perpendicular al eje (L) longitudinal de la misma armadura (21) en espiral y de tramos (23) sustancialmente oblicuos con respecto a dicho eje (L) longitudinal de la armadura (21) en espiral, formando configuraciones de espira con proyección poligonal en el plano perpendicular a dicho eje (L) longitudinal de la armadura (21) en espiral;
caracterizado porque prevé llevar a cabo en sucesión ordenada en al menos un lado de dichas espiras (20) poligonales, para formar dichos tramos (23) oblicuos de la armadura (21) en espiral:
(b1) un primer pliegue (23a) en un plano ortogonal al eje de dicho mandril (7) y de dicha espiga (8) de plegado excéntrica y que descansa sobre dicho plano (!) perpendicular al eje (L) longitudinal de la armadura (21) en espiral, y (b2) . al menos un segundo pliegue (23b) extendido en una tercera dimensión inclinada adecuadamente con respecto dicho plano (!) perpendicular al eje (L) longitudinal de la armadura (21) en espiral, dicho segundo pliegue (23b) extendido en una tercera dimensión resultando, además, de un movimiento de flexión de dicho alambre (2) metálico en un plano (∀) que comprende dicho eje (A) de alimentación del mismo alambre (2) metálico y paralelo al eje de dicho mandril (7) central y de dicha espiga (8) de plegado excéntrica.
2. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque prevé llevar a cabo dicho segundo pliegue (23b) extendido en una tercera dimensión en relación de fase adecuada con un movimiento de desplazamiento axial de dicho mandril (7) y/o de dicha espiga (8) de plegado de la unidad (5) plegadora, conformados de una manera tal como para actuar sobre dicho alambre (2) metálico para realizar dicha flexión.
3. Procedimiento de acuerdo con la reivindicación 2, caracterizado porque prevé realizar dicha flexión del alambre
(2) metálico haciendo palanca sobre una zona (10) de tope conformada por la cuchilla fija de una unidad (4) de corte de la máquina.
4. Procedimiento de acuerdo con la reivindicación 1, caracterizado porque prevé fabricar dicho primer pliegue (23a) que descansa sobre dicho plano (!) perpendicular al eje (L) longitudinal de la armadura (21) en espiral y dicho segundo pliegue (23b) extendido en una tercera dimensión sin realizar una alimentación intermedia de dicho alambre (2) metálico.
5. Aparato de fabricación de armaduras en espiral para hormigón armado y similares, que comprende una sucesión de espiras (20) poligonales que consiste en una secuencia de tramos (22) que descansan sustancialmente sobre un plano (!) perpendicular al eje (L) longitudinal de la misma armadura (21) en espiral y de tramos (23) sustancialmente oblicuos con respecto a dicho eje (L) longitudinal de la armadura (21) en espiral, que forman configuraciones de espira con proyecciones poligonales sobre un plano perpendicular a dicho eje (L) longitudinal de la armadura (21) en espiral, comprendiendo dicho aparato una unidad (5) plegadora provista de un mandril (7) central y una espiga (8) de plegado excéntrica, que tienen ejes sustancialmente paralelos, perpendiculares al eje (A) de alimentación longitudinal de un alambre (2) metálico diseñado para formar dicha armadura (21) en espiral, y adecuados para llevar a cabo en sucesión ordenada en al menos un lado de dichas espiras (20) poligonales, para formar dichos tramos (23) oblicuos de la armadura (21) en espiral, un primer pliegue (23a) en un plano ortogonal al eje de dicho mandril (7) y de dicha espiga (8) excéntrica de plegado y que descansa sobre dicho plano (!) perpendicular al eje (L) longitudinal de la armadura (21) en espiral, y al menos un segundo pliegue (23b) extendido en una tercera dimensión inclinada adecuadamente con respecto a dicho plano (!) , estando dicho aparato caracterizado porque dicho mandril (7) central y/o dicha espiga (8) de plegado excéntrica son adecuados para ser accionados con un movimiento de desplazamiento axial para determinar un movimiento de flexión de dicho alambre (2) metálico en un plano (∀) longitudinal que contiene dicho eje (A) de alimentación del alambre (2) metálico y paralelo al eje de dicho mandril (7) central y de dicha espiga (8) de plegado excéntrica, para llevar a cabo dicho segundo pliegue (23b) extendido en una tercera dimensión; y porque dicha espiga (8) de plegado conforma un diente (9) que forma un resalte adecuado para acoplarse a dicho alambre (2) metálico para determinar dicho movimiento de flexión.
6. Aparato de acuerdo con la reivindicación 5, caracterizado porque dicho mandril (7) central y/o dicha espiga (8) de plegado excéntrica son adecuados para determinar dicha flexión del alambre (2) metálico haciendo palanca sobre una zona (10) de tope fija.
7. Aparato de acuerdo con la reivindicación 6, caracterizado porque dicha zona (10) de tope consiste en la cuchilla fija de una unidad (4) de corte de la máquina.
8. Aparato de acuerdo con la reivindicación 5, caracterizado porque dicho diente (9) está conformado para permitir
la producción de dicha flexión del alambre (2) metálico de acuerdo con direcciones opuestas con respecto a dicho 5 eje (A) de alimentación en dicho plano (∀) longitudinal.
9. Armadura en espiral para hormigón armado y similares, que comprende una sucesión de espiras (20) poligonales de alambre (2) metálico que consiste en una secuencia de tramos (22) que sustancialmente descansan sobre un plano (!) perpendicular al eje (L) longitudinal de la misma armadura (21) en espiral y de tramos (23) sustancialmente oblicuos con respecto a dicho eje (L) longitudinal de la armadura (21) en espiral, que producen el paso de la espiral y 10 que forman configuraciones de espira con proyección poligonal en un plano perpendicular a dicho eje (L) longitudinal de la armadura (21) en espiral; caracterizada porque dichos tramos (23) sustancialmente oblicuos tienen un primer pliegue (23a) que descansa sobre dicho plano (!) perpendicular al eje (L) longitudinal de la armadura (21) en espiral y al menos un segundo pliegue (23b) extendido en una tercera dimensión inclinada adecuadamente con respecto a dicho plano (!) perpendicular al eje (L) longitudinal de la armadura (21) en espiral, que resulta de una flexión del
alambre (2) metálico en un plano (∀) longitudinal que contiene la parte adyacente de dicho primer pliegue (23a) del alambre (2) metálico y paralelo al eje del primer pliegue (23a) .
Patentes similares o relacionadas:
Máquina dobladora para productos metálicos y método de doblado correspondiente, del 12 de Febrero de 2020, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina dobladora para uno o más productos metálicos, tales como, por ejemplo, barras (11a, 11b), piezas redondas de refuerzo, formas estructurales, tubos u otros perfiles, […]
Máquina combinada para trabajar varillas de alambre y método de trabajo correspondiente, del 2 de Octubre de 2019, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina combinada para trabajar una varilla de alambre de cualquier tipo o forma, en barras largas, para obtener productos metálicos con […]
 Método y sistema para separadores plegables, del 5 de Octubre de 2018, de ANAGNOSTOPOULOS, ANTONIOS: Un sistema para producir separadores a partir de mallas, alambres, varillas o un material de sección transversal prismática, caracterizado por:
[…]
Método y sistema para separadores plegables, del 5 de Octubre de 2018, de ANAGNOSTOPOULOS, ANTONIOS: Un sistema para producir separadores a partir de mallas, alambres, varillas o un material de sección transversal prismática, caracterizado por:
[…]
Método y aparato para el plegado de perfiles metálicos en barras, del 9 de Noviembre de 2016, de SCHNELL S.P.A.: Método para el plegado de perfiles metálicos en barras, que comprende las fases de: a. alimentar un número predefinido (2a) de barras y un número predefinido […]
Máquina automática para doblar mallas electrosoldadas, del 21 de Septiembre de 2016, de A.W.M. S.P.A.: Máquina automática para doblar mallas electrosoldadas, que están formadas por alambres longitudinales y transversales que presentan diferentes longitudes y/o diferentes […]
Aparato para la flexión de productos de metal oblongos, tales como barras, piezas redondas o alambres de metal y método de flexión correspondiente, del 24 de Agosto de 2016, de A.C.M. SRL Automatismi Costruzioni Meccaniche: Aparato para la flexión de al menos un producto de metal oblongo (P), que comprende un canal de alimentación para la alimentación de dicho producto de metal (P) […]
Máquina curvadora para curvar barras de metal, tales como piezas redondas de refuerzo o similares, del 8 de Junio de 2016, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina para curvar barras de metal, tales como piezas redondas de refuerzo o similares, que comprende un primer dispositivo de movimiento […]
 Máquina dobladora de productos metálicos y método de doblado correspondiente, del 30 de Marzo de 2016, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina dobladora de productos metálicos (B) que comprende una unidad de estirado configurada para alimentar al menos un producto metálico (B) a lo largo […]
Máquina dobladora de productos metálicos y método de doblado correspondiente, del 30 de Marzo de 2016, de M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A.: Máquina dobladora de productos metálicos (B) que comprende una unidad de estirado configurada para alimentar al menos un producto metálico (B) a lo largo […]