POSICIONADOR DE PIEZAS DE TRABAJO.
Posicionador de piezas de trabajo con uno o varios ejes de posicionamiento de rotación y/o de traslación (35 a 39) para el posicionamiento de una o varias piezas de trabajo (2),
en el que el posicionador de piezas de trabajo (1) presenta un bastidor de máquina (3) configurado de forma modular, que está constituido por una o varias partes de bastidor (4, 5, 6, 7) y en el que están dispuestos uno o varios soportes de piezas de trabajo (8, 9), en el que los soportes de piezas de trabajo (8, 9) y la pieza de trabajo retenida (2) se pueden llevar a una posición deseada a través de un movimiento alrededor o a lo largo de al menos un eje de posicionamiento (35 a 39), en el que - al menos una parte de bastidor (4, 5, 6, 7) presenta uno o varios módulos de bastidor (15), - un módulo de bastidor (15) presenta al menos un elemento de soporte longitudinal (16) y al menos un elemento de unión (17, 18, 18') configurado como casquillo de sujeción (19), - el elemento de unión (17, 18,18') se puede conectar de forma desprendible con uno o varios elementos de soporte (16), - en al menos un elemento de unión (17, 18, 18') está dispuesto un soporte de piezas de trabajo (8, 9) y - al menos un elemento de unión (18') sirve como consola de accionamiento para el alojamiento de un accionamiento (14) para un soporte de piezas de trabajo (8, 9)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/012618.
Solicitante: KUKA ROBOTER GMBH.
Nacionalidad solicitante: Alemania.
Dirección: ZUGSPITZSTRASSE 140 86165 AUGSBURG ALEMANIA.
Inventor/es: WIESSENSZ,ERICH, NUCHTER,ELMAR, KRASS,JURGEN.
Fecha de Publicación: .
Fecha Solicitud PCT: 25 de Noviembre de 2005.
Fecha Concesión Europea: 1 de Septiembre de 2010.
Clasificación Internacional de Patentes:
- B23K37/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para sujetar o colocar las piezas.
- B23Q3/10D
Clasificación PCT:
- B23K37/04 B23K 37/00 […] › para sujetar o colocar las piezas.
- B23Q3/10 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 3/00 Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B). › Dispositivos auxiliares, p. ej. collarines miembros extensibles.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
Posicionador de piezas de trabajo.
La invención se refiere a un posicionador de piezas de trabajo con un bastidor de máquina.
El documento DE 199 02 4 92 A1 muestra una unidad de manipulación móvil y modular de varios ejes, que está constituida por varias unidades lineales y actuadores giratorios conectados unos detrás de los otros y entre sí. En el extremo del lado de salida de la unidad de manipulación está colocada una herramienta de sujeción.
Se conoce a partir del documento FR 2 699 443 A1 un manipulador similar de varios ejes en tipo de construcción modular con unidades lineales y unidades giratorias.
Los posicionadores de piezas de trabajo clásicos se conocen por la práctica. Se trata, por ejemplo, de posicionadores giratorios, posicionadores reversibles o similares. Los posicionadores de piezas de trabajo tienen un bastidor de máquina rígido y realizado habitualmente como construcción soldada, en el que uno o varios soportes de piezas de trabajo están dispuestos rígidos o móviles o, dado el caso, con un accionamiento adicional. Las construcciones conocidas tienen un peso alto y son costosos en la construcción y en los costes.
Los documentos DE 35 26 076 C2 y DE 85 21 054 U1 muestran un sistema de robot industrial con un robot de mecanización vertical y uno o varios posicionadores de piezas de trabajo circundantes. Los posicionadores de piezas de trabajo están constituidos de manera convencional con un bastidor de máquina macizo.
El documento DE 41 15 656 A1 muestra una instalación tensora en forma de un tornillo de apriete. Varios de estos tornillos de apriete pueden estar montados en un bastidor y servir pata tensar fijamente piezas de trabajo. Los tornillos de apriete presentan un mango con una rosca de tornillo y una estampa de presión, con la que dos partes de piezas de trabajo en primer lugar sueltas son presionadas contra un tope fijo estacionario opuesto y solamente se fijan en la posición final.
El cometido de la presente invención es indicar un posicionador de piezas de trabajo mejorado.
La invención soluciona este cometido con las características de la reivindicación principal.
El bastidor de máquina modular tiene la ventaja de que el posicionador de piezas de trabajo está constituido de acuerdo con un sistema modular y se puede adaptar a diferentes casos de necesidad A través del tipo de construcción modular se puede reequipar también el posicionador de piezas de trabajo, en caso necesario, y se puede modificar en sus dimensiones. La configuración modular permite construir los más diferentes tipos de posicionadores de piezas de trabajo con diferentes configuraciones de ejes de posicionamiento a partir de una pluralidad de elementos modulares del mismo tipo, especialmente elementos de soporte y elementos de unión. Esto reduce considerablemente los costes del bastidor de máquina y del posicionador de piezas de trabajo completo.
Las dimensiones de magnitudes del bastidor de la máquina se pueden variar a través de la selección de elementos de soporte de diferente longitud. En este caos, son posibles también modificaciones posteriores a través de la sustitución o acortamiento de los elementos de soporte. Se pueden tener en cuenta los diferentes requerimientos de peso a través de módulos de bastidor reforzados, que presentan, respectivamente, disposiciones múltiples de elementos de soporte y elementos de unión. También aquí son posibles modificaciones y adaptaciones posteriores. En el caso de un cambio de pieza de trabajo, los aparatos existentes se pueden utilizar también posteriormente a través de reequipamiento.
Los elementos de unión están configurados con preferencia como casquillos de sujeción divididos longitudinalmente, La unión de sujeción tiene la ventaja de que la estructura del bastidor o bien el montaje se pueden realizar como proceso en frió, siendo evitadas las contracciones, como son habituales en las construcciones de soldadura hasta ahora. Las uniones de sujeción permiten, además, una modificación posterior del bastidor de la máquina. Los casquillos de sujeción configurados con preferencia como conectores en T tienen en este caso la ventaja de que, por una parte, son adecuados para la unión transversal de elementos de soporte y, por otra parte, se pueden fabricar los puntos de unión con los soportes de las piezas de trabajo y, dado el caso, también con otras partes del bastidor de la máquina, por ejemplo placas de fondo, patas de apoyo o similares.
En las reivindicaciones dependientes se indican otras configuraciones ventajosas de la invención.
La invención se representa en los dibujos a modo de ejemplo y de forma esquemática. En particular:
La figura 1 muestra un módulo de bastidor con casquillo de sujeción y elemento de soporte en vista lateral.
La figura 2 muestra una representación en perspectiva de la cáscara de sujeción inferior del casquillo de sujeción.
Las figuras 3 a 5 muestran una pata de bastidor modular en representación fragmentaria y en tres vistas giradas.
Las figuras 6 y 7 muestran un bastidor de máquina modular de un posicionador de piezas de trabajo en vista en planta superior y vista lateral girada.
Las figuras 8 y 9 muestran una variante del bastidor de máquina en vista en planta superior y vista lateral girada.
La figura 10 muestra otra variante de un bastidor de máquina modular en vista en planta superior.
Las figuras 11 a 14 muestran diferentes posicionadores de piezas de trabajo modulares en diferentes vistas.
Las figuras 15 a 25 muestran diferentes representaciones esquemáticas de variantes cinemáticas y de construcción de posicionadores de piezas de trabajo.
Las figuras 26 a 31 muestran tres variantes de construcción de casquillos de sujeción en vistas en perspectiva.
La figura 32 muestra un posicionador de piezas de trabajo en representación despiezada ordenada y
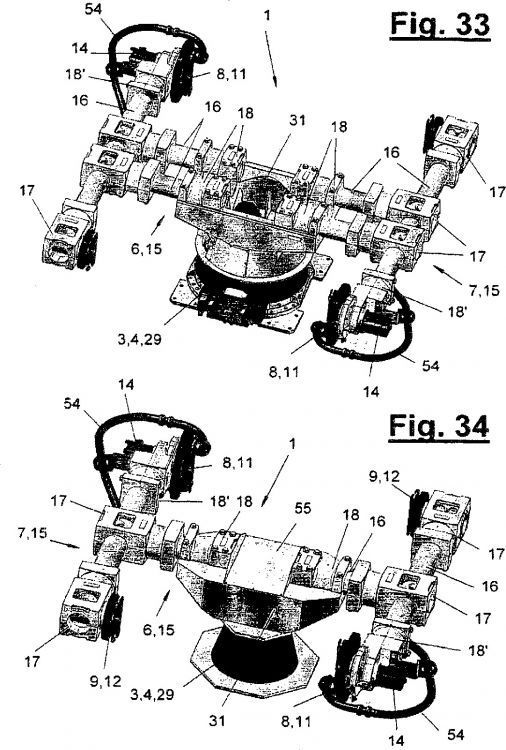
Las figuras 33 y 34 muestran dos variantes de construcción de un posicionador de piezas de trabajo en vistas en perspectiva.
La invención se refiere a posicionadores de piezas de trabajo (1) con uno o varios ejes de posicionamiento (35 a 39) con preferencia giratorios, de manera preferida accionados, para el posicionamiento acorde con las necesidades de una o varias piezas de trabajo (2). Los ejes de posicionamiento (35 a 39) pueden ser de manera alternativa ejes de traslación o ejes combinados de rotación/traslación.
Tales posicionadores de piezas de trabajo (1) pueden ser, por ejemplo, de acuerdo con las representaciones esquemáticas de las figuras 11 a 25 y 32 a 34 posicionadores reversibles, posicionadores giratorios, posicionadores giratorios-reversibles o posicionadores basculantes o similares para una o varias piezas de trabajo (2). Con los posicionadores de piezas de trabajo (1) se pueden llevar las piezas de trabajo (2) a través del/los eje(s) de posicionamiento (35 a 39) a una posición acorde con la mecanización y, dado el caso, se pueden mover también durante el proceso de mecanización. Por ejemplo, durante la soldadura por fusión, las piezas de trabajo son conducidas y movidas a través del posicionador de piezas de trabajo (1) en coincidencia con el proceso de soldadura de tal forma que resulta en el lugar de soldadura siempre una capa de bandeja que impide un flojo de salida no deseado de la fusión. El posicionador de piezas de trabajo (1) puede estar conectado, por ejemplo, con el control de un robot de mecanización (no representado) como eje de rotor externo.
El posicionador de piezas de trabajo (1) posee un bastidor de máquina (3) rígido o, dado el caos, móvil con uno o varios ejes, en el que están dispuestos de forma rígida o móvil uno o varios soportes de piezas de trabajo (8, 9) para piezas de trabajo (2). A través de las movilidades del bastidor de la máquina (3) y/o del/los soporte (s) de las piezas de trabajo (8, 9) resulta(n) el/los eje(s) de posición (35 a 39).
El bastidor de la máquina (3) está configurado en cada caso de forma modular en las diferentes formas de realización y está constituido por una o varias partes de bastidor (4, 5, 6, 7). Al menos algunas de las partes del bastidor (4, 5, 6, 7) están constituidas, por su parte, de forma modular y presentan uno o varios módulos de bastidor (15). El bastidor de la máquina (3) puede presentar, además de las partes modulares del bastidor (4, 5, 6, 7),...
Reivindicaciones:
1. Posicionador de piezas de trabajo con uno o varios ejes de posicionamiento de rotación y/o de traslación (35 a 39) para el posicionamiento de una o varias piezas de trabajo (2), en el que el posicionador de piezas de trabajo (1) presenta un bastidor de máquina (3) configurado de forma modular, que está constituido por una o varias partes de bastidor (4, 5, 6, 7) y en el que están dispuestos uno o varios soportes de piezas de trabajo (8, 9), en el que los soportes de piezas de trabajo (8, 9) y la pieza de trabajo retenida (2) se pueden llevar a una posición deseada a través de un movimiento alrededor o a lo largo de al menos un eje de posicionamiento (35 a 39), en el que
- al menos una parte de bastidor (4, 5, 6, 7) presenta uno o varios módulos de bastidor (15),
- un módulo de bastidor (15) presenta al menos un elemento de soporte longitudinal (16) y al menos un elemento de unión (17, 18, 18') configurado como casquillo de sujeción (19),
- el elemento de unión (17, 18,18') se puede conectar de forma desprendible con uno o varios elementos de soporte (16),
- en al menos un elemento de unión (17, 18, 18') está dispuesto un soporte de piezas de trabajo (8, 9) y
- al menos un elemento de unión (18') sirve como consola de accionamiento para el alojamiento de un accionamiento (14) para un soporte de piezas de trabajo (8, 9).
2. Posicionador de piezas de trabajo de acuerdo con la reivindicación 1, caracterizado porque los elementos de unión (17, 18, 18') están configurados como cáscara en i, conectores en T o consola de accionamiento.
3. Posicionador de piezas de trabajo de acuerdo con la reivindicación 1 ó 2, caracterizado porque el elemento de soporte (16) está configurado como barra o como tubo.
4. Posicionador de piezas de trabajo de acuerdo con la reivindicación 1, 2 ó 3, caracterizado porque el elemento de soporte (16) presenta una forma cilíndrica.
5. Posicionador de piezas de trabajo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el casquillo de sujeción (19) presenta al menos un canal longitudinal (20) para el alojamiento de un elemento de soporte (16).
6. Posicionador de piezas de trabajo de acuerdo con la reivindicación 5, caracterizado porque el casquillo de sujeción (19) presenta al menos un canal longitudinal (20) y al menos un canal transversal (21) para el alojamiento de varios elementos de soporte (16).
7. Posicionador de piezas de trabajo de acuerdo con la reivindicación 6, caracterizado porque los ejes centrales del canal longitudinal (20) y del canal transversal (21) se cortan en ángulo recto entre sí.
8. Posicionador de piezas de trabajo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el casquillo de sujeción (19) está configurado dividido longitudinalmente.
9. Posicionador de piezas de trabajo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el casquillo de sujeción (19) presenta dos piezas de sujeción (22, 23) en forma de cáscara con conectores tensores (25).
10. Posicionador de piezas de trabajo de acuerdo con la reivindicación 9, caracterizado porque las piezas de sujeción (22, 23) en forma de cáscara presentan al menos una acanaladura (26, 27) adaptada al contorno de los elementos de soporte (16).
11. Posicionador de piezas de trabajo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el bastidor de la máquina (3) presenta una pata de bastidor (4) modular rígida o giratoria o estator (5) con brazos modulares del bastidor (6, 7) dispuestos allí, dirigidos en dirección longitudinal y/o transversal.
12. Posicionador de piezas de trabajo de acuerdo con una de las reivindicaciones 1 a 10, caracterizado porque el bastidor de la máquina (3) presenta una pata de apoyo (29) con una cabeza de montaje (31) para el alojamiento de brazos modulares del bastidor (6, 7) dirigidos en dirección longitudinal y/o transversal.
13. Posicionador de piezas de trabajo de acuerdo con la reivindicación 11 ó 12, caracterizado porque en los brazos de bastidor (6, 7) están dispuestos de forma giratoria uno o varios soportes de piezas de trabajo (8, 9), que retienen una o varias piezas de trabajo (2) en un lado en voladizo o en ambos lados.
14. Posicionador de piezas de trabajo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque el posicionador de piezas de trabajo (1) está configurado como posicionador giratorio para el alojamiento de una o varias piezas de trabajo (2), que son giratorias, respectivamente, por medio del eje de giro (13) de soportes de piezas de trabajo (8, 9) opuestos entre sí.
15. Posicionador de piezas de trabajo de acuerdo con una de las reivindicaciones anteriores, caracterizado porque en un eje posicionador (35 a 39) está dispuesto un accionamiento (14) controlable.
16. Posicionador de piezas de trabajo de acuerdo con una de las reivindicaciones 6 a 15, caracterizado porque los canales longitudinales y transversales (20, 21) o las acanaladuras longitudinales y transversales (26, 27) están divididos en dos, tres o más superficies de apoyo (40 a 44) de forma anular o de forma semianular con igual o diferente anchura, que están separados unos de los otros, respectivamente, por escotaduras (45) dispuestas en medio.
17. Posicionador de piezas de trabajo de acuerdo con una de las reivindicaciones 2 a 16, caracterizado porque la consola de accionamiento (18') presenta una cabeza de consola (51) con una cáscara de sujeción (22) siguiente, en el que la cabeza de la consola (51) presenta un canal transversal (21) para el alojamiento del eje de giro (13) y de un herraje cilíndrico o pivote (10) correspondiente de un soporte de piezas de trabajo (8) accionado.
Patentes similares o relacionadas:
SISTEMA Y PROCEDIMIENTO DE FABRICACIÓN DE SUBCONJUNTOS DE CARROCERÍA O CARROCERÍAS, del 4 de Junio de 2020, de REMOLQUES Y VOLQUETES S.L.: Sistema de fabricación de subconjuntos de carrocerías o carrocerías, estando conformado el subconjunto de carrocería o carrocería por un piso y/o laterales […]
Soldadura de piezas en bruto de acero, del 6 de Mayo de 2020, de AUTOTECH ENGINEERING, S.L: Un procedimiento para unir una primera pieza en bruto de acero y una segunda pieza en bruto de acero, en el que al menos una de la primera y segunda […]
Módulo de soldadura para soldar dos carriles de una vía, del 11 de Diciembre de 2019, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Módulo de soldadura para soldar dos carriles de una vía, con un carril conductor y con unas unidades de sujeción de carril que pueden moverse entre […]
Dispositivo para el corte de pletinas de chapa de una banda de chapa, del 27 de Noviembre de 2019, de Schuler Pressen GmbH: Dispositivo para cortar pletinas de chapa a partir de una banda de chapa , que comprende un dispositivo de corte por láser desplazable […]
Sistema de aprendizaje de soldeo, del 20 de Noviembre de 2019, de LINCOLN GLOBAL, INC.: Sistema para enseñar a soldadores, que comprende: (a) un componente de generación de datos, en el que el componente de generación de datos incluye […]
Dispositivo para el corte pletinas de chapa de una banda de chapa, del 20 de Noviembre de 2019, de Schuler Pressen GmbH: Dispositivo para cortar pletinas de chapa a partir de una banda de chapa , que comprende: un dispositivo de corte por láser que puede moverse de un lado a […]
 Máquina para el mecanizado de separación de piezas de trabajo en forma de placa y su uso, del 31 de Julio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para el mecanizado de separación de una pieza de trabajo en forma de placa mediante un rayo de mecanizado , con:
una primera dirección […]
Máquina para el mecanizado de separación de piezas de trabajo en forma de placa y su uso, del 31 de Julio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para el mecanizado de separación de una pieza de trabajo en forma de placa mediante un rayo de mecanizado , con:
una primera dirección […]
Máquina para la mecanización separadora de piezas de trabajo en forma de placa y su utilización, del 19 de Junio de 2019, de TRUMPF WERKZEUGMASCHINEN GMBH + CO. KG: Máquina para la mecanización separadora de una pieza de trabajo en forma de placa mediante un haz de , con: un primer dispositivo […]