Portaherramientas con inserto de corte.
Portaherramientas con un inserto (42, 48) de corte fijado de manera desmontable,
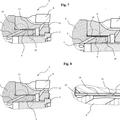
así como con un conducto (28) de suministro de lubricante refrigerante y una tapa (35, 36) de apriete con un orificio de entrada de refrigerante (34), en el que desemboca el conducto de suministro de refrigerante del portaherramientas, caracterizado por varios canales (41; 49, 50) de salida de diámetro menor que están unidos directa o indirectamente mediante taladros transversales (38, 39) dispuestos de forma cruzada y cuyos ejes longitudinales están orientados de modo que las prolongaciones en la zona de la esquina de corte del inserto de corte convergen de manera que un lubricante refrigerante se aplica uniformemente sobre la arista de corte en la zona de la esquina de corte en los lugares activos de mecanizado por arranque de virutas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2008/000881.
Solicitante: KENNAMETAL INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 1600 TECHNOLOGY WAY LATROBE, PA 15650-0231 ESTADOS UNIDOS DE AMERICA.
Inventor/es: STORCH, HELMUT, LINDNER,Gregor.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 27/00 Herramientas para máquinas de tornear o de escariar (para máquinas de taladrar B23B 51/00 ); Herramientas de tipo similar en general; Accesorios de estas herramientas. › Herramientas de corte con un dispositivo especial para su enfriamiento.
- B23B27/16 B23B 27/00 […] › con elementos cortantes intercambiables, p. ej. capaces de ser fijados por medio de bridas.
- B23B29/04 B23B […] › B23B 29/00 Porta-herramientas para herramientas de corte no rotativas (B23B 27/12 tiene prioridad ); Barras o cabezas de escariado; Accesorios para los porta-herramientas. › Porta-herramientas para un solo útil de corte.
- B23Q11/10 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 11/00 Accesorios montados sobre las máquinas herramientas para mantener las herramientas o los órganos de las máquinas en buenas condiciones de trabajo o para enfriar las piezas trabajadas; Dispositivos de seguridad especialmente combinados con las máquinas-herramientas, dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas (en lo que respecta a las máquinas de escariar o de perforar B23B 47/24, B23B 47/32 tienen prioridad; dispositivos de seguridad en general F16P). › Dispositivos para el enfriamiento o lubrificación de las herramientas o de las piezas trabajadas (incorporados a las herramientas, ver la subclase correspondiente a la herramienta).
PDF original: ES-2380842_T3.pdf
Fragmento de la descripción:
Portaherramientas con inserto de corte La invención se refiere a un portaherramientas con un inserto de corte fijado de manera desmontable, así como con un conducto de suministro de lubricante refrigerante y una tapa de apriete con un orificio de entrada de refrigerante, en el que desemboca el conducto de suministro de refrigerante del portaherramientas.
Los refrigerantes o lubricantes refrigerantes tienen una importancia considerable en los procesos de mecanizado por arranque de virutas. Durante el mecanizado por arranque de virutas, ya sea el torneado, fresado y taladrado, se producen en la arista de corte activa, que arranca la viruta de la pieza de trabajo, altas temperaturas que aceleran el desgaste de la herramienta (inserto de corte) . El aumento de la temperatura en el filo de la herramienta se debe a que el calor específico, así como la conductibilidad térmica del material del inserto de corte no bastan para evacuar en medida suficiente el calor generado por fricción. En el caso del mecanizado por arranque de virutas de piezas de trabajo de titanio ocurre además que el material de titanio tiende a soldarse con la herramienta. Este tipo de "tendencia al pegado" se puede impedir o minimizar asimismo mediante un lubricante refrigerante, denominado de forma abreviada a continuación refrigerante. Ya se han propuesto distintas medidas para conducir una cantidad suficiente de refrigerante al lugar de mecanizado por arranque de virutas.
Así, por ejemplo, en el documento DE 37 40 814 A1 se propone que el portaherramientas y el inserto de corte se provean de canales de refrigerante que desemboquen uno en otro dentro de las superficies de apoyo de estos componentes a fin de humedecer con refrigerante la zona del filo y de la superficie de desprendimiento del inserto de corte y que al menos un canal de refrigerante del inserto de corte desemboque en la superficie de desprendimiento en la proximidad inmediata al filo situado en la posición de corte. Para lograr esto se propone que la superficie de desprendimiento del propio inserto de corte se provea de ranuras, a través de las que se conduzca el refrigerante desde el portaherramientas en dirección de la arista de corte activa. Según una proposición alternativa en este documento, los propios insertos de corte deben presentar canales de refrigerante en forma de taladros que desemboquen en la superficie de desprendimiento. La desventaja de este tipo de configuración radica en que debido a estas ranuras de refrigerante se altera la geometría de la superficie de desprendimiento del inserto de corte y, dado el caso, se afecta la salida de virutas que debe provocar la rotura de virutas relativamente cortas. Tanto las ranuras como los taladros en el inserto de corte tienen además la desventaja de que el propio cuerpo del inserto de corte se debilita. Por último, este tipo de configuraciones tampoco garantiza que se conduzca una cantidad suficiente de refrigerante al lugar de mecanizado por arranque de virutas.
Otras soluciones, como las descritas, por ejemplo, en el documento DE 930 790 C2, proponen que el chorro de un medio de refrigeración y lubricación se pulverice a presión y a alta velocidad desde una boquilla de tobera sobre el filo en el espacio situado entre la superficie libre de la herramienta y la pieza de trabajo. Aparte de que el refrigerante se aplica de este modo esencialmente sólo en la superficie libre de la herramienta, pero no en la superficie de desprendimiento ni en las virutas arrancadas, existe también la desventaja de que esta tobera está dispuesta en un dispositivo de sujeción por separado que no está unido con la herramienta o el portaherramientas y, por tanto, resulta difícil de ajustar.
En el documento EP 1 073 535 B1 se propone posibilitar el uso de la mayor presión posible de un refrigerante y dirigirlo en forma de uno o varios chorros finos principalmente hacia el inserto de corte y las virutas cortadas por el inserto de corte. Mientras mayor sea la presión seleccionada, que se usa en el chorro de fluido, mayor será la posibilidad de aprovechar el chorro de fluido no sólo para el simple enfriamiento, sino asimismo para influir mecánicamente en las virutas cortadas de la pieza de trabajo con el objetivo en especial de romper las virutas en fragmentos lo más pequeños posible. El refrigerante se debe dirigir a la zona de corte a una alta presión definida por encima de 100 bar (107 Pa) . A tal efecto, el portaherramientas tiene un asiento para un inserto de corte, así como una placa atornillada que presenta al menos una tobera que forma parte de un inserto de tobera que puede girar alrededor de su propio eje central y se debe poder fijar en una posición de manera que un chorro de fluido se dirija a partir de esta tobera hacia la superficie de desprendimiento del inserto de corte. El refrigerante se debe conducir a continuación a través de uno o varios canales en el portaherramientas base hacia un taladro de un mango poligonal del portaherramientas y desde aquí, hacia la tobera en la placa mencionada. La conducción del refrigerante no se explica en detalle. Si en los puntos de salida de taladros se deben usar anillos de obturación, existe desventajosamente el peligro de que estos no sean lo suficientemente estancos al existir altas presiones de fluido por encima de 107Pa. Por lo demás, el ajuste de la tobera resulta relativamente costoso y su fijación no es lo suficientemente segura, de modo que la dirección del chorro puede variar en especial en caso de las altas presiones alimentadas. En el documento US 5, 340, 242 se propone un portaherramientas para un inserto de corte, en el que por fuera del inserto de corte se atornilla un cuerpo que tiene un taladro pasante para un flujo de refrigerante. Este taladro pasante conduce, por una parte, a un mango de portaherramientas con una entrada de refrigerante, así como a una pequeña salida de refrigerante, a través de la que se puede pulverizar el refrigerante en forma de chorro cónico en dirección a la arista de corte activa del inserto de corte. Para poder ajustar la dirección del chorro cónico está provisto un tornillo de ajuste con una cabeza excéntrica. También en este caso existe el peligro de que el ajuste seleccionado varíe, por lo que evidentemente el refrigerante se alimenta sólo hasta una presión máxima de 10 bar.
Sin embargo, debido a las altas temperaturas en la arista de corte en particular durante el mecanizado por arranque de virutas de materiales de titanio se originan efectos de soldadura entre la herramienta (inserto de corte) y la viruta desprendida. La viruta caliente está en contacto con la herramienta en un tramo relativamente largo, en el que en determinadas circunstancias se pueden producir en primer lugar acumulaciones en la arista de corte y posteriormente una rotura de piezas mayores de arista de corte. Asimismo, durante el mecanizado por arranque de virutas del material de titanio se requiere una refrigeración o una evacuación del calor especialmente buenas.
El documento US 5, 901, 623 da a conocer otro portaherramientas, al que se puede conectar un tubo de alimentación exterior para gas líquido como refrigerante. El refrigerante se aplica directamente sobre la superficie del inserto de corte a través de un canal de refrigerante.
El documento US 4, 848, 198, considerado como el estado de la técnica más reciente, da a conocer un portaherramientas, en el que está integrado un único canal de refrigerante, a través del que se puede aplicar puntualmente un refrigerante sobre el inserto de corte.
Es objetivo de la presente invención perfeccionar un portaherramientas del tipo mencionado al inicio que sea adecuado para dirigir de manera óptima un flujo de refrigerante hacia la arista de corte activa respectivamente durante el mecanizado por arranque de virutas. En especial, la invención debe tener ventajas en el caso del mecanizado por arranque de virutas de materiales de titanio.
Este objetivo se consigue mediante el portaherramientas, según la reivindicación 1, que tiene varios canales de salida de diámetro menor que están unidos directa o indirectamente mediante taladros transversales dispuestos de forma cruzada y cuyos ejes longitudinales están orientados de modo que las prolongaciones en la zona de la esquina de corte del inserto de corte convergen de manera que un lubricante refrigerante se aplica uniformemente sobre la arista de corte en la zona de la esquina de corte en los lugares activos de mecanizado por arranque de virutas. Por tanto, en vez de un chorro individual se pueden dirigir varios chorros finos hacia el lugar de mecanizado por arranque de virutas, que llegan como agujas a la arista de corte, por lo que ni las virutas... [Seguir leyendo]
Reivindicaciones:
1. Portaherramientas con un inserto (42, 48) de corte fijado de manera desmontable, así como con un conducto (28) de suministro de lubricante refrigerante y una tapa (35, 36) de apriete con un orificio de entrada de refrigerante (34) , 5 en el que desemboca el conducto de suministro de refrigerante del portaherramientas, caracterizado por varios canales (41; 49, 50) de salida de diámetro menor que están unidos directa o indirectamente mediante taladros transversales (38, 39) dispuestos de forma cruzada y cuyos ejes longitudinales están orientados de modo que las prolongaciones en la zona de la esquina de corte del inserto de corte convergen de manera que un lubricante refrigerante se aplica uniformemente sobre la arista de corte en la zona de la esquina de corte en los lugares activos de mecanizado por arranque de virutas.
2. Portaherramientas según la reivindicación 1, caracterizado porque están provistos al menos 2, con preferencia 3 ó 4 canales de salida.
3. Portaherramientas según la reivindicación 1 ó 2, caracterizado porque la tapa de apriete está configurada como mordaza (36) de apriete para el inserto (48) de corte, que está fijada de manera desmontable sobre el portaherramientas mediante un dedo de apriete que engrana en un agujero de retención del inserto de corte.
4. Portaherramientas según una de las reivindicaciones 1 a 3, caracterizado porque el diámetro de los canales (41; 20 49, 50) de salida es de 0, 5 mm a 3 mm, con preferencia de 1 mm.
Patentes similares o relacionadas:
Dispositivo de roscado en un torno controlado numéricamente, del 10 de Junio de 2020, de GILDEMEISTER ITALIANA S.P.A. (100.0%): Un dispositivo de roscado de pieza que comprende: - un ensamblaje de soporte que tiene un cuerpo interno accionado rotativamente […]
Método para suministrar aceite de corte, del 13 de Mayo de 2020, de MATSUURA MACHINERY CORPORATION: Un método para suministrar aceite de corte que adopta los siguientes procesos en una máquina herramienta de corte de piezas de trabajo: 1: retención […]
 Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Portaherramientas, del 30 de Octubre de 2019, de FRANZ HAIMER MASCHINENBAU KG: Portaherramientas con un cuerpo base y una espiga de sujeción sobre la que se puede colocar una herramienta rotativa con una perforación de alojamiento correspondiente […]
Sistema de estanqueidad para portaherramientas, del 23 de Octubre de 2019, de Mitis: Sistema de estanqueidad para un portaherramientas de máquina de mecanizado axial o de fresado asistido por un fluido, que comprende: - al menos […]
 Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
Accionamiento de herramienta con árbol de husillo y procedimiento operativo, del 25 de Septiembre de 2019, de LTI Motion GmbH: Procedimiento operativo para un accionamiento de herramienta con árbol de husillo para un mecanizado de formación de viruta, que comprende al menos un actuador […]
 Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Unidad rotativa accionada por pistón, del 25 de Septiembre de 2019, de DEUBLIN COMPANY: Una unión rotativa , incluyendo:
un alojamiento que tiene un agujero en comunicación de fluido con una abertura de canal de medio […]
Máquina limpiadora de telas de filtros de taladrina de automoción, del 29 de Marzo de 2019, de VIDAL PEDROS, Juan Bautista: Máquina limpiadora de telas de filtros de taladrina de automoción, compuesta por un conjunto de cepillos y espátulas metálicas, dispuestos tal y como se muestra en […]
Herramienta de corte con sistema de suministro de fluido interno, del 2 de Mayo de 2018, de ISCAR LTD.: Herramienta de corte que tiene un sistema de suministro de fluido, que comprende un cuerpo de herramienta y un cabezal de […]