Planta para la formación y la transferencia sincronizada continua de grupos compactos de productos aproximados entre sí a lo largo del recorrido de transferencia.
Planta (10) para realizar y transferir de manera continua y sincronizada unos grupos compactos (50) de productos(51) aproximados entre sí a lo largo del recorrido de transferencia,
comprendiendo dicha planta (10) aguas arriba unprimer transportador de entrada (11) de un producto cada vez y aguas abajo, un segundo transportador de salida(13) de grupos compactos de dichos productos, estando provisto entre dicho primer y dicho segundo transportador(11, 13) un dispositivo (16) para realizar y transferir de manera continua y sincronizada dichos grupos de productos,comprendiendo dicho dispositivo (16) por lo menos dos elementos de pala (18, 18') que se pueden mover de formasincronizada a lo largo de un recorrido en anillo, comprendiendo también dicho dispositivo (16) un elemento de palaauxiliar (20) que se puede mover de forma sincronizada con dichos elementos de pala (18, 18'), para realizar uncontraempujador auxiliar frontal para dicho nuevo grupo de productos en formación en correspondencia con unaprimera parte de dicho recorrido de transferencia, tanto durante la transferencia de un grupo acabado conanterioridad como durante el recorrido de reposicionamiento de dichas palas (18, 18') una vez se ha descargado elproducto acabado, caracterizada porque dichos por lo menos dos elementos de pala (18, 18') se pueden mover demanera sincronizada a lo largo de un recorrido en anillo, para realizar alternativamente un empuje posterior y uncontraempuje frontal para dichos grupos de productos a lo largo de dicho recorrido de transferencia, en el que al finaldel recorrido de transferencia, el elemento de pala (18, 18') que forma el contraempujador frontal continúa a lo largode un tramo de retorno del recorrido en anillo para retornar al inicio del recorrido de transferencia y volver a dar lugara un empujador posterior de un siguiente grupo de productos, mientras que el elemento de pala (18, 18') que formael empujador posterior del par retrocede a lo largo del recorrido de transferencia para retornar hacia el inicio y darlugar a un contraempujador frontal de un nuevo grupo en formación, comprendiendo dicho dispositivo (16) pararealizar y transferir de forma continua y sincronizada dicho grupo (50) de productos (51) una superficie de avance(17) de dichos grupos (50), actuando dichos elementos de pala (18, 18') sobre dicha superficie (17), estando dichoelemento de pala auxiliar (20) dispuesto en una corredera (21) móvil paralela y dispuesta debajo de dicha superficie(17), pudiendo dicho elemento de pala auxiliar (20) moverse también de manera ortogonal con respecto a dichasuperficie (17) entre una primera posición, en la que está completamente debajo de dicha superficie (17), y unasegunda posición, en la que se inclina por lo menos parcialmente sobre dicha superficie (17) a través de unaabertura de bucle (22).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11156203.
Solicitante: EUROSICMA S.P.A.
Nacionalidad solicitante: Italia.
Dirección: Via Arbe 27 20125 Milano ITALIA.
Inventor/es: REDAELLI, MARCO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B23/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 23/00 Embalaje de objetos frágiles o sensibles a los golpes, que no sean botellas; Desembalado de huevos (metido de objetos en un medio antichoque B65B 55/20). › Formación de grupos de galletas.
- B65B35/44 B65B […] › B65B 35/00 Suministro, alimentación, disposición u orientación de artículos a ser empaquetados. › por correas o cadenas sin fin.
- B65G17/26 B65 […] › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 17/00 Transportadores que tienen un elemento de tracción sin fin, p.ej. una cadena que transmite el movimiento a una superficie portante de cargas continua o sensiblemente continua, o a una serie de portacargas individuales; Transportadores de cadenas sin fin en los que las cadenas constituyen la superficie que lleva la carga. › que tienen varias unidades que funcionan en asociación, p. ej. unidas entre sí por gorrones.
- B65G47/82 B65G […] › B65G 47/00 Dispositivos para manipular objetos o materiales asociados con los transportadores; Métodos de empleo de los dispositivos. › Elementos de movimiento rotativo o alternativo que actúan directamente sobre los objetos o materiales, p. ej. empujadores, rastrillos, palas.
- B65G47/84 B65G 47/00 […] › Ruedas con forma de estrellas o dispositivos de correas o cadenas sin fin, estando dotadas las ruedas o dispositivos de elementos que enganchan a los objetos.
PDF original: ES-2398900_T3.pdf
Fragmento de la descripción:
Planta para la formación y la transferencia sincronizada continua de grupos compactos de productos aproximados entre sí a lo largo del recorrido de transferencia.
La presente invención se refiere a una planta para realizar y para transferir de manera continua y sincronizada grupos compactos de productos aproximados entre sí “de lado” a lo largo del recorrido de transferencia.
En particular, la presente invención se refiere a una planta innovadora para la entrada continua de grupos de productos alimentarios a una máquina empaquetadora del tipo de envase horizontal o similar.
En los sistemas de entrada de las máquinas empaquetadoras, a menudo surge la necesidad de mover los productos a lo largo de dos direcciones en ángulo recto, transfiriéndolos desde una dirección a la otra mientras se mantienen en un grupo adecuado destinado a su envasado.
Por ejemplo, esto podría ser necesario para regular la velocidad de llegada de los productos a la velocidad de la máquina de envasado y/o la disposición y la separación de los productos y de los grupos de productos.
Un caso típico prevé el envasado de pilas o grupos dispuestos adyacentes y de lado de galletas, galletas tipo crackers o similares.
La velocidad de funcionamiento y la fragilidad de los productos alimentarios dificultan las operaciones de transferencia.
Se conocen sistemas con palas o barreras móviles, pero a menudo, el movimiento de retorno de las palas obstaculiza o ralentiza el funcionamiento de la planta, por ejemplo interfiriendo con el movimiento de uno o ambos transportadores. Además, con el fin de hacer el proceso de producción continuo, en la actualidad surge la necesidad de no interrumpir la entrada de los productos ni siquiera durante el desplazamiento para reposicionar las palas después de la descarga de un grupo acabado a la máquina empaquetadora.
La patente US nº 6.182.814 B1 da a conocer una planta que se corresponde con las características del preámbulo de la reivindicación 1.
Un objetivo de la presente invención es proporcionar una planta para realizar y para transferir de manera continua sincronizada grupos compactos de productos aproximados entre sí de lado a lo largo del recorrido de transferencia, capaz de superar las desventajas de la técnica anterior mencionadas anteriormente de un modo muy sencillo, con un bajo coste y de una manera particularmente funcional.
Otro objetivo es proporcionar una planta para realizar y para transferir de manera continua sincronizada grupos compactos de productos aproximados entre sí de lado a lo largo del recorrido de transferencia, que no requiera la interrupción o ralentización de la entrada de productos ni siquiera durante el desplazamiento para reposicionar las palas después de descargar un grupo acabado de la máquina empaquetadora.
Estos objetivos según la presente invención se alcanzan proporcionando una planta para realizar y para transferir de manera continua sincronizada grupos compactos de productos aproximados entre sí de lado a lo largo del recorrido de transferencia tal como se indica en la reivindicación 1.
En las reivindicaciones posteriores se indican otras características de la presente invención.
Las características y ventajas de una planta para realizar y para transferir de manera continua sincronizada grupos compactos de productos aproximados entre sí de lado a lo largo del recorrido de transferencia, según la presente invención, se pondrán más claramente de manifiesto a partir de la descripción siguiente, que se proporciona a título de ejemplo no limitativo, haciendo referencia a los dibujos esquemáticos adjuntos, en los que:
la Figura 1 es una vista esquemática en alzado de una planta para realizar y para transferir de manera continua sincronizada grupos compactos de productos aproximados entre sí de lado a lo largo del recorrido de transferencia;
las Figuras 2 a 9 son vistas esquemáticas en sección transversal de diferentes etapas para realizar y para transferir de manera continua sincronizada grupos compactos de productos aproximados entre sí de lado a lo largo del recorrido de transferencia;
la Figura 10 es una vista esquemática de los elementos que forman la planta; y
las Figuras 11 a 18 son vistas esquemáticas en sección transversal de diferentes etapas para la entrada de los productos a la sección interna de la planta dedicada a la formación y la transferencia de manera continua sincronizada grupos compactos de productos aproximados entre sí de lado a lo largo del recorrido de transferencia.
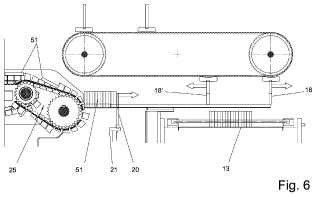
Haciendo referencia a las figuras, se muestra una planta para realizar y transferir de manera continua sincronizada grupos compactos de productos aproximados entre sí de lado a lo largo del recorrido de transferencia según la presente invención con el número de referencia 10.
La planta comprende un transportador de entrada 11 para la llegada de los productos 51 y un transportador de salida 13 para la evacuación de los grupos 50 de productos 51.
En el ejemplo que se muestra en la Figura 1, dichos transportadores 11 y 13 son ortogonales entre sí.
Se prevé un dispositivo de transferencia 16 entre los dos transportadores.
En la planta que se muestra en la Figura 1, los productos 51 son galletas o similares, que entran al dispositivo de transferencia 16 de lado a lo largo del recorrido de transferencia.
Para la transferencia guiada, el dispositivo 16 comprende movimientos de la cinta que desplazan los elementos de pala 18, 18’.
En particular, las palas 18, 18’ prevén un recorrido activo para transferir los productos entre un punto de recogida aguas abajo del transportador de entrada 11 y un punto de entrega en el transportador de salida 13. A lo largo del recorrido activo, las palas 18, 18’ se inclinan desde arriba en la zona para transferir productos entre los transportadores.
Tal como se puede apreciar a partir de las figuras, las palas 18, 18’ se utilizan en pares delante y detrás de cada grupo de productos 50 que se va a mover a lo largo del recorrido de transferencia.
En particular, los movimientos de la cinta son dos movimientos separados, paralelos y motorizados independientemente mediante motores, como por ejemplo motores sin escobillas.
El control de los motores está sincronizado de manera adecuada mediante una unidad de control del tipo ya conocido.
Tal como se pondrá de manifiesto a continuación, el movimiento independiente de las palas 18, 18’ permite la formación continua de pares de palas 18, 18’ desde el principio del recorrido de movimientos.
Las dos palas 18, 18’ del mismo par se pueden separar al final del recorrido para mover el grupo 50 de productos 51.
Las palas se pueden alternar para ser tanto un empujador posterior como un contraempujador frontal de los pares posteriores.
Ventajosamente, la pala frontal 18 continúa en su dirección de movimiento para seguir el recorrido en anillo del movimiento respectivo y retornar al principio de la zona de movimiento como una pala de empuje posterior. Al contrario, la pala posterior 18’ retrocede hasta que se convierte en una pala frontal para el grupo posterior de productos al principio del recorrido de movimiento.
Esto permite evitar cualquier interferencia y se simplifican y aceleran los movimientos en la planta.
Haciendo referencia a la Figura 1, en la forma de realización de los principios de la invención, cada sistema o grupo de movimiento, a su vez, comprende un par de cintas dentadas paralelas.
Cada par se hace discurrir en poleas dentadas respectivas, dispuestas coaxiales a los dos extremos del recorrido de movimiento proporcionado por las palas 18, 18’.
Las poleas de cada extremo se montan en un eje coaxial motorizado correspondiente.
De acuerdo con la presente invención, el dispositivo 16 también comprende un elemento de pala auxiliar 20 que se puede mover de manera síncrona con los elementos de pala 18, 18’, para proporcionar un contraempujador auxiliar frontal para cada grupo nuevo de productos que se está formando en el primer tramo del recorrido de transferencia.
En particular, dicho elemento de pala auxiliar 20 se utiliza para recibir y compactar productos 51 tanto durante la transferencia de un grupo 50 acabado previamente, como para reposicionar las palas 18, 18’ durante el desplazamiento una vez que se descarga el producto acabado 50 en el transportador 13.
La sincronización del elemento de pala auxiliar 20 con las palas 18, 18’ se muestra en las secuencias de funcionamiento posteriores que se pueden observar en las Figuras 2 a 9.
Al... [Seguir leyendo]
Reivindicaciones:
1. Planta (10) para realizar y transferir de manera continua y sincronizada unos grupos compactos (50) de productos
(51) aproximados entre sí a lo largo del recorrido de transferencia, comprendiendo dicha planta (10) aguas arriba un primer transportador de entrada (11) de un producto cada vez y aguas abajo, un segundo transportador de salida
(13) de grupos compactos de dichos productos, estando provisto entre dicho primer y dicho segundo transportador (11, 13) un dispositivo (16) para realizar y transferir de manera continua y sincronizada dichos grupos de productos, comprendiendo dicho dispositivo (16) por lo menos dos elementos de pala (18, 18’) que se pueden mover de forma sincronizada a lo largo de un recorrido en anillo, comprendiendo también dicho dispositivo (16) un elemento de pala auxiliar (20) que se puede mover de forma sincronizada con dichos elementos de pala (18, 18’) , para realizar un contraempujador auxiliar frontal para dicho nuevo grupo de productos en formación en correspondencia con una primera parte de dicho recorrido de transferencia, tanto durante la transferencia de un grupo acabado con anterioridad como durante el recorrido de reposicionamiento de dichas palas (18, 18’) una vez se ha descargado el producto acabado, caracterizada porque dichos por lo menos dos elementos de pala (18, 18’) se pueden mover de manera sincronizada a lo largo de un recorrido en anillo, para realizar alternativamente un empuje posterior y un contraempuje frontal para dichos grupos de productos a lo largo de dicho recorrido de transferencia, en el que al final del recorrido de transferencia, el elemento de pala (18, 18’) que forma el contraempujador frontal continúa a lo largo de un tramo de retorno del recorrido en anillo para retornar al inicio del recorrido de transferencia y volver a dar lugar a un empujador posterior de un siguiente grupo de productos, mientras que el elemento de pala (18, 18’) que forma el empujador posterior del par retrocede a lo largo del recorrido de transferencia para retornar hacia el inicio y dar lugar a un contraempujador frontal de un nuevo grupo en formación, comprendiendo dicho dispositivo (16) para realizar y transferir de forma continua y sincronizada dicho grupo (50) de productos (51) una superficie de avance
(17) de dichos grupos (50) , actuando dichos elementos de pala (18, 18’) sobre dicha superficie (17) , estando dicho elemento de pala auxiliar (20) dispuesto en una corredera (21) móvil paralela y dispuesta debajo de dicha superficie (17) , pudiendo dicho elemento de pala auxiliar (20) moverse también de manera ortogonal con respecto a dicha superficie (17) entre una primera posición, en la que está completamente debajo de dicha superficie (17) , y una segunda posición, en la que se inclina por lo menos parcialmente sobre dicha superficie (17) a través de una abertura de bucle (22) .
2. Planta (10) según cualquiera de las reivindicaciones anteriores, caracterizada porque comprende entre dicho primer transportador (11) y dicho dispositivo (16) una cadena (25) que consiste en una serie de soportes crecientes (26) .
3. Planta (10) según cualquiera de las reivindicaciones anteriores, caracterizada porque dicho primer transportador de entrada (11) y dicho segundo transportador de salida (13) son ortogonales entre sí.
4. Planta (10) según cualquiera de las reivindicaciones anteriores, caracterizada porque dichos elementos de pala (18, 18’) están motorizados de manera independiente.
5. Planta (10) según cualquiera de las reivindicaciones anteriores, caracterizada porque dicho elemento de pala auxiliar (20) está motorizado de manera independiente.
6. Planta (10) según cualquiera de las reivindicaciones anteriores, caracterizada porque dichos elementos de pala (18, 18’) presentan una forma en U, de manera que alojen en su interior por lo menos parcialmente dicho elemento de pala auxiliar (20) .
7. Planta (10) según cualquiera de las reivindicaciones anteriores, caracterizada porque dicho elemento de pala auxiliar (20) presenta forma de horquilla.
8. Planta (10) según la reivindicación 1, caracterizada porque dicha corredera (21) se puede mover debajo de dicha superficie (17) sobre unas guías paralelas (23) y ortogonales (24) respecto a dicha superficie (17) .
9. Planta (10) según la reivindicación 1, caracterizada porque dicha corredera (21) se puede mover debajo de dicha superficie (17) sobre unas guías paralelas (23) respecto a dicha superficie (17) , comprendiendo dicho elemento de pala auxiliar (20) dos elementos acoplados telescópicos, de manera que, en una posición retraída, dicho elemento de pala auxiliar (20) está colocado debajo de dicha superficie (17) y, en una posición extraída, cruce dicha abertura de bucle (22) de dicha superficie (17) para entrar en contacto con dichos productos.
Patentes similares o relacionadas:
Aparato y método para envasar bolsitas, del 3 de Junio de 2020, de Universal Pack S.r.l: Aparato para el envasado de bolsitas que comprende: - una unidad de envasado primaria configurada para suministrar dichas bolsitas […]
Aparato y método para orientar el cierre de extremo de un recipiente de bebida y aplicación de símbolos en una ubicación predeterminada, del 29 de Abril de 2020, de BALL CORPORATION: Un método para orientar y decorar un cierre de extremo para un recipiente de bebida, que comprende: proporcionar el cierre de extremo que comprende un ribete […]
Aparato para recibir y transportar una corriente de huevos, del 22 de Abril de 2020, de Moba Group B.V: Aparato para recibir y transportar una corriente de huevos, que comprende, - una transportadora para transportar huevos (E) en una dirección de transporte T, […]
Aparato de transporte para una máquina de envasado de pasta alimenticia, productos granulares y similares, del 22 de Abril de 2020, de ALTOPACK S.P.A.: Aparato de transporte capaz de transportar horizontalmente una pluralidad de envases que contienen alimentos, que comprende una cadena de bucle cerrado que se […]
Aparatos de transporte, del 15 de Abril de 2020, de FUJI MACHINERY CO., LTD: Un aparato de transporte que comprende: una sección de soporte configurada para soportar una pluralidad de artículos (P) sobre la misma […]
Un aparato para desplazar artículos que avanzan continuamente a lo largo de una dirección de avance, del 1 de Abril de 2020, de MARCHESINI GROUP S.P.A.: Un aparato para desplazar artículos que avanzan continuamente a lo largo de una dirección de avance (A), teniendo los artículos que ser desplazados y empujados transversalmente, […]
 Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Un dispositivo de transporte para transportar un elemento de recipiente para recibir artículos farmacéuticos desde una máquina contadora hasta el interior de recipientes de avance continuo, del 29 de Enero de 2020, de MARCHESINI GROUP S.P.A.: Un dispositivo de transporte para transportar un elemento (TC) de recipiente para recibir y transferir artículos, caracterizado por que comprende:
[…]
Dispositivo de transporte y método de producción de artículos ponibles desechables mediante su uso, del 27 de Noviembre de 2019, de ZUIKO CORPORATION: Un dispositivo de transporte para transportar un objeto (A) a una superficie de una lámina (S1, S2), que comprende: un rodillo de entrega […]