Pieza de inserción de rosca de alambre moldeable, método para su producción, componente con pieza de inserción de rosca de alambre moldeable, así como un método para su producción.
Pieza de inserción de rosca de alambre moldeable (1) para reforzar una abertura de entrada de tornillo de un componente,
que tiene las siguientes características:
a. una espiral cilíndrica (20) hecha de un alambre devanado helicoidalmente (10),
b. cuyas vueltas vecinas (30) se disponen de tal manera que hay presente una pared cerrada (22, 24) de espiral cilíndrica, mientras
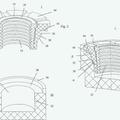
c. por lo menos un extremo de la espiral cilíndrica (20) tiene un reborde de sujeción (40), que se extiende radialmente hacia fuera más allá de la pared (22, 24) de espiral cilíndrica y con la que la pieza de inserción de rosca de alambre (1) se puede anclar en el componente, en donde el reborde de sujeción (40) comprende por lo menos una vuelta de reborde (42) del alambre devanado (10), que tiene una pendiente reducida, preferiblemente no tiene, en comparación con la espiral cilíndrica.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/006053.
Solicitante: BOLLHOFF VERBINDUNGSTECHNIK GMBH.
Nacionalidad solicitante: Alemania.
Dirección: Archimedesstr. 1-4 33649 Bielefeld ALEMANIA.
Inventor/es: GRUBERT, KLAUS FRIEDRICH, SUTZ, XAVIER, STUMPF,MICHAEL, RINTELMANN,JOCHEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- F16B37/12 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D). › F16B 37/00 Tuercas o piezas similares con entradas de rosca (clavijas para paredes F16B 13/00). › con superficies de entrada de rosca formadas por introducción de muelles en espiral, discos o análogos; Piezas independientes de bobinado de alambre usadas como bulones; Forma del roscado dentro de agujeros.
PDF original: ES-2533533_T3.pdf
Fragmento de la descripción:
Pieza de inserción de rosca de alambre moldeable, método para su producción, componente con pieza de inserción de rosca de alambre moldeable, así como un método para su producción Campo de la invención La presente invención está relacionada con una pieza de inserción de rosca de alambre moldeable para reforzar una abertura de entrada de tornillo de un componente. Por otra parte, la presente invención tiene por objeto un método para producir la pieza de inserción de rosca de alambre moldeable así como un componente con esta pieza de inserción de rosca de alambre moldeable. Además, la presente invención está relacionada con un método de producción para un componente con esta pieza de inserción de rosca de alambre moldeable.
Antecedentes de la invención En el estado de la técnica se conocen las piezas de inserción de rosca de alambre. Estas piezas de inserción de rosca de alambre se insertan en agujeros de perforación con roscas internas para reforzar éstos agujeros de perforación. Esto es necesario, por ejemplo, cuando un tornillo que se va a sujetar está hecho de un material más duro que el componente en el que se dispone el agujero de perforación y de este modo deben compensarse los efectos de relajación en el material de componente. Estas piezas de inserción de rosca de alambre se devanan de tal manera que tengan un diámetro interior más grande que el de la rosca que se formará posteriormente en el agujero de perforación. Además, las vueltas de las espirales cilíndricas de la pieza de inserción de rosca de alambre en la dirección axial están separadas entre sí de manera similar a un resorte. En un estado pretensado por resorte, la pieza de inserción de rosca de alambre se inserta en un agujero roscado de perforación de modo que se sujete por sí misma en el agujero roscado de perforación debido a su esfuerzo por expandirse de nuevo por sí misma. Tales piezas de inserción de rosca de alambre se conocen, por ejemplo, a partir de la solicitud de patente internacional WO 2005/124165 A1.
Por otra parte, se conocen piezas de inserción de rosca de alambre, en cuyas espirales cilíndricas hay unas vueltas vecinas próximas entre sí, de modo que la pared interior de la espiral cilíndrica ya proporciona una rosca estándar. Las vueltas individuales de la espiral cilíndrica se diseñan con unas orillas afiladas en la pared exterior radial de la espiral cilíndrica de modo que la espiral cilíndrica tenga una pared exterior cilíndrica autocortante. En el caso de piezas de inserción de rosca de alambre formadas de esta manera, que por ejemplo se describen en la solicitud de patente internacional WO 2007/147196 A1, ya no es necesario insertar la pieza de inserción de rosca de alambre en una rosca prefabricada de un agujero de perforación. En cambio la pieza de inserción de rosca de alambre corta por sí misma la pared interior del agujero de perforación y de esta manera se sujeta en el componente.
Los documentos US 2.672.070 y EP 1 046 446 B1 describen unos métodos en los que las piezas de inserción de rosca de alambre se colocan en un molde de componente con el fin de moldearlas dentro del componente durante la producción del componente. Los componentes se hacen por ejemplo de metal o de plástico.
El documento US 3.945.070 describe una abertura roscada en una pieza metálica o de plástico que es reforzada por una pieza de inserción de rosca de alambre. Durante la producción de esta pieza, una pieza de inserción de rosca de alambre se dispone en una espiga y, subsiguientemente, la pieza con la abertura roscada se forma alrededor de esta pieza de inserción de rosca de alambre. Como la pieza de inserción de rosca de alambre tiene una rosca más grande que la rosca deseada, la contracción del material durante el enfriamiento crea la rosca finalmente deseada en la abertura de rosca del componente.
El documento GB 610.869 describe una pieza de inserción de rosca de alambre devanada en un manguito. En esta pieza de inserción de rosca de alambre, las circunvoluciones adyacentes topan entre sí. Para soportar la cohesión de estas circunvoluciones y para evitar la introducción de material desde el exterior, esta pieza de inserción de rosca de alambre se reviste desde el exterior. Para ese tipo de revestimiento delgado es adecuada por ejemplo una capa metálica.
El documento DE 20 2006 012 713 U1 describe un casquillo roscado que tiene un hilo de material formado en un casquillo y que se extiende en forma de una vuelta. Este hilo de material comprende unos flancos de un perfil de rosca en la superficie interior y la exterior de casquillo. Además, los pasos individuales de rosca se conectan rígidamente entre sí por medio de respectivas conexiones con encaje de forma.
Los tipos de las piezas de inserción de rosca de alambre descritos arriba, así como los diferentes métodos para su uso en un agujero de perforación de componente, tienen la desventaja de que, en el transcurso del uso de la abertura de componente con pieza de inserción de rosca de alambre, se afloja en la abertura de componente y ya no soporta suficientemente el tornillo sujeto en la misma o a un elemento similar de sujeción. En el peor de los casos, el elemento de sujeción ya no se mantiene en la abertura de componente y ya no puede cumplir su función. Como resultado, se necesita intercambiar el componente o ampliar la abertura de componente e insertar una nueva pieza de inserción de rosca de alambre, así como utilizar un elemento de sujeción con un diámetro ajustado. Esto es complicado y en parte constructivamente imposible. Por otra parte, es desventajoso que este tipo de retroinstalación tiene como resultado tiempos de parada, p. ej. de una máquina que se utiliza constantemente.
De este modo el objeto de la presente invención es proporcionar una pieza de inserción de rosca de alambre moldeable, así como un método para su producción, que venza las desventajas del estado de la técnica.
Además, se debe proporcionar un método para producir un componente con esta pieza de inserción de rosca de alambre moldeable.
Compendio de la presente invención Los objetos antes mencionados son resueltos por una pieza de inserción de rosca de alambre moldeable según la reivindicación 1, un componente con esta pieza de inserción de rosca de alambre moldeable según la reivindicación 14, un método de producción para una pieza de inserción de rosca de alambre moldeable según la reivindicación 15, un método de producción para un componente con esta pieza de inserción de rosca de alambre moldeada según la reivindicación 25 así como mediante un huso de devanado para producir la pieza de inserción de rosca de alambre moldeable según la reivindicación 28. De la descripción, los dibujos y las reivindicaciones adjuntas se derivan unas realizaciones ventajosas y unos desarrollos adicionales de la presente invención.
La pieza de inserción de rosca de alambre moldeable según la invención para reforzar una abertura de entrada de tornillo de un componente tiene las siguientes características: una espiral cilíndrica hecha de un alambre devanado helicoidalmente, cuyas vueltas vecinas se disponen de tal manera que hay presente una pared cerrada de espiral cilíndrica, mientras por lo menos un extremo de la espiral cilíndrica tiene un reborde de sujeción, que se extiende radialmente hacia fuera sobre la pared de espiral cilíndrica y con la que la pieza de inserción de rosca de alambre se puede anclar en el componente y/o un extremo de la espiral cilíndrica se diseña de una manera plana con el fin de formar una superficie delantera axial uniforme.
La pieza de inserción de rosca de alambre moldeable según la invención es formada por una espiral de alambre devanada en un bloque. En este caso, devanada en un bloque significa que unas vueltas vecinas de alambre de la espiral son adyacentes entre sí de tal manera que se forma una pared aproximadamente cerrada de espiral de la pieza de inserción de rosca de alambre moldeable. De esta manera, las vueltas de alambre forman un receptáculo permanente. La adyacencia de las vueltas vecinas de la espiral cilíndrica asegura que durante un moldeo de la pieza de inserción de rosca de alambre, por ejemplo en un componente plástico durante el moldeo por inyección, el plástico no puede penetrar a través de la pared de espiral al interior de la pieza de inserción de rosca de alambre. Sin embargo, se asegura simultáneamente un anclaje suficiente de la pieza de inserción de rosca de alambre moldeable en el componente plástico. Esto tiene lugar, por un lado, a través de la pared exterior cilíndrica radial de la pieza de inserción de rosca de alambre así como a través del reborde de sujeción según la invención en por lo menos un extremo... [Seguir leyendo]
Reivindicaciones:
1. Pieza de inserción de rosca de alambre moldeable (1) para reforzar una abertura de entrada de tornillo de un componente, que tiene las siguientes características:
a. una espiral cilíndrica (20) hecha de un alambre devanado helicoidalmente (10) , b. cuyas vueltas vecinas (30) se disponen de tal manera que hay presente una pared cerrada (22, 24) de espiral cilíndrica, mientras c. por lo menos un extremo de la espiral cilíndrica (20) tiene un reborde de sujeción (40) , que se extiende radialmente hacia fuera más allá de la pared (22, 24) de espiral cilíndrica y con la que la pieza de inserción de rosca de alambre (1) se puede anclar en el componente, en donde el reborde de sujeción (40)
comprende por lo menos una vuelta de reborde (42) del alambre devanado (10) , que tiene una pendiente reducida, preferiblemente no tiene, en comparación con la espiral cilíndrica.
2. Pieza de inserción de rosca de alambre (1) según la reivindicación 1, que comprende un primera vuelta (42) , que se extiende a lo largo de un segmento circunferencial del reborde de sujeción (40) que empieza en el extremo
(28) de la espiral cilíndrica (20) sobre un ángulo de por lo menos 180º , preferiblemente de 180º a 270º y más 15 preferiblemente de 180º a 360º .
3. Pieza de inserción de rosca de alambre (1) según la reivindicación 2, que comprende un primera vuelta completa (42) y una segunda vuelta (42) , que se extiende a lo largo de un segmento circunferencial del reborde de sujeción (40) que empieza en el extremo (29) de la primera vuelta (42) sobre un ángulo de por lo menos 180º , preferiblemente de 180º a 270º y más preferiblemente de 180º a 360º .
5. Pieza de inserción de rosca de alambre (1) según una de las reivindicaciones anteriores, cuya pared (22, 24) de espiral cilíndrica tiene por lo menos un surco (26) en un exterior radial (24) que se extiende en la dirección longitudinal de la espiral cilíndrica (20) , preferiblemente una pluralidad de surcos (26) . 6. Pieza de inserción de rosca de alambre (1) según la reivindicación 1, cuyo alambre (10) tiene una sección transversal (50) formada de tal manera que la pared cerrada (22, 24) de espiral cilíndrica tiene una rosca estándar, preferiblemente una rosca interna métrica o imperial, en un interior radial (22) . 8. Pieza de inserción de rosca de alambre (1) según la reivindicación 7, cuya sección transversal de alambre (50) se diseña asimétricamente con respecto a un interior (22) y un exterior (24) radiales de la pared de espiral (20) . 10. Pieza de inserción de rosca de alambre (1) según la reivindicación 1, en la que una sección transversal (50) del alambre (10) tiene unas superficies delanteras (56) en la dirección axial de la espiral (20) de modo que las 40 superficies delanteras (56) de vueltas vecinas (30) topan entre sí. 11. Pieza de inserción de rosca de alambre (1) según la reivindicación 10, cuyas superficies delanteras (56) de vueltas vecinas (30) se forman complementariamente entre sí. 12. Pieza de inserción de rosca de alambre (1) según una de las reivindicaciones anteriores, que consiste en una aleación de metal ligero, acero, acero inoxidable, cobre o latón. 13. Componente hecho de plástico o metal, en el que se moldea una pieza de inserción de rosca de alambre (1) según una de las reivindicaciones 1 a 12. 14. Método de producción para una pieza de inserción de rosca de alambre moldeable (1) para reforzar una abertura de entrada de tornillo de un componente, que tiene las siguientes etapas: a. devanar un alambre (10) en una espiral cilíndrica (20) (S2) que tiene un diámetro de tal manera que las 50 vueltas vecinas (30) de la espiral cilíndrica (20) tienen una primera pendiente y forman una pared (22, 24) de espiral cilíndrica, 13 b. crear un reborde de sujeción (40) que sobresale radialmente hacia fuera más allá de la pared (22, 24) de espiral en por lo menos un extremo de la espiral (20) (S3A) al devanar por lo menos una vuelta (30) de la espiral (20) en un extremo de la espiral (20) (S2A) con una pendiente reducida en comparación con la primera pendiente, con el fin de formar el reborde de sujeción (40) . 15. Método de producción según la reivindicación 14, que comprende además: devanar el reborde de sujeción (40) de tal manera que el reborde de sujeción (40) tenga un diámetro más grande que la espiral (20) , en particular por que el extremo de la espiral (20) comprende por lo menos dos vueltas (42) (30) del alambre devanado (10) que están una encima de otra en la dirección radial de la espiral cilíndrica (20) . 16. Método de producción según la reivindicación 14 con la etapa adicional: devanar el alambre (10) en un huso de devanado (70) , en donde el huso de devanado (70) comprende una primera parte cilíndrica (72) para devanar la espiral cilíndrica (20) y una segunda parte (74) agrandada en la dirección radial en comparación con la primera parte cilíndrica (72) para devanar el reborde de sujeción (40) . 17. Método de producción según la reivindicación 16 con la etapa adicional: devanar el reborde de sujeción (40) de tal manera que el alambre (10) se devane sobre la segunda zona agrandada (74) del huso de devanado (70) , que se agranda constante o gradualmente, o de tal manera que el alambre (10) se devane contra la segunda zona agrandada (74) , que representa un escalón en comparación con la primera zona cilíndrica (72) . 18. Método de producción según la reivindicación 16 o 17 con la etapa adicional: devanar el alambre (10) sobre el huso de devanado (70) de tal manera que un eje longitudinal (L) del huso de devanado (70) en el sentido de devanado de la pieza de inserción de rosca de alambre (1) y un sentido de alimentación de alambre (DZ) del alambre (10) a devanar encierren un ángulo β ⥠90º . 19. Método de producción según una de las reivindicaciones 16 a 18 con la etapa adicional: desplazar el huso de devanado (70) y el alambre (10) a alimentar relativamente entre sí con diferentes velocidades durante el devanado del alambre (10) sobre la primera (72) y la segunda parte (74) del huso de devanado (70) . 20. Método de producción según la reivindicación 14 con la etapa adicional: sacar (S5) la espiral cilíndrica (20) con el reborde de sujeción (40) de un huso de devanado (70) de modo que las bobinas vecinas (30) de la espiral (20) y preferiblemente del reborde de sujeción (40) topen entre sí de una manera sellada. 21. Método de producción según la reivindicación 14 con la etapa adicional: enganchar (S1) el alambre (10) a devanar en un corte (76) del huso de devanado (70) y crear una lengüeta saliente radialmente hacia dentro (34) en el extremo de la espiral (20) que mira lejos del reborde por medio de devanar el alambre (10) sobre el huso de devanado (70) . 22. Método de producción según la reivindicación 14 con la etapa adicional: crear por lo menos un surco (26) que se extiende en dirección axial en un exterior radial (24) de la espiral (20) (S4) , preferiblemente por medio de fresado. 23. Método de producción de un componente que tiene una pieza de inserción de rosca de alambre moldeada (1) , que tiene una espiral cilíndrica (20) formada de un alambre devanado helicoidalmente (10) , por lo menos un extremo suyo comprende un reborde de sujeción (40) , que se extiende radialmente hacia fuera más allá de la espiral cilíndrica (20) , en particular una pieza de inserción de rosca de alambre (1) según una de las reivindicaciones 1 a 12, en donde el componente se hace de plástico o metal y el método tiene las siguientes etapas: a. colocar (A, B) la pieza de inserción de rosca de alambre (1) en una espiga (92) , b. disponer (C) la espiga (92) con la pieza de inserción de rosca de alambre (1) en un molde (90) de tal manera que, después de retirar el componente del molde, el reborde de sujeción (40) se disponga adyacente a una superficie del componente, c. rellenar (D) el molde (90) con metal o plástico y d. retirar del molde (90) el componente (E) con la pieza de inserción de rosca de alambre (1) . 24. Producir un componente según la reivindicación 23, que comprende, en una realización adicional de la etapa a: poner (A) la pieza de inserción de rosca de alambre (1) sobre la espiga (92) , que tiene un accesorio de rosca a la pieza de inserción de rosca de alambre (1) , o montar (B) la pieza de inserción de rosca de alambre (1) sobre una espiga (92) sin rosca. 25. Producir un componente según la reivindicación 23, que comprende en una realización adicional de la etapa 5 c: moldear por inyección (D) plástico en el molde (90) para producir el componente. 26. Huso de devanado (70) para devanar una pieza de inserción de rosca de alambre moldeable (1) , que tiene las siguientes características: a. una primera parte cilíndrica (72) con una rosca y b. una segunda parte (74) , que se agranda en la dirección radial en comparación con la primera parte (72) de modo que un reborde de sujeción (40) de la pieza de inserción de rosca de alambre moldeable (1) es producible por medio de la segunda parte (74) . 27. Huso de devanado (70) según la reivindicación 26, cuya segunda parte agrandada (74) se agranda constante o gradualmente en comparación con la primera parte (72) . 28. Huso de devanado (70) según la reivindicación 26, cuya segunda zona agrandada (74) se forma en una única etapa y representa un escalón en comparación con la primera parte cilíndrica (72) . 29. Huso de devanado (70) según la reivindicación 26, que tiene un corte (76) en un extremo de la primera parte cilíndrica (72) , en el que se puede sujetar un alambre (10) a devanar con el fin de formar una lengüeta saliente radialmente hacia dentro (34) durante el devanado de la pieza de inserción de rosca de alambre (1) . 30. Huso de devanado (70) según la reivindicación 26, cuya segunda parte se dispone con un ángulo de 90º a 120º relativo al eje longitudinal del huso de devanado (70) . 4. Pieza de inserción de rosca de alambre (1) según la reivindicación 1, cuyo reborde de sujeción (40) comprende por lo menos dos vueltas (42) del alambre devanado (10) que están una encima de otra en la dirección radial de la espiral cilíndrica (20) , en donde la vuelta radialmente exterior (42) del reborde de sujeción (40) se forma circunferencialmente por lo menos parcialmente, en particular completamente, alrededor de la espiral (20) .
7. Pieza de inserción de rosca de alambre (1) según la reivindicación 1, en la que un perfil en sección transversal (50) del alambre radialmente hacia fuera con respecto a la espiral cilíndrica (20) tiene un contorno en ángulo (54) con dos flancos, que forman un ángulo α < 60º , preferiblemente un ángulo entre 30º y 40º .
9. Pieza de inserción de rosca de alambre (1) según la reivindicación 1, cuyo extremo de la espiral (20) tiene una lengüeta radial que sobresale hacia dentro (34) o una abertura libre de agujero pasante opuesta al extremo que tiene el reborde de sujeción (40) .
Patentes similares o relacionadas:
Inserto roscado de alambre con un muñón de montaje que puede recurvarse, así como su fabricación e instalación, del 1 de Julio de 2020, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Inserto roscado de alambre para el montaje en una rosca receptora (A) de un componente (B), que presenta las siguientes características: a. una hélice cilíndrica […]
Estructura helicoidal para un inserto roscado, del 24 de Junio de 2020, de Ludwig Hettich Holding GmbH & Co. KG: Estructura helicoidal para la transmisión de un momento de fuerza a un casquillo de inserto roscado , que presenta una rosca exterior y opcionalmente […]
Tuerca de inserción, unidad de fijación que incluye la tuerca de inserción y cartucho de proceso que utiliza la unidad de fijación, del 8 de Abril de 2020, de CANON KABUSHIKI KAISHA: Tuerca de inserción fabricada de metal, que está configurada para ser introducida en un sustrato fabricado de resina, comprendiendo […]
Casquillo previsto para conectar una raíz de pala de una pala de turbina eólica directa o indirectamente a un repartidor de una turbina, del 18 de Marzo de 2020, de Viventus Holding B.v: El casquillo para conectar una raíz de pala de una pala de turbina eólica directa o indirectamente a un repartidor de una turbina, comprendiendo […]
Dispositivo de bloqueo para sujetar un elemento de desgaste, del 5 de Febrero de 2020, de METALOGENIA RESEARCH & TECHNOLOGIES S.L: Dispositivo de bloqueo para sujetar una pieza de desgaste sobre un soporte para excavadoras y máquinas similares, que comprende: - un elemento de bloqueo […]
Dispositivo de bloqueo para sujetar un elemento de desgaste en un soporte en una máquina de movimiento de tierras, del 4 de Diciembre de 2019, de METALOGENIA RESEARCH & TECHNOLOGIES S.L: Dispositivo de bloqueo para sujetar un elemento de desgaste en un soporte en una máquina de movimiento de tierras, que comprende: - un eje central […]
Tornillo auto-roscable con espiral de rosca separada y diferentes pasos angulares parciales, del 11 de Septiembre de 2019, de HILTI AKTIENGESELLSCHAFT: Tornillo formador de rosca con una caña , que presenta en una zona delantera de la caña una punta para la introducción en un taladro […]
 Elemento soldable por fricción y método para unir el elemento soldable por fricción a un alojamiento, del 3 de Octubre de 2018, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Elemento soldable por fricción que se puede sujetar por medio de un método de soldadura por fricción en un canal de un alojamiento […]
Elemento soldable por fricción y método para unir el elemento soldable por fricción a un alojamiento, del 3 de Octubre de 2018, de BOLLHOFF VERBINDUNGSTECHNIK GMBH: Elemento soldable por fricción que se puede sujetar por medio de un método de soldadura por fricción en un canal de un alojamiento […]