PIEZA DE FUNDICION INYECTADA DE PLASTICO CON MARCACION MOLDEADA.
Pieza de carcasa (11, 12) de fundición inyectada de plástico para bornes,
enchufes, engranajes o similares, la cual comprende una cavidad (14) que se abre hacia una pared frontal (13) y una marcación (21) moldeada en forma embutida o realzada en una pared (22) de la carcasa, en donde la pared (22) de la carcasa provista de la marcación (21) es una pared lateral (22) de la pieza (11, 12) de fundición inyectada de plástico que está colocada formando un ángulo agudo con respecto al eje (18) de la cavidad en dirección a la pared frontal (13), caracterizada porque la pared lateral (22) está colocada formando un ángulo agudo de aproximadamente 5º con respecto al eje (18) de la cavidad
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E03014341.
Solicitante: DIEHL AKO STIFTUNG & CO KG.
Nacionalidad solicitante: Alemania.
Dirección: PFANNERSTRASSE 75,88239 WANGEN.
Inventor/es: BRAUCHLE,ANDREAS.
Fecha de Publicación: .
Fecha Solicitud PCT: 26 de Junio de 2003.
Fecha Concesión Europea: 14 de Octubre de 2009.
Clasificación Internacional de Patentes:
- B29C45/00G
- B29C45/37B
- B29C45/44D
Clasificación PCT:
- B29C45/37 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › Paredes de la cavidad del molde.
- B29C45/44 B29C 45/00 […] › de objetos con muescas o sesgados.
Clasificación antigua:
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Pieza de fundición inyectada de plástico con marcación moldeada.
La invención concierne a una pieza de fundición inyectada de plástico según el preámbulo de la reivindicación 1.
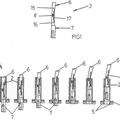
La invención concierne a este respecto a las piezas de fundición inyectada de plástico como las que están configuradas a modo de piezas de carcasa, por ejemplo para bornes de cable, para hembras de enchufe o para la incorporación de engranajes con una cavidad que se abre por el lado del manejo, en la cual han de introducirse, por ejemplo, el extremo de un cordón de cable, la clavija de una unión de enchufe o el árbol de salida de fuerza de un engranaje. Tales piezas de fundición inyectada llevan frecuentemente marcaciones alfanuméricas o simbólicas moldeadas para la individualización de esta pieza, por ejemplo en una serie de bornes de cable, respecto de la asignación de un enchufe macho de cable o respecto de datos característicos de un engranaje.
El molde de fundición inyectada para una pieza de esta clase está equipado, delante del expulsor, con un macho para formar esa cavidad. Para el desmoldeo se traslada el molde de fundición inyectada con relación a la pieza de fundición inyectada en la dirección del eje de la cavidad y se retira luego el macho de la pieza de fundición. Esto hablaría en favor de colocar una matriz para marcación en el fondo del molde transversalmente a esta dirección de desmoldeo principal para que, durante el desmoldeo, la matriz se separe sin problemas de la pared frontal opuesta - con la marcación - levantada y liberada durante el desmoldeo.
Sin embargo, precisamente en la pared frontal, en el entorno de la abertura hacia la cavidad de una pieza de fundición inyectada de esta clase, no se desea regularmente que se disponga dicha marcación, porque ésta podría quedar cubierta al conectar mazos de cables, al aplicar conectores de enchufe o al equipar la pieza con un piñón accionado. Por este motivo, tales marcaciones están dispuestas regularmente sobre una superficie de base que, paralelamente al eje longitudinal de la cavidad y, por tanto, paralelamente a la dirección de desmoldeo, se encuentra en una pared lateral que discurre en dirección aproximadamente transversal a la pared frontal. No obstante, las marcaciones moldeadas aquí en forma embutida o realzada se romperían durante el desmoldeo desde la matriz o se cortarían en la superficie de base, puesto que para la marcación sobre una superficie de base paralelamente a la dirección de desmoldeo principal es necesario un molde de fundición inyectada tecnológicamente muchísimo más complejo con correderas para la producción de la marcación que han de desplazarse transversalmente a la dirección de desmoldeo principal. Después del proceso de fundición inyectada, la corredera con la matriz para la marcación es separada entonces primeramente de la pieza de fundición inyectada en sentido transversal a la dirección de desmoldeo principal para que seguidamente se pueda retirar el molde de fundición inyectada propiamente dicho en la dirección del eje de la cavidad, sin que se destruya entonces la marcación realzada o embutida, puesto que ahora la matriz de la misma se ha levantado y liberado ciertamente de la corredera ya desplazada transversalmente a la dirección de desmoldeo principal.
El documento JP 01 178426 A describe la fabricación de teclas de fundición inyectada que presentan letras realzadas moldeadas tanto en su pared frontal como en su pared lateral. Las superficies laterales de las letras realzadas están configuradas paralelamente a la dirección de desmoldeo. Dado que no están presentes salientes de ninguna clase en dirección transversal a la dirección de desmoldeo, se hace posible que el molde de fundición pueda ser separado en la dirección de desmoldeo y pueda ser guiado a lo largo de las superficies laterales de las letras. Para la marcación y el desmoldeo de piezas de carcasa, por ejemplo para bornes de cables, para hembras de enchufe o para el montaje de engranajes, esta clase de fabricación es inadecuada.
La invención se basa en el problema técnico de ahorrarse el considerable sobrecoste técnico y financiero para el equipamiento de correderas transversales para la producción de una marcación en la pieza de fundición inyectada de plástico de una carcasa de bornes, de enchufes, de engranajes o similares.
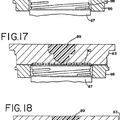
Este problema se resuelve por medio de una pieza de fundición inyectada de plástico con las características de la reivindicación 1. En particular, la pared lateral para la marcación, orientada también en sentido sustancialmente paralelo al eje de la cavidad y, por tanto, a la dirección de desmoldeo principal, está ahora ligeramente ajustada con respecto a esta dirección de desmoldeo principal. Esto tiene la consecuencia de que la matriz correspondientemente ajustada sobre la zona de pared correspondiente del molde de fundición inyectada se separa radialmente - con el desplazamiento axial relativo hacia la zona más alejada de la superficie de base - de la superficie de base con la marcación estampada o aplicada. De este modo, la marcación es en todo caso ligeramente solicitada en el área de su zona de borde más alejada del eje de la dirección de desmoldeo principal, y las zonas restantes de la marcación, que están colocadas más hacia el centro de la pieza de fundición inyectada, ya no son perturbadas entonces a causa de los chaflanes separados uno de otro.
Visualmente, llama la atención el hecho de que la pared lateral, que, como se desea, está orientada transversalmente a la pared frontal y, por tanto, paralelamente a la dirección de desmoldeo principal, está ligeramente inclinada. Esta inclinación en dirección a la pared frontal y hacia el eje puede conducir incluso a la mejora de la reconocibilidad de la marcación cuando se la lee desde la dirección de la pared frontal.
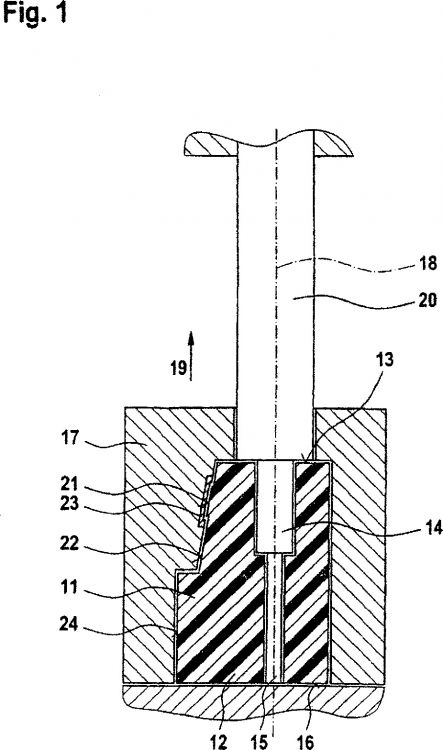
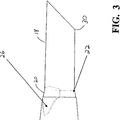
Respecto de otras ventajas y detalles de la solución según la invención, se hace referencia también a la descripción siguiente de un ejemplo de realización preferido de la invención esbozado en el dibujo en forma fuertemente abstraída con limitación a lo esencial. La única figura del dibujo muestra en sección longitudinal axial una pieza de fundición inyectada de plástico configurada a la manera de una regleta de bornes para recibir una hembra de enchufe y dispuesta en el molde de fundición inyectada, el cual puede ser abierto ahora para desmoldear la pieza de fundición inyectada de plástico recién moldeada y solidificada.
Por tanto, la pieza 11 de fundición inyectada de plástico esbozada en forma toscamente simplificada consiste, por ejemplo, en una pieza de carcasa 12 de forma de tabla. En la superficie frontal 13 de ésta desemboca una cavidad cilíndrica 14 que hace transición, en posición enfrentada, hacia un canal 15 concéntrico a ella que a su vez se abre hacia la pared trasera 16. La cavidad 14 está diseñada, por ejemplo, para recibir, para una unión de enchufe, la hembra de acoplamiento que se conecta a una línea eléctrica a través del canal 15. Esto no puede apreciarse en el dibujo, ya que éste reproduce el estado en el que la pieza de carcasa 12 justamente se ha confeccionado en el molde fundición inyectada de plástico y deberá ser expulsada de dicho molde fundición inyectada 17 de forma de campana después del enfriamiento de la misma. A este fin, el molde de fundición inyectada 17 es desplazado axialmente con relación a la pieza de carcasa 12, paralelamente al eje 18 de la cavidad 14 que coincide con la dirección de desmoldeo principal 19, hasta que un expulsor 20, que lleva montado delante de su frente un macho correspondiente a la cavidad escalonada 14, haya empujado la pieza de carcasa 12 para liberarla completamente del recinto interior del molde de fundición inyectada 17.
Para la denominación funcional de la cavidad 14 y, por tanto, de la pieza de carcasa 12, ésta está equipada con una marcación 21, por ejemplo alfanumérica o simbólica, que se ha embutido plásticamente en una pared lateral 22 o que, como se ha esbozado, sobresale de ella en forma realzada. En esta zona el molde de fundición inyectada 17 está equipado en su interior, habitualmente en forma recambiable, con una matriz 23 que lleva el negativo para la marcación 21. Dado que, como ya se ha mencionado al principio, es frecuente que la pared frontal 13 de la pieza de carcasa 12 no sea ya visualmente accesible después del equipamiento de la cavidad 14, la superficie de base 22 para la marcación 21 no se encuentra en el entorno de la cavidad 14 formada en la pared frontal 13, sino que está orientada en dirección transversal a ella y, por tanto, en dirección paralela al eje...
Reivindicaciones:
1. Pieza de carcasa (11, 12) de fundición inyectada de plástico para bornes, enchufes, engranajes o similares, la cual comprende una cavidad (14) que se abre hacia una pared frontal (13) y una marcación (21) moldeada en forma embutida o realzada en una pared (22) de la carcasa, en donde la pared (22) de la carcasa provista de la marcación (21) es una pared lateral (22) de la pieza (11, 12) de fundición inyectada de plástico que está colocada formando un ángulo agudo con respecto al eje (18) de la cavidad en dirección a la pared frontal (13), caracterizada porque la pared lateral (22) está colocada formando un ángulo agudo de aproximadamente 5º con respecto al eje (18) de la cavidad.
Patentes similares o relacionadas:
 CUBA PLASTICA DE MAQUINA LAVADORA, del 18 de Febrero de 2011, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Cuba plástica de máquina lavadora, con una pared frontal , una pared posterior y una pared cilíndrica encerrando un recinto […]
CUBA PLASTICA DE MAQUINA LAVADORA, del 18 de Febrero de 2011, de BSH ELECTRODOMESTICOS ESPAÑA S.A.: Cuba plástica de máquina lavadora, con una pared frontal , una pared posterior y una pared cilíndrica encerrando un recinto […]
 TARJETA DE MUESTRAS, del 9 de Junio de 2010, de BIOMERIEUX VITEK, INC.: Una tarjeta de muestras que comprende:
un cuerpo de tarjeta que tiene una primera superficie delantera y una segunda superficie trasera;
una […]
TARJETA DE MUESTRAS, del 9 de Junio de 2010, de BIOMERIEUX VITEK, INC.: Una tarjeta de muestras que comprende:
un cuerpo de tarjeta que tiene una primera superficie delantera y una segunda superficie trasera;
una […]
 JUNTA EN Y, PROCEDIMIENTO DE FABRICACION DE DICHA JUNTA Y UTILIZACION DE DICHA JUNTA PARA REDUCIR LOS ESFUERZOS DE ENCAJE DE UN CONECTOR, del 19 de Mayo de 2010, de LE JOINT FRANCAIS: Junta de estanqueidad de material deformable elásticamente de sección axial longitudinal en forma de "Y" para conector rápido de conductos de fluido, incluyendo […]
JUNTA EN Y, PROCEDIMIENTO DE FABRICACION DE DICHA JUNTA Y UTILIZACION DE DICHA JUNTA PARA REDUCIR LOS ESFUERZOS DE ENCAJE DE UN CONECTOR, del 19 de Mayo de 2010, de LE JOINT FRANCAIS: Junta de estanqueidad de material deformable elásticamente de sección axial longitudinal en forma de "Y" para conector rápido de conductos de fluido, incluyendo […]
 TAPON DE CIERRE CON JUNTA ANULAR MOLDEADA POR INYECCION Y METODO DE ELABORACION DEL MISMO, del 19 de Abril de 2010, de WHITE CAP, INC.: Un tapón de cierre que comprende:
- una carcasa que incluye un panel terminal y un faldón integral que se extiende hacia […]
TAPON DE CIERRE CON JUNTA ANULAR MOLDEADA POR INYECCION Y METODO DE ELABORACION DEL MISMO, del 19 de Abril de 2010, de WHITE CAP, INC.: Un tapón de cierre que comprende:
- una carcasa que incluye un panel terminal y un faldón integral que se extiende hacia […]
 CARTUCHO DE SISTEMA DE ADMINISTRACION DE LENTES Y PROCEDIMIENTO DE FABRICACION, del 10 de Febrero de 2010, de ALCON, INC: Cartucho de sistema de administración de lentes intraoculares , que comprende:
a) un cuerpo ,
b) una boquilla tubular conectada al cuerpo y que […]
CARTUCHO DE SISTEMA DE ADMINISTRACION DE LENTES Y PROCEDIMIENTO DE FABRICACION, del 10 de Febrero de 2010, de ALCON, INC: Cartucho de sistema de administración de lentes intraoculares , que comprende:
a) un cuerpo ,
b) una boquilla tubular conectada al cuerpo y que […]
 SISTEMA DE DESMOLDEO DE NEGATIVOS, del 1 de Marzo de 2010, de GONZALEZ PALACIO FENECH,JOSE LUIS: Sistema de desmoldeo de negativos, especialmente en el moldeo en plástico; del tipo de los que comprenden un casquillo preferentemente cilíndrico […]
SISTEMA DE DESMOLDEO DE NEGATIVOS, del 1 de Marzo de 2010, de GONZALEZ PALACIO FENECH,JOSE LUIS: Sistema de desmoldeo de negativos, especialmente en el moldeo en plástico; del tipo de los que comprenden un casquillo preferentemente cilíndrico […]
Recipiente de reactivo para almacenar un reactivo líquido, aparato para fabricar una parte inferior de un recipiente de reactivo y un método para fabricar una parte inferior de un recipiente de reactivo, del 3 de Junio de 2020, de F. HOFFMANN-LA ROCHE AG: Un recipiente de reactivo para un instrumento analítico, en donde el recipiente de reactivo está configurado para almacenar un reactivo líquido, […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]