PIEZA BRUTA PARA LA FABRICACIÓN DE RECONSTRUCCIONES DENTALES Y PROCEDIMIENTO PARA SU FABRICACIÓN.
Pieza bruta para la fabricación de reconstrucciones dentales como estructuras de puente,
capuchas o implantes, caracterizada por el hecho de que consta de un material cerámico no sinterizado o no sinterizado 5 completamente y la forma de un disco redondo o casi redondo presenta un diámetro de más de 50 mm
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2004/000212.
Solicitante: XAWEX AG.
Nacionalidad solicitante: Suiza.
Dirección: LOHWISSTRASSE 42 8123 EBMATINGEN SUIZA.
Inventor/es: GUBLER,DANIEL, BRODBECK,Urs.
Fecha de Publicación: .
Fecha Solicitud PCT: 3 de Abril de 2004.
Clasificación Internacional de Patentes:
- A61C13/00C1
Clasificación PCT:
- A61C13/00 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61C TECNICA DENTAL; APARATOS O METODOS PARA HIGIENE ORAL O DENTAL (cepillos dentales no accionados mecánicamente A46B; preparaciones para la técnica dental A61K 6/00; preparaciones para la limpieza de los dientes o enjuagado de la boca A61K 8/00, A61Q 11/00). › Prótesis dentales; Su fabricación (coronas dentales para recubrir los dientes A61C 5/70; implantes dentales A61C 8/00).
Clasificación antigua:
- A61C13/00 A61C […] › Prótesis dentales; Su fabricación (coronas dentales para recubrir los dientes A61C 5/70; implantes dentales A61C 8/00).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
PDF original: ES-2360797_T3.pdf
Fragmento de la descripción:
45
Campo técnico
La presente invención se refiere a una pieza bruta según el preámbulo de la reivindicación 1. Se refiere a un procedimiento para la fabricación de una pieza bruta según el preámbulo de la reivindicación 8.
Estado de la técnica
WO 99/47065 da a conocer un procedimiento y una pieza bruta para la fabricación de al menos un inserto dental preparado de antemano para coronas dentales artificales adaptables y/o puentes dentales. La superficie tridimensional interna y externa de un modelo positivo de la estructura de base para las coronas dentales y/o puentes dentales se palpan y se digitalizan. Los datos recogidos son aumentados de forma lineal en todas las direcciones del espacio mediante un factor que compensa exactamente la contracción de sinterización, usando en la electrónica de control por lo menos una máquina de fabricación para el tratamiento de las piezas brutas de cerámica porosa y a partir de ahí se desarrollan herramientas adecuadas. Mediante los comandos de control para herramientas se separa temporalmente de la digitalizacion el material disociado de la pieza bruta, hasta que exista una forma de realización agrandada del modelo positivo. Esta estructura básica agrandada se sinteriza para la estructura fundamental con masas finales directas. Además para la fabricación de la pieza bruta se elaboran polvos
o coloides según métodos conocidos del moldeado cerámico en piezas brutas verdes. Este documento destaca además que, debido a motivos de la producción, a las piezas brutas se les da formas geométricas sencillas, como cilindros o cuboides.
Por consiguiente, la teoría en el acto técnico de este documento cuenta con piezas brutas cilíndricas o cuboides que están sujetas de manera giratoria entre dos ejes. Estas piezas brutas presentan una longitud corta debido a motivos de fabricación, de modo que éstas son aptas únicamente para una sola reconstrucción dental cada vez, en la que pocas piezas están bien. Además, es aquí evidente que el tratamiento se realiza en la superficie vertical al eje longitudinal de estas piezas crudas de cilindro o cuboides, lo que lleva inevitablemente a un aplanamiento extenso del material cerámico y a un desgaste de las herramientas de trabajo, particularmente cuando las piezas brutas son de forma cilíndrica. Además, es obvio aquí que la fabricación de tales piezas brutas necesita tiempos de fresado mayores. Tales importantes restricciones reducen en gran medida la aceptación de esta técnica aquí propuesta.
Una pieza bruta para la fabricación de reconstrucciones odontológicas según el preámbulo de la reivindicación 1 se da a conocer en el documento WO0245615.
Descripción de la invención
La invención tiene como objetivo ofrecer una solución. La invención, como se caracteriza en las reivindicaciones, tiene el objetivo de proponer una pieza bruta y un procedimiento que puedan eliminar en conjunto y de forma duradera las desventajas mencionadas. Particularmente, consiste aquí en la tarea de proponer un procedimiento basado en un sistema que permite por primera vez un espectro amplio de reconstrucciones dentales con material cerámico, con lo cual estas reconstrucciones se pueden producir con costes de producción bajos mediante una manipulación más simple del software y hardware relacionados con el procedimiento.
Visto así, el primer objetivo de la invención consiste en la preparación de un material cerámico a procesar para reconstrucciones dentales cuyo diseño puede solventar las posibilidades restrictivas del estado de la técnica. El material cerámico según la invención consiste en una pieza bruta con forma de disco que a su vez proviene de una pieza bruta prensada que se obtiene mediante presión totalmente isostática o casi isostática. La pieza bruta prensada obtenida mediante presión totalmente isostática o casi isostática tiene forma cilíndrica o casi cilíndrica y presenta una longitud relativamente grande con un diámetro relativamente grande, preferiblemente más grande de 50 mm, de tal manera que se pueden separar en su eje un número mayor de piezas brutas discoidales de diferente grosor con técnicas de corte paralelo.
La pieza bruta puede también consistir en sí misma en un disco redondo o casi redondo, de diámetro y espesor variables o tener otra forma geométrica externa variable en dimensión exterior y espesor.
La presión completamente isostática se caracteriza por el hecho de que la presión es ejercida por todos los lados, es decir, también en dirección al eje de la pieza bruta prensada de forma cilíndrica o de cilindro, mediante lo cual se consigue una densidad interna homogénea maximizada del material cerámico sobre la superficie de trabajo entera. Esta homogeneidad de primera calidad tiene la ventaja de que el posterior proceso de sinterización completo en las reconstrucciones dentales fabricadas se caracteriza, independientemente del sector de la pieza bruta del que provengan, por la existencia de una contracción exactamente predeterminada, lo cual se refleja en una precisión dimensional exacta del producto final.
La invención garantiza además que las piezas brutas discoidales se encuentran antes de la elaboración de las reconstrucciones dentales en una forma no sinterizada definida o son así tratadas según criterios determinados, en primer lugar térmicos, de modo que no llegan todavía a la elaboración como piezas crudas completamente sinterizadas. Una estructura física definida y homogénea de las piezas brutas es condición previa para asegurar exactamente de antemano la contracción en el proceso de sinterización en relación con las reconstrucciones dentales fabricadas, independientemente de si dicho proceso de sinterización final lleva a un peso específico del material de cerámica o si debe atenerse a cada necesidad.
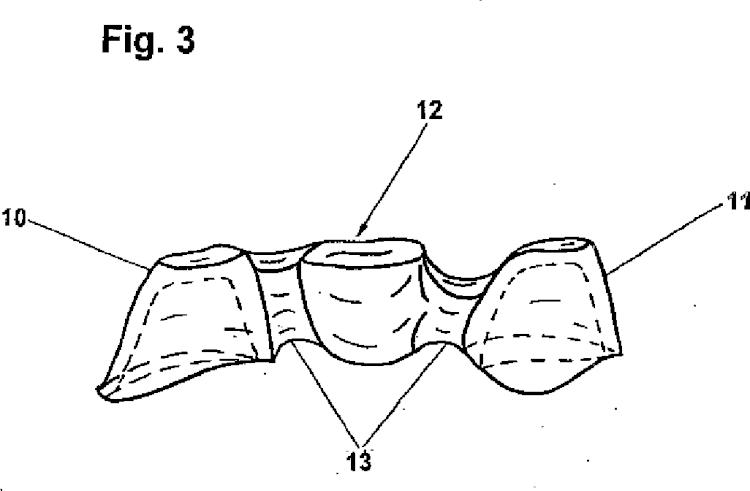
Una ventaja esencial de la invención consiste ee que la superficie grande de las piezas brutas permite la colocación de reconstrucciones odontológicas más grandes, que llegan hasta estructuras de puente de 14 elementos, con lo cual es posible alojar normalmente más reconstrucciones a la vez, de modo que es evidente que con determinadas piezas brutas es posible realizar trabajos de fresado más largos sin cambiar de material. De ahí resulta que el tiempo de cambio se reparte respectivamente entre una multitud de reconstrucciones, lo cual repercute muy positivamente en los gastos de fabricación de estos productos.
Otra ventaja esencial de la invención consiste en otra minimización de los gastos de fabricación que da como resultado que el diámetro maximizado de las piezas brutas permite un aprovechamiento mejor del material en la zona de hoja, de manera que es posible colocar de manera optimizada las elaboraciones a realizar en cualquier momento, incluso después de que una pieza bruta haya sido muy trabajada.
Otra ventaja esencial de la invención consiste en que se pueden utilizar diferentes grosores de pieza bruta para cada reconstrucción, por ejemplo piezas brutas delgadas para capuchas y piezas brutas más gruesas para estructuras de puente elevado.
Otra ventaja esencial de la invención consiste en que se puede realizar una predicción exacta sobre la contracción esperada en el proceso de sinterización final mediante una clasificación de las piezas brutas.
Una ventaja fundamental de la invención consiste, como se ha indicado ya arriba, es que la fabricación en adelante no se realiza sobre el perímetro de una pieza bruta cilíndrica o cuboide, sino que se realizan en las superficies planas de la pieza bruta discoidal según la invención, con lo cual se obtienen tiempos de procesamiento (tiempos de fresado) de las piezas brutas más cortos según la invención, puesto que hay que gastar menos material en comparación con las piezas brutas de forma cilíndrica o cuboide.
Otras mejoras ventajosas y a propósito de la solución de la función según la invención se caracterizan en las reivindicaciones posteriores.
A continuación, se describe detalladamente un ejemplo de realización de la invención con ayuda de dibujos. Todos aquellos elementos no esenciales para la comprensión inmediata de la invención han sido omitidos. Elementos iguales han sido numerados de igual manera en las distintas figuras.
Breve descripción de las figuras
Muestra:
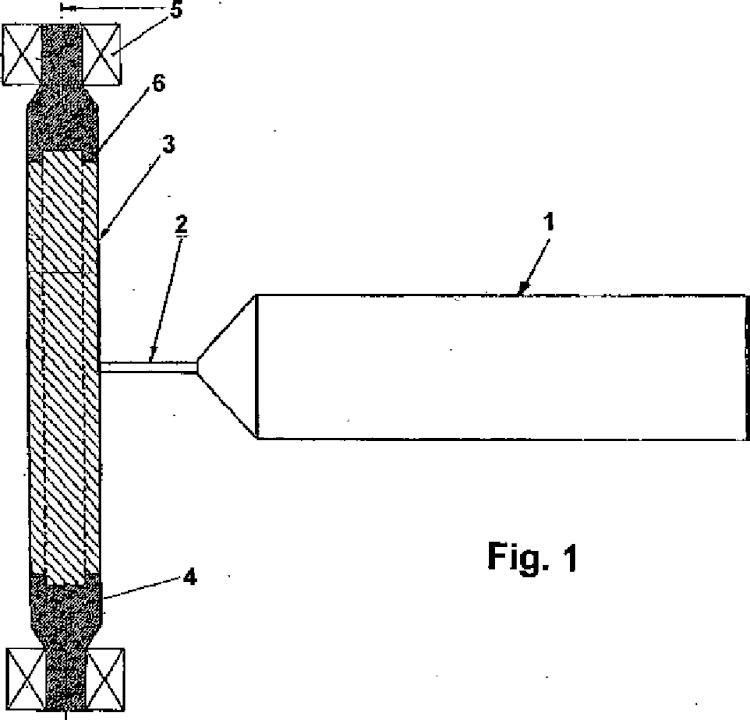
Fig. 1 las características más importantes en el tratamiento... [Seguir leyendo]
Reivindicaciones:
1. Pieza bruta para la fabricación de reconstrucciones dentales como estructuras de puente, capuchas o
implantes, caracterizada por el hecho de que consta de un material cerámico no sinterizado o no sinterizado 5 completamente y la forma de un disco redondo o casi redondo presenta un diámetro de más de 50 mm.
2. Pieza bruta según la reivindicación 1, caracterizada por el hecho de que el diámetro es superior a 80 mm.
3. Pieza bruta según la reivindicación 1 o la reivindicación 2, caracterizada por el hecho de que el espesor del disco es superior a 10 mm.
4. Pieza bruta según una cualquiera de las reivindicaciones 1 a 3, caracterizada por el hecho de que en
10 dirección perimetral presenta un medio (6) para su sujeción en arrastre de fuerza en una herramienta de sujeción (4) de una estación de fabricación CAD/CAM.
5. Pieza bruta según la reivindicación 4, caracterizada por el hecho de que los medios comprenden al menos una estría concéntrica (6).
6. Pieza bruta según cualquiera de las reivindicaciones 1 a 5, caracterizada por el hecho de que consiste en un 15 material cerámico prensado de manera totalmente isostática o casi isostática.
7. Pieza bruta según cualquiera de las reivindicaciones 1 a 6, caracterizada por el hecho de que el material cerámico consiste en un óxido de zirconio.
8. Procedimiento para la fabricación de una pieza bruta según cualquiera de las reivindicaciones anteriores mediante el cual se fabrican reconstrucciones dentales como puentes, capuchas o implantes a partir de esta
20 pieza bruta en al menos un procedimiento con arranque de viruta en una estación de fabricación, caracterizado por el hecho de que se forma una pieza bruta estampada cilíndrica o casi cilíndrica mediante una presión completamente isostática o casi isostática de un material cerámico y de que a partir de dicha pieza bruta prensada separada se cortan, perpendicularmente a su eje, una multitud de piezas brutas discoidales de distintos grosores (3).
9. Procedimiento según la reivindicación 8, caracterizado por el hecho de que el perímetro externo de la pieza bruta prensada está girado de forma cilíndrica.
10. Procedimiento según la reivindicación 8 o la reivindicación 9, caracterizado por el hecho de que mediante presión completamente isostática se producen piezas brutas (3) de al menos 80 mm de diámetro.
11. Procedimiento según cualquiera de las reivindicaciones 8 a 10, caracterizado por el hecho de que la pieza 30 bruta (3) presenta un espesor de más de 10 mm.
12. Procedimiento según cualquiera de las reivindicaciones 8 a 11, caracterizado por el hecho de que el material cerámico consiste en un óxido de zirconio.
13. Procedimiento según cualquiera de las reivindicaciones 8 a 12, caracterizado por el hecho de que la pieza bruta (3) con forma cilíndrica tiene una estría concéntrica en dirección perimetral.
Patentes similares o relacionadas:
MÉTODO PARA UNA INSTALACIÓN PROTÉSICA, del 1 de Julio de 2011, de NOBEL BIOCARE SERVICES AG: Método para la producción de un conjunto de plantilla y una sustitución dental, caracterizado por a) introducción de una primera representación […]
 MAQUINA DE FABRICACION DE PROTESIS DENTALES Y MAXILOFACIALES A PARTIR DE UN MODELO DIGITAL TRIDIMENSIONAL MEDIANTE APLICACION DIRECTA DE LASER Y SINTERIZACION, Y PROCEDIMIENTO DE OPERACION DE DICHA MAQUINA, del 16 de Septiembre de 2010, de MORA GARCIA,MOISES: Máquina de fabricación de prótesis dentales y/o maxilofaciales a partir de un modelo digital dimensional mediante aplicación directa de láser y […]
MAQUINA DE FABRICACION DE PROTESIS DENTALES Y MAXILOFACIALES A PARTIR DE UN MODELO DIGITAL TRIDIMENSIONAL MEDIANTE APLICACION DIRECTA DE LASER Y SINTERIZACION, Y PROCEDIMIENTO DE OPERACION DE DICHA MAQUINA, del 16 de Septiembre de 2010, de MORA GARCIA,MOISES: Máquina de fabricación de prótesis dentales y/o maxilofaciales a partir de un modelo digital dimensional mediante aplicación directa de láser y […]
 PROCEDIMIENTO Y SISTEMA PARA LA ELABORACION DE UNA PROTESIS DENTAL, del 8 de Junio de 2010, de BEGO BREMER GOLDSCHLAGEREI WILH. HERBST GMBH & CO. KG: Procedimiento para la elaboración de una prótesis dental con una armadura y una incrustación , en particular de una corona, […]
PROCEDIMIENTO Y SISTEMA PARA LA ELABORACION DE UNA PROTESIS DENTAL, del 8 de Junio de 2010, de BEGO BREMER GOLDSCHLAGEREI WILH. HERBST GMBH & CO. KG: Procedimiento para la elaboración de una prótesis dental con una armadura y una incrustación , en particular de una corona, […]
 PROCEDIMIENTO DE FABRICACION DE PROTESIS DENTALES REMOVIBLES DISEÑADAS DIGITALMENTE Y SISTEMA NECESARIO PARA TAL FIN, del 16 de Septiembre de 2008, de GARCIA APARICIO,JUAN CARLOS: Procedimiento de fabricación de prótesis dentales removibles diseñadas digitalmente y sistema necesario para tal fin.#El sistema objeto de […]
PROCEDIMIENTO DE FABRICACION DE PROTESIS DENTALES REMOVIBLES DISEÑADAS DIGITALMENTE Y SISTEMA NECESARIO PARA TAL FIN, del 16 de Septiembre de 2008, de GARCIA APARICIO,JUAN CARLOS: Procedimiento de fabricación de prótesis dentales removibles diseñadas digitalmente y sistema necesario para tal fin.#El sistema objeto de […]
Máquina herramienta dental, del 15 de Julio de 2020, de IVOCLAR VIVADENT AG: Máquina herramienta dental, en particular fresadora dental , con una herramienta intercambiable, en particular a través de un banco de herramientas , […]
Método implementado por ordenador para modificar un modelo tridimensional digital de una dentición, del 8 de Julio de 2020, de IVOCLAR VIVADENT AG: Método implementado por ordenador para modificar un modelo tridimensional digital de una dentición, que comprende: visualizar una imagen de la dentición […]
Diseño virtual de una restauración de poste y muñón utilizando una forma digital 3D, del 1 de Julio de 2020, de 3SHAPE A/S: Un método para diseñar virtualmente un poste y un muñón mediante un perno de exploración , que comprende: - obtener una […]
Pieza en bruto de silicato de litio y precursor de vidrio de silicato de litio de la misma para una restauración dental, del 1 de Julio de 2020, de IVOCLAR VIVADENT AG: Pieza en bruto de silicato de litio para una restauración dental, comprendiendo la pieza en bruto de silicato de litio unos cristales de metasilicato […]