Pared extruida con un interior de tipo nervadura.
Boquilla (301) para extruir una superficie, que comprende:
una primera salida (315) configurada para extruir de manera controlable una primera masa extruida de material no endurecido;
una segunda salida (317) configurada para extruir de manera controlable una segunda masa extruida de material no endurecido que está separada con respecto a la primera masa extruida; y
una tercera salida (401) configurada para extruir una tercera masa extruida de material no endurecido entre la primera y la segunda masas extruidas, por la cual
la tercera masa extruida tiene una anchura que es sustancialmente menor que la distancia entre la primera y la segunda masas extruidas;
caracterizada por que
la boquilla (301) comprende además un controlador (405) configurado para provocar que la tercera salida (401) se mueva repetidamente de un lado a otro, de tal manera que la tercera masa extruida discurre de forma repetida entre la primera y la segunda masas extruidas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2006/042163.
Solicitante: UNIVERSITY OF SOUTHERN CALIFORNIA.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: USC Stevens Center for Innovation, 1150 South Olive Street, Suite 2300 Los Angeles, CA 90015 ESTADOS UNIDOS DE AMERICA.
Inventor/es: KHOSHNEVIS,BEHROKH.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A21C3/00 NECESIDADES CORRIENTES DE LA VIDA. › A21 COCCION EN HORNO; EQUIPAMIENTO PARA LA PREPARACION O EL TRATAMIENTO DE LA MASA; MASAS PARA COCER EN HORNO. › A21C MAQUINAS O MATERIAL PARA LA PREPARACION O EL TRATAMIENTO DE LA MASA; MANIPULACION DE ARTICULOS COCIDOS HECHOS DE MASA. › Máquinas o aparatos para dar forma a los bloques de masa con anterioridad a su subdivisión.
PDF original: ES-2534855_T3.pdf
Fragmento de la descripción:
Pared extruida con un interior de tipo nervadura Antecedentes Campo La presente solicitud se refiere a boquillas que extruyen material para construir estructuras.
Descripción de la técnica relacionada Se pueden construir grandes objetos, tales como estructuras, extruyendo una capa sobre otra de uno o más materiales. En las solicitudes de patente que se citan en la sección de Remisión a Solicitudes Relacionadas de la presente solicitud se exponen ejemplos de aparatos y métodos que se pueden usar en relación con este tipo de construcción.
El documento US 2004/0164436 A1 da a conocer un conjunto multi-boquilla que incluye una primera boquilla configurada para extruir material a través de una primera salida; una segunda boquilla configurada para extruir material a través de una segunda salida; y una tercera boquilla configurada para extruir material a través de una tercera salida. La tercera salida está situada entre la primera y la segunda salidas.
El documento US 3.770.248 A da a conocer un aplicador de hormigón por vibración. La herramienta de tipo vibratorio está destinada a poner hormigón de bajo asentamiento, relativamente seco, en una construcción de ferrocemento, y a realizar el acabado de una superficie al descubierto de la misma.
El documento US 5.888.613 A da a conocer un método y un aparato para realizar una estructura alveolada de flujo cruzado por extrusión.
No obstante, la extrusión de estructuras que resultan resistentes con un mínimo de material, la variación de las anchuras de las estructuras extruidas, y la regulación de la cantidad de material que se extruye pueden constituir un desafío.
Sumario Una boquilla para la extrusión de una superficie incluye una primera salida configurada para extruir de forma controlable una primera masa extruida de material no endurecido, una segunda salida configurada para extruir de forma controlable una segunda masa extruida de material no endurecido que está separada de la primera masa extruida, una tercera salida configurada para extruir una tercera masa extruida de material no endurecido entre la primera y la segunda masas extruidas, y un controlador. La tercera salida está configurada de manera que la tercera masa extruida tiene una anchura que es sustancialmente menor que la distancia entre la primera y la segunda masas extruidas. El controlador está configurado para provocar que la tercera salida se mueva repetidamente de un lado a otro de tal modo que la tercera masa extruida discurra de manera repetida entre la primera y la segunda masas extruidas.
El controlador puede incluir un motor conectado a la tercera salida.
La primera y la segunda salidas se pueden configurar para extruir material cementoso no endurecido.
La tercera salida se puede configurar para extruir material cementoso no endurecido, material aislante no endurecido, material polimérico no endurecido, y/o material esponjoso no endurecido.
El controlador se puede configurar para provocar que la tercera masa extruida tenga una forma corrugada y/o una forma trapezoidal.
El controlador se puede configurar para provocar que la tercera masa extruida sea continua y/o sea discontinua.
La boquilla puede incluir una cuarta salida situada entre la primera y la segunda salidas, y configurada para extruir una cuarta masa extruida de material no endurecido que llena sustancialmente espacios entre la primera, la segunda y la tercera masas extruidas.
La cuarta salida se puede configurar para extruir material aislante no endurecido, material polimérico no endurecido y/o material esponjoso no endurecido.
La tercera salida puede estar situada entre la primera y la segunda salida.
El controlador se puede configurar para provocar que la tercera salida se mueva repetidamente de un lado a otro de tal modo que quede una pluralidad de espacios sustanciales y separados entre la primera y la segunda masas extruidas.
La boquilla puede incluir una cuarta salida situada entre la primera y la segunda salidas, y configurada para extruir una cuarta masa extruida de material no endurecido que llena sustancialmente la pluralidad de espacios.
Un proceso de extrusión para extruir una superficie incluye la extrusión de una primera y una segunda masas extruidas de material no endurecido que están separadas entre sí, y la extrusión de una tercera masa extruida de material no endurecido entre la primera y la segunda masas extruidas, que tiene una anchura que es sustancialmente menor que la distancia entre la primera y la segunda masas extruidas. La tercera salida se mueve repetidamente de un lado a otro de tal modo que la tercera masa extruida discurre de forma repetida entre la primera y la segunda masas extruidas.
El proceso de extrusión puede incluir la extrusión de una cuarta masa extruida de material no endurecido que llena sustancialmente espacios entre la primera, la segunda y la tercera masas extruidas.
La extrusión de una tercera masa extruida de material no endurecido entre la primera y la segunda masas extruidas puede dejar una pluralidad de espacios sustanciales y separados entre la primera y la segunda masas extruidas.
El proceso de extrusión puede incluir la extrusión de una cuarta masa extruida de material no endurecido que llena sustancialmente la pluralidad de espacios.
La boquilla puede incluir además un mecanismo de espaciamiento asociado a la primera y segunda salidas y configurado para provocar que la primera masa extruida quede espaciada con respecto a la segunda masa extruida en una magnitud seleccionable por el usuario.
El mecanismo de espaciamiento puede incluir un conjunto de espaciadores de anchura fija, cada uno con una anchura fija diferente.
El mecanismo de espaciamiento puede incluir un pivote ajustable.
La boquilla puede incluir además una válvula de vibración configurada para regular el flujo del material no endurecido a través de la salida basándose en la vibración de la válvula.
Estos componentes, etapas, características, objetivos, beneficios y ventajas, así como otros adicionales, se pondrán de manifiesto a partir de un estudio de la siguiente descripción detallada de realizaciones ilustrativas, los dibujos adjuntos, y las reivindicaciones.
Breve descripción de los dibujos Las FIGS. 1 (a) - (d) ilustran una boquilla de creación de contornos (contour crafting) con una sola salida en funcionamiento. Las FIGS. 2 (a) - (d) ilustran estructuras de soporte en voladizo que se pueden extruir utilizando la boquilla mostrada en las FIGS. 1 (a) - (d) .
Las FIGS. 3 (a) - (b) ilustran una porción de módulo principal de una boquilla multi-salida versátil.
Las FIGS. 4 (a) - (d) son vistas explosionadas de la boquilla multi-salida versátil, cuya porción de módulo principal se muestra en las FIGS. 3 (a) - (b) . La FIG. 5 es una vista inferior de la boquilla multi-salida versátil mostrada en las FIGS. 3 (a) - (b) y en las FIGS. 4 (a)
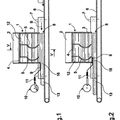
(c) . Las FIGS. 6 (a) - (b) son vistas de una pared con un interior de tipo nervadura corrugada que se está extruyendo. Las FIGS. 7 (a) - (c) son vistas de una pared extruida con un interior de tipo nervadura trapezoidal. La FIG. 8 es una vista de una boquilla con un dispositivo generador de vibraciones fijado a cada una de sus llanas. La FIG. 9 es una vista de una boquilla que usa válvulas accionadas por vibración. La FIG. 10 es una vista en primer plano de una de las válvulas accionadas por vibración mostradas en la FIG. 9. Las FIGS. 11 (a) - (d) son vistas explosionadas y no explosionadas de boquillas multi-salida que tienen diferentes anchuras y componentes en las mismas. Las FIGS. 12 (a) - (b) son vistas de una boquilla multi-salida de anchura ajustable. Las FIGS. 13 (a) - (b) son vistas explosionadas de la boquilla multi-salida de anchura ajustable mostrada en las FIGS.
(a) - (b) . Las FIGS. 14 (a) - (c) son vistas de otra realización de una boquilla multi-salida de anchura ajustable.
Estos dibujos dan a conocer realizaciones ilustrativas de los conceptos que se describen, ilustran y que son inherentes en la presente. Ilustran los conceptos; no establecen todas sus realizaciones. Se pueden usar muchas otras realizaciones de manera adicional o alternativa. Los detalles que son evidentes también se omiten normalmente, para ahorrar espacio o para ilustrar de una manera más eficaz. Cuando el mismo número aparece en dibujos diferentes, aquel pretende remitir a componentes o etapas iguales o similares.
Descripción detallada de realizaciones ilustrativas A continuación se describirán realizaciones ilustrativas de ciertos conceptos. Esta descripción ilustra estos conceptos; no establece todas sus realizaciones. Se pueden utilizar muchas otras... [Seguir leyendo]
Reivindicaciones:
1. Boquilla (301) para extruir una superficie, que comprende:
una primera salida (315) configurada para extruir de manera controlable una primera masa extruida de material no endurecido;
una segunda salida (317) configurada para extruir de manera controlable una segunda masa extruida de material no endurecido que está separada con respecto a la primera masa extruida; y una tercera salida (401) configurada para extruir una tercera masa extruida de material no endurecido entre la primera y la segunda masas extruidas, por la cual la tercera masa extruida tiene una anchura que es sustancialmente menor que la distancia entre la primera y la segunda masas extruidas;
caracterizada por que la boquilla (301) comprende además un controlador (405) configurado para provocar que la tercera salida (401) se mueva repetidamente de un lado a otro, de tal manera que la tercera masa extruida discurre de forma repetida entre la primera y la segunda masas extruidas.
2. Boquilla de la reivindicación 1, en la que el controlador (405) incluye un motor conectado a la tercera salida (401) .
3. Boquilla de la reivindicación 1, en la que el controlador (405) está configurado para provocar que la tercera masa extruida tenga una forma corrugada.
4. Boquilla de la reivindicación 1, en la que el controlador (405) está configurado para provocar que la tercera masa extruida tenga una forma trapezoidal.
5. Boquilla de la reivindicación 1, en la que el controlador (405) está configurado para provocar que la tercera masa extruida sea continua.
6. Boquilla de la reivindicación 1, en la que el controlador (405) está configurado para provocar que la tercera masa extruida sea discontinua.
7. Boquilla de la reivindicación 1, que comprende además una cuarta salida (322) situada entre la primera y la segunda salidas (315, 317) y configurada para extruir una cuarta masa extruida de material no endurecido que llena sustancialmente espacios entre la primera, la segunda y la tercera masas extruidas.
8. Boquilla de la reivindicación 7, en la que la cuarta salida (322) está configurada para extruir material aislante no endurecido.
9. Boquilla de la reivindicación 7, en la que la cuarta salida (322) está configurada para extruir material polimérico no endurecido.
10. Boquilla de la reivindicación 7, en la que la cuarta salida (322) está configurada para extruir material esponjoso no endurecido.
11. Boquilla de la reivindicación 1, en la que la tercera salida (401) está situada entre la primera y la segunda salidas (315, 317) .
12. Boquilla de la reivindicación 1, en la que el controlador (405) está configurado para provocar que la tercera salida se mueva repetidamente de un lado a otro de tal manera que queda una pluralidad de espacios sustanciales y separados entre la primera y la segunda masas extruidas.
13. Boquilla de la reivindicación 12, que comprende además una cuarta salida (322) situada entre la primera y la segunda salidas (315, 317) y configurada para extruir una cuarta masa extruida de material no endurecido que llena sustancialmente la pluralidad de espacios.
14. Boquilla de la reivindicación 1, que comprende además un mecanismo (1211, 1213, 1215, 1217, 1219, 1221) de espaciamiento asociado a la primera y segunda salidas (315, 317) y configurado para provocar que la primera masa extruida quede espaciada con respecto a la segunda masa extruida en una magnitud seleccionable por el usuario.
15. Boquilla de la reivindicación 14, en la que el mecanismo de espaciamiento incluye un conjunto de espaciadores (1107, 1109, 1115, 1117) de anchura fija, cada uno con una anchura fija diferente.
16. Boquilla de la reivindicación 14, en la que el mecanismo de espaciamiento incluye un pivote ajustable (1211, 1213, 1215, 1217, 1219, 1221) .
17. Boquilla de la reivindicación 1, que comprende además una válvula (801) de vibración configurada para regular el flujo del material no endurecido a través de la salida basándose en la vibración de la válvula.
18. Proceso de extrusión para extruir una superficie, que comprende:
extruir a través de una primera y una segunda salidas respectivamente una primera y una segunda masas extruidas (611, 613) de material no endurecido que están separadas entre sí; y extruir a través de una tercera salida una tercera masa extruida de material no endurecido entre la primera y la segunda masas extruidas (611, 613) , por el cual la tercera masa extruida tiene una anchura que es sustancialmente menor que la distancia entre la primera y la segunda masas extruidas (611, 613)
caracterizado por que la tercera salida (401) se hace mover repetidamente de un lado a otro por medio de un controlador, de tal manera que la tercera masa extruida discurre de forma repetida entre la primera y la segunda masas extruidas (611, 15 613) .
19. Proceso de extrusión de la reivindicación 18, que comprende además extruir una cuarta masa extruida de material no endurecido que llena sustancialmente espacios entre la primera, la segunda y la tercera masas extruidas.
20. Proceso de extrusión de la reivindicación 18, en el que la extrusión de la tercera masa extruida de material no
endurecido entre la primera y la segunda masas extruidas (611, 613) deja una pluralidad de espacios sustanciales y separados (601, 603, 607) entre la primera y la segunda masas extruidas (611, 613) .
21. Proceso de extrusión de la reivindicación 20, que comprende además extruir una cuarta masa extruida de material no endurecido que llena sustancialmente la pluralidad de espacios.
Patentes similares o relacionadas:
Aparato para la formación de porciones alimenticias que tienen hendiduras superficiales, del 17 de Agosto de 2016, de FORMAX, INC: Utillaje para un aparato que incluye una placa de molde que tiene una cavidad de formación de porciones para un aparato de formación de porciones alimenticias […]
DISPENSADOR MEDIDOR DE ALIMENTOS FILIFORMES, del 6 de Junio de 2013, de SERRANO GONZALEZ, ANTONIO: 1. Dispensador medidor de alimentos filiformes, que comprende una tapa con geometría rectangular con facultad de deslizarse en una dirección […]
METODO DE FORMACION Y ENTABLADO DE MASAS PANIFICABLES Y MAQUINA PARA SU IMPLEMENTACION, del 1 de Octubre de 2005, de TORRENTS RIUS,JAIME: Método de formación y entablado de masas panificables y máquina para su implementación. El método de formación y entablado de masas panificables es del tipo que, partiendo […]
APAREJO DE SOPORTE DE MOLDE PARA MOLDES USADOS PARA FORMAR LAMINAS DE VIDRIO CALENTADAS., del 1 de Marzo de 2005, de GLASSTECH, INC.: Un aparejo de soporte del molde para un molde utilizado en una cámara calentada para formar láminas de vidrio calentadas, comprendiendo el […]
PROCEDIMIENTO PARA LA FABRICACION DE UN ALIMENTO PARA ANIMALES O PARA PERSONAS, ASI COMO PRODUCTO QUE PUEDE SER FABRICADO CON DICHO PROCEDIMIENTO., del 1 de Diciembre de 2002, de EFFEM GMBH: Procedimiento para la fabricación de un alimento para animales o para personas, caracterizado porque por lo menos una primera corriente […]
PROCEDIMIENTO DE FABRICACION DE UN PRODUCTO ALIMENTICIO POR EXTRUSION., del 16 de Febrero de 2002, de SOCIETE DES PRODUITS NESTLE S.A.: PROCEDIMIENTO DE FABRICACION DE UN PRODUCTO ALIMENTARIO POR EXTRUSION, EN EL QUE SE INTRODUCE UNA PRIMERA MATERIA ALIMENTARIA A TRATAR EN UNA PRIMERA […]
RECIPIENTE NEUMATICO PARA LA ELABORACION DE PRODUCTOS DE MASA FRITA., del 16 de Marzo de 1999, de DIAZ BASTIDA, ANTONIO DIAZ JIMENEZ, CARIDAD: RECIPIENTE NEUMATICO PARA LA ELABORACION DE PRODUCTOS DE MASA FRITA, CARACTERIZADO POR POSEER UN CIERRE A PRESION , DONDE SE SITUA UNA VALVULA , ACCIONADA […]
 UNIDAD PARA LA FORMACION DE UNA LARGA HOGAZA CONTINUA REGULAR Y UNIFORME DE MASA DE PAN, del 31 de Julio de 2009, de BERTUETTI,,GASTONE: Unidad para la formación de una larga hogaza, uniforme y regular, continua, de masa de pan, que comprende una tolva para el almacenamiento de una masa […]
UNIDAD PARA LA FORMACION DE UNA LARGA HOGAZA CONTINUA REGULAR Y UNIFORME DE MASA DE PAN, del 31 de Julio de 2009, de BERTUETTI,,GASTONE: Unidad para la formación de una larga hogaza, uniforme y regular, continua, de masa de pan, que comprende una tolva para el almacenamiento de una masa […]