MONTAJE DE MANILLA DE PLÁSTICO PARA PUERTAS DE VEHÍCULOS Y MÉTODO DE PRODUCCIÓN ASOCIADO.
La presente invención tiene por objeto un conjunto de manecilla plástica de puerta de vehículo y procedimiento de fabricación asociado donde el conjunto de manecilla plástica no presenta una concentración de tensiones en la zona del eje,
ya que éste solamentecumple la función de elemento posicionador de la manecilla. Así mismo, el procedimiento de fabricación asociado, presenta una primera etapa de moldeo por inyección asistido por gas que permite obtener la configuración anteriormente descrita, en el que el eje queda descargado de tensiones y donde además existen unas superficies de apoyo de la manecilla en la carcasa que liberan los esfuerzos sobre dicha carcasa impidiendo la rotura de la manecilla porel eje, además de una segunda etapa de electrodeposición de metales sobre la pieza obtenida en la etapa anterior y una tercera demontaje
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/ES2007/000775.
Solicitante: CROMODURO INNOVACIÓN Y TECNOLOGÍA, S.L.
Nacionalidad solicitante: España.
Provincia: VIZCAYA.
Inventor/es: MOMEÑE ARROYO,Emma , FERNÁNDEZ FERNÁNDEZ,Ricardo.
Fecha de Publicación: .
Fecha Solicitud PCT: 28 de Diciembre de 2007.
Clasificación Internacional de Patentes:
- E05B17/00B
- E05B65/20H5
Clasificación PCT:
- E05B15/16 CONSTRUCCIONES FIJAS. › E05 CERRADURAS; LLAVES; ACCESORIOS DE PUERTAS O VENTANAS; CAJAS FUERTES. › E05B CERRADURAS; SUS ACCESORIOS; ESPOSAS. › E05B 15/00 Otros detalles constitutivos de las cerraduras; Elementos que permiten echar el cerrojo de los dispositivos de cierre. › Empleo de materiales específicos para elementos de cerraduras.
- E05B17/00 E05B […] › Accesorios relativos a las cerraduras (cerraduras con indicadores de aviso o temporizadas E05B 39/00 - E05B 45/00).
- E05B65/20
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
Montaje de manilla de plástico para puertas de vehículos y método de producción asociado.
Objeto del invento
El objeto del presente invento es una disposición de una manilla de plástico para puertas de vehículos y el procedimiento de fabricación asociado, en el cual en la zona axial de la disposición de la manilla de plástico no se acumulan esfuerzos, y el eje de ella solamente desempeña la función del elemento de posicionamiento de la manilla.
Además, el procedimiento de fabricación asociado, por medio de moldeado inyectado con gas posibilita la configuración susodicha que se obtendrá, en la cual el eje no está sometido a esfuerzos y además se dota a la manilla con unas superficies de soporte en el alojamiento que libera los esfuerzos en dicho alojamiento, evitando así que el eje rompa la manilla.
Además, el procedimiento se completa con una etapa de galvanizado, usando diferentes metales en la pieza obtenidos en la etapa de moldeado con inyección de gas, proporcionando así un aspecto metálico externo.
Antecedentes al invento
En el estado de la técnica, las manillas de las puertas de los vehículos suelen estar hechas de materiales metálicos, preferentemente por el moldeado por inyección de la aleación de aluminio Zamac, como las utilizadas en vehículos de alta gama.
Además, en vehículos de gama baja, los materiales de plástico inyectado se usan en la fabricación de manillas de las puertas y posteriormente son sometidas a un procedimiento de galvanizado, reduciendo así los costes asociados a los materiales utilizados en el vehículo.
Las disposiciones mencionadas fabricadas por moldeado inyectado son suministradas con una carcasa de plástico con una manilla que el usuario emplea para abrir la puerta de vehículo. En ellas la manilla tiene un saliente con un agujero a través del cual pasa el eje para hacer el movimiento de rotación. Esta disposición de manilla para puertas es la US-4 343 501.
En el sistema anterior, cuando la manilla está en posición completamente abierta, los esfuerzos se concentran en la zona de conexión del eje y la manilla, es decir, en la zona del saliente con el agujero. Como el esfuerzo de reacción de alcanzar la posición completamente abierta es soportado por el eje, además la concentración de esfuerzos que aparecen en esta zona debidos a la activación de la manilla para abrir la puerta del vehículo que podría originar la rotura como resultado de la frecuente repetición de la operación de este tipo de manilla.
Es por lo tanto necesario proporcionar una disposición de la manilla de plástico para las puertas de vehículos en la cual no haya concentración de esfuerzos en las zonas donde el eje pasa a través de la manilla, con el propósito de que el eje debería ser solamente un elemento de posicionamiento de la manilla.
Para conseguir lo anterior, la manilla debe ser insertada en el alojamiento, de modo que no haya un saliente con un agujero donde se meta el eje, pero sí varias zonas de la manilla a través de las cuales el eje pasa. El moldeado por inyección convencional no permite obtener una manilla con la geometría antes mencionada debido al hecho de que el material no podría alcanzar las zonas de la manilla que rodean la posición geométrica del eje en la disposición.
Todas las anteriores desventajas han sido superadas por el invento descrito adjunto, que proporciona una disposición de la manilla de plástico para un vehículo que evite la concentración de esfuerzos en la zona del eje, pues el esfuerzo de reacción no es soportado por la manilla en sí misma, sino por las superficies de soporte de la manilla en el alojamiento y por las zonas donde está insertada la manilla en dicho alojamiento.
Descripción del invento
El presente invento refiere a la colocación de una manilla de plástico para una puerta de vehículo y el procedimiento de fabricación asociado donde el eje de la manilla actúa solamente como elemento posicionador, evitando la concentración de esfuerzos en dichas zonas y así la rotura de la manilla en el área de conexión con el eje.
Además, la manilla está provista de superficies de soporte que descansan, algunas durante el reposo y otras durante la activación completa de la manilla, en el alojamiento, liberando esfuerzos y evitando la rotura de la manilla en las zonas donde el eje pasa a través de él.
La manilla se suministra con un cuerpo principal fabricado mediante un procedimiento descrito más abajo, de el cual la zona que conecta con el alojamiento se extiende, y permanece autocentrado en él, como esta zona de conexión de la manilla es complementaria al interior de la zona del alojamiento con el que se une, ocupando todo el espacio cóncavo de la carcasa.
De este modo, la manilla está autocentrada en el alojamiento y no le es posible moverse en el sentido axial. Este sentido axial se define como aquel por el cuál pasa un eje a través de las zonas de conexión de la manilla y el alojamiento, y el alojamiento, donde el eje sirve solamente para posicionar la manilla con respecto al alojamiento en sus diferentes posiciones durante la rotación de la manilla.
Un elemento elástico es colocado en una ranura de la zona de conexión de la manilla externamente al eje, y permite a la manilla recuperar su posición de reposo tras una activación.
En este sentido, durante el montaje, la manilla está autocentrada con respecto al alojamiento y así el eje no soporta los esfuerzos cuando la manilla está en la posición completamente abierta, o esos esfuerzos causados por la fuerza de la activación de la manilla, como los anteriormente mencionados son transmitidos al alojamiento por las zonas de soporte de la manilla.
El proceso de fabricación asociado consiste en una etapa inicial de moldeado inyectado con gas en la cual el gas desplaza el material plástico de la manilla hacia el volumen de la cavidad del molde, que no se ha llenado todavía, dejando en su lugar un canal interno sin ningún material plástico formado por el flujo de gas.
De este modo, el material plástico es presionado contra todas las paredes del molde y mejora así el acabado superficial de la manilla inyectada.
Debido al hecho de que el eje es simplemente un elemento de posicionamiento de la manilla, dicha manilla necesita ocupar las cavidades del alojamiento, y del mismo modo, el alojamiento ocupa las cavidades de la manilla fiador para un autocentrado adecuado de la manilla en el alojamiento.
De este modo, las superficies de la manilla y el alojamiento a través de las cuales el eje pasa son adyacentes, posibilitando al eje posicionar la manilla con respecto al alojamiento en las diferentes posiciones durante la rotación de la manilla.
Usando el moldeado inyectado con gas, el material plástico alcanza a las extensiones de la zona de conexión de la manilla y el alojamiento que están situados en las cavidades d dicha carcasa.
Como segunda etapa del procedimiento de fabricación, se aplica un proceso de galvanizado usando varios metales a la pieza obtenida del moldeado inyectado con gas, que proporciona una disposición con un aspecto externo metálico.
De este modo se obtiene una manilla ligera, debido al hecho de que es hueca internamente como resultado del procedimiento utilizado, en el cual las líneas del flujo de inyección del material plástico en la cara visible son eliminadas al ser posible mantener la presión interna del gas en la cavidad del molde durante el procedimiento.
Descripción de los dibujos
El informe descriptivo presente está acompañado por una serie de dibujos, ilustrativos de una ejecución preferente, pero no, sin embargo, restrictivos al invento en cualquier modo.
La figura 1 muestra una planta de la manilla de plástico para puertas de vehículos, la cual es el objeto de este invento, en la posición de reposo.
La figura 2 muestra una sección de la vista de la manilla del plástico para puertas de vehículos mostrada en la figura 1.
La figura 3 muestra una sección de la vista de la manilla de plástico para las puertas de vehículo en la posición activada.
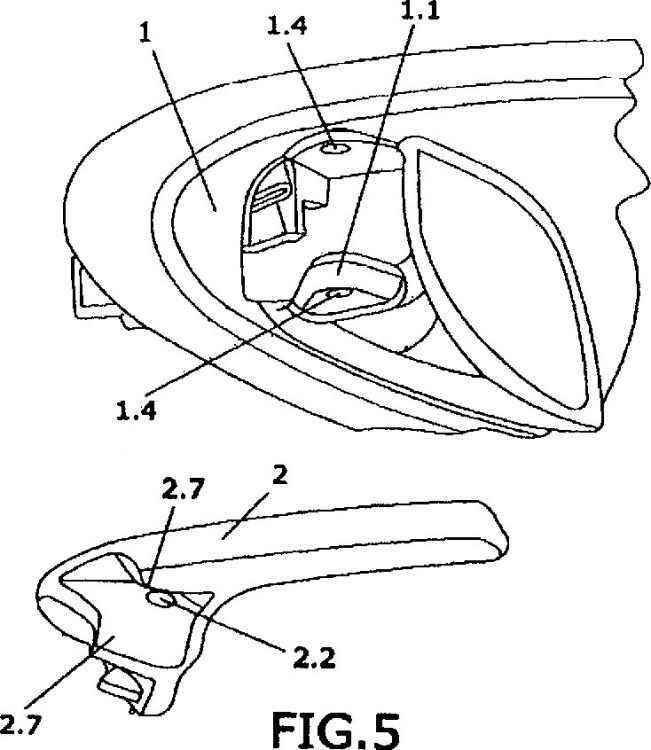
La figura 4 muestra una vista en perspectiva de la sección de la manilla de plástico para puertas de vehículos, indicando la conexión de la manilla con el alojamiento,...
Reivindicaciones:
1. La disposición de manilla de plástico para puertas de vehículos del modelo provista de alojamiento (1), manilla (2) que casa con el alojamiento (1) mediante un eje (3) dotado de un elemento plástico (4) que permite que la manilla (2) recupere su posición inicial tras una activación se caracteriza por que la manilla (2) está autocentrada en el alojamiento (1) debido al hecho de que la geometría de la manilla (2) es complementaria con la del lado cóncavo del alojamiento (1) en la zona donde ambos (1, 2) se conectan, ya que la manilla (2) está dotada de una cavidad (2.1) complementaria a la proyección (1.1) del alojamiento (1).
2. La disposición de manilla de plástico para puertas de vehículos de acuerdo con la reivindicación 1, se caracteriza por que el espacio entre las dos paredes (1, 1.1) de la proyección (1.1) del alojamiento (1) y las partes inferior y superior de las paredes cóncavas (1.2, 1.3) del alojamiento(1) es ocupado por la manilla (2).
3. La disposición de manilla de plástico para puertas de vehículos de acuerdo con la reivindicación 2, se caracteriza por que tanto la manilla (2) como la proyección (1.1) del alojamiento (1) en el área de conexión de ambos (1, 2) están provistos de un agujero (1.4, 2.2) que pasa a lo largo de toda la altura del área de conexión desde la pared cóncava inferior (1.2) del alojamiento hasta la superior (1.3), permitiendo así la conexión del eje (3) que posiciona a la manilla (2) respecto al alojamiento (1) en las diferentes posiciones durante la rotación de la manilla (2).
4. La disposición de manilla de plástico para puertas de vehículos de acuerdo con la reivindicación 3, se caracteriza por que hay un ensanchamiento (2.3) en el agujero (2.2) en la zona de la manilla (2) que aloja un elemento plástico (4) que permite a la manilla (2) recobrar la posición de reposo tras una activación.
5. La disposición de manilla de plástico para puertas de vehículos de acuerdo con la reivindicación 1, se caracteriza por que la manilla (2) está provista de una primera (2.4) y una segunda (2.5) superficies soportes en el alojamiento (1) que liberan los esfuerzos en el alojamiento (1) y evitan la rotura de la manilla (2).
6. La disposición de manilla de plástico para puertas de vehículos de acuerdo con la reivindicación 5, se caracteriza por que la primera superficie soporte (2.4) descansa en el alojamiento (1) cuando la manilla (2) está en reposo, y la segunda (2.5) descansa en el alojamiento (1) cuando la manilla (2) está en posición de totalmente activada.
7. El procedimiento de fabricación para una manilla de plástico para puertas de vehículos de acuerdo con las reivindicaciones anteriores, se caracteriza por
• Una etapa inicial de moldeado inyectado con gas
• Una segunda etapa de galvanizado usando varios metales obtenidos en la primera etapa
• Una tercera fase de montaje de los elementos, alojamiento (1), manilla (2), eje (3) y elemento de plástico (4).
8. El procedimiento de fabricación para una manilla de plástico para puertas de vehículos de acuerdo con la reivindicación 7, se caracteriza por que en la etapa inicial el gas desplaza el material plástico de la manilla (2) hacia el volumen de la cavidad del molde, que todavía no ha sido llenado,dejando en ese espacio un canal interno (2.6) sin material plástico, formado por el flujo del gas.
9. El procedimiento de fabricación para una manilla de plástico para puertas de vehículos de acuerdo con la reivindicación 8, se caracteriza por que el canal interno (2.6) creado en el interior de la manilla (2) tiene forma de burbuja ovalada con dimensiones constantes.
10. El procedimiento de fabricación para una manilla de plástico para puertas de vehículos de acuerdo con la reivindicación 8, se caracteriza por que la primera etapa no deja ninguna línea producida por el flujo de la inyección en las caras visibles de la manilla (2).
11. El procedimiento de fabricación para una manilla de plástico para puertas de vehículos de acuerdo con la reivindicación 7, se caracteriza por que los materiales usados en la primera etapa de fabricación de la manilla (2) son resinas termoplásticas tales como el butadieno estireno de acrilonitrilo ABS, la aleación del butadieno estireno de acrilonitrilo con policarbonato ABS/PC, poliamida PA o polipropileno PP.
12. El procedimiento de fabricación para una manilla de plástico para puertas de vehículos de acuerdo con la reivindicación 7, se caracteriza por que los materiales usados en la segunda y que proporcionan una apariencia metálica externa son Pd, Cu, Cr, Ni.
13. El procedimiento de fabricación para una manilla de plástico para puertas de vehículos de acuerdo con la reivindicación 7, se caracteriza por que los metales proporcionan a la manilla un acabado brillante o mate.
Patentes similares o relacionadas:
 MECANISMO DE BLOQUEO DE COMPARTIMENTOS DE EQUIPAJE PARA UNA PLURALIDAD DE PORTEZUELAS, del 21 de Abril de 2010, de MAKERSAN MAKINA OTOMOTIV SANAYI TICARET LTD: Un mecanismo de bloqueo para compartimentos de equipaje de autobuses para accionar una pluralidad de cierres de portezuelas que comprende un alojamiento […]
MECANISMO DE BLOQUEO DE COMPARTIMENTOS DE EQUIPAJE PARA UNA PLURALIDAD DE PORTEZUELAS, del 21 de Abril de 2010, de MAKERSAN MAKINA OTOMOTIV SANAYI TICARET LTD: Un mecanismo de bloqueo para compartimentos de equipaje de autobuses para accionar una pluralidad de cierres de portezuelas que comprende un alojamiento […]
 CONJUNTO DE TIRADOR DE PUERTA, del 18 de Diciembre de 2009, de ILLINOIS TOOL WORKS INC.: Un conjunto de tirador de puerta, que comprende: un alojamiento de pivote de tirador que comprende paredes de aplicación al tirador que definen […]
CONJUNTO DE TIRADOR DE PUERTA, del 18 de Diciembre de 2009, de ILLINOIS TOOL WORKS INC.: Un conjunto de tirador de puerta, que comprende: un alojamiento de pivote de tirador que comprende paredes de aplicación al tirador que definen […]
Conjunto de control de cerradura para un batiente de vehículo automóvil y batiente provisto de este conjunto, del 8 de Noviembre de 2017, de U-Shin France: Conjunto de control de cerradura para un batiente de vehículo automóvil, del tipo que comprende un soporte principal destinado a llegar a apoyarse sobre la cara externa […]
Sistema de cierre de puerta de automóvil, tirador de puerta y puerta de automóvil, del 30 de Agosto de 2017, de BROSE SCHLIESSSYSTEME GMBH & CO. KG: Sistema de cierre de puerta de automóvil con una cerradura de puerta de automóvil activadoeléctricamente y en una puerta de automóvil con una primera instalación […]
Procedimiento para generar una señal de conmutación para cambiar el estado de bloqueo de un sistema de bloqueo de puerta de vehículo y sistema de desbloqueo de puerta para la realización de un procedimiento de este tipo, del 9 de Agosto de 2017, de Microchip Technology Germany GmbH: Procedimiento para generar una señal de conmutación para cambiar el estado de bloqueo de un sistema de bloqueo de puerta de vehículo usando un dispositivo de conmutación […]
Manija de batiente de vehículo que comprende un sensor de aproximación y un sensor táctil que cooperan con un sistema de acceso manos libres, del 1 de Marzo de 2017, de Valeo Comfort and Driving Assistance: Manija de puerta que es para un vehículo automóvil y comprende un sensor táctil (CT) que está destinado a funcionar con un sistema de acceso […]
Cerradura para batiente de puerta de vehículo automóvil, del 11 de Marzo de 2015, de U-Shin France SAS: Cerradura para batiente de puerta de vehículo automóvil que consta dentro de una caja de un pestillo de retención de un cerradero , giratorio alrededor de un eje […]
Dispositivo de mando para sistema de bloqueo de puerta de vehículo, del 7 de Enero de 2015, de U-Shin France SAS: Dispositivo de mando para sistema de bloqueo de puerta de vehículo, que comprende: - un elemento primero de mando de bloqueo que tiene una movilidad […]