Un procedimiento para moldear un artículo médico que comprende las etapas de:
insertar un material de revestimiento en una cavidad (60) dentro de un molde (100); revestir uniformemente el interior de la citada cavidad de molde (60) con el citado material de revestimiento haciendo rotar el citado material de revestimiento en el citado molde alrededor de al menos dos ejes; insertar un material de moldeo en la citada cavidad (60); hacer rotar el citado material de moldeo en el citado molde (100) alrededor de al menos dos ejes para revestir el interior del citado material de revestimiento dentro de la citada cavidad del molde (60) con el citado material de moldeo, y separar el citado material de revestimiento del citado material de moldeo para formar el artículo médico
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2002/022614.
B29C41/06TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00). › alrededor de dos o más ejes.
B29C41/38B29C 41/00 […] › Moldes, núcleos u otros soportes.
B29C41/50B29C 41/00 […] › Moldeo en condiciones particulares, p. ej. en vacío.
Clasificación PCT:
A61F2/06NECESIDADES CORRIENTES DE LA VIDA. › A61CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61F FILTROS IMPLANTABLES EN LOS VASOS SANGUINEOS; PROTESIS; DISPOSITIVOS QUE MANTIENEN LA LUZ O QUE EVITAN EL COLAPSO DE ESTRUCTURAS TUBULARES, p. ej. STENTS; DISPOSITIVOS DE ORTOPEDIA, CURA O PARA LA CONTRACEPCION; FOMENTACION; TRATAMIENTO O PROTECCION DE OJOS Y OIDOS; VENDAJES, APOSITOS O COMPRESAS ABSORBENTES; BOTIQUINES DE PRIMEROS AUXILIOS (prótesis dentales A61C). › A61F 2/00 Filtros implantables en los vasos sanguíneos; Prótesis, es decir, elementos de sustitución o de reemplazo para partes del cuerpo; Dispositivos para unirlas al cuerpo; Dispositivos para proporcionar permeabilidad o para evitar que colapsen las estructuras tubulares del cuerpo, p. ej. stents (como artículos cosméticos, ver las subclases apropiadas, p. ej. pelucas o postizos, A41G 3/00, A41G 5/00, uñas artificiales A45D 31/00; prótesis dentales A61C 13/00; materiales para prótesis A61L 27/00; riñones artificiales A61M 1/14; corazones artificiales A61M 60/00). › Vasos sanguíneos.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
La presente invención se refiere a la producción de piezas moldeadas de elastómeros de silicona a partir de dispersiones de silicona con base de solvente usando un molde hueco y rotación de ejes múltiples hasta que el material se desvolatilice a un estado en el que no sea capaz de fluir y esté curado. El moldeo por rotación de muchas piezas industriales, de consumo y relacionadas con el campo médico de una variedad de plásticos es una práctica común. Los materiales plásticos son típicamente poliolefinas en pastillas o en polvo, pero algunos son líquidos capaces de fluir, tales como plastisoles, que tienen una viscosidad lo suficientemente baja, por ejemplo, menos de 5000 cps. El procedimiento de moldeo o colada por rotación de la presente invención tiene utilidad en la fabricación de implantes mamarios y otros dispositivos y artículos médicos que tienen una envuelta de paredes delgadas, generalmente formada por un elastómero de silicona, tal como los expansores de tejido y los balones elastoméricos de baja presión. Los balones elastoméricos de baja presión se utilizan, por ejemplo, en la fijación de catéteres, oclusión del flujo sanguíneo, braciterapia, y como balones intraaórticos o intragástricos para procedimientos cardiovasculares o de oído, nariz y garganta. Otros artículos incluyen tubos de alimentación, sujeciones de enemas, catéteres, condones, derivaciones, y dispositivos de protección embólica. El procedimiento tradicional de fabricación de estos artículos es por inmersión de un mandril en una dispersión de silicona con base de solvente para moldear y formar la envuelta. Un proceso particular para moldear por rotación una prótesis de mano se desvela en el documento Moldeo por Rotación de Líquidos Controlado por Ordenador para Prótesis Médicas, Teoh S. H., Sin K. K., Chan L. S., Hang CC Rotational Magazine, vol. III - 3, 1994, páginas 10 - 16 (XP234285). Específicamente, este artículo se refiere al control por ordenador del grosor de la prótesis y al efecto de la temperatura y la humedad sobre la cinética de las burbujas. El documento DE 2015966 (Giehler) también se refiere al moldeo por rotación en el que se hace rotar un molde alrededor de ejes mutuamente inclinado y el material en el mismo se calienta. Se proporciona una presión negativa en el molde durante la fase de calentamiento y durante la fase de enfriamiento posterior se produce un aumento de la presión por la introducción de un gas inerte. Sumario de la invención Se desvela un procedimiento para moldear la envuelta de un dispositivo médico u otro objeto moldeado. El sistema incluye una máquina de moldeo por rotación de ejes múltiples en la que se monta un molde. El molde tiene una cavidad en la forma del objeto que debe ser moldeado. El molde preferiblemente se obtura para mantener el vacío. En funcionamiento, la silicona u otro material de moldeo se inserta en el interior del molde, se aplica vacío en el molde, el molde es rotado alrededor de por lo menos dos ejes y un material de moldeo recubre las paredes interiores del molde para formar la envuelta u otro artículo deseado. También se desvela un artículo médico moldeado por rotación Breve descripción de los dibujos La figura 1 es una ilustración esquemática de una realización del sistema de moldeo por rotación. La figura 2 es una ilustración esquemática en sección transversal de una realización de la pieza inferior del molde de caja de dos piezas. La figura 3 es una ilustración esquemática en vista superior de una realización de la parte inferior del molde de caja de dos piezas. La figura 4 es una ilustración esquemática en sección transversal de una realización de la parte superior del molde de caja de dos piezas. La Figura 5 es una ilustración esquemática en vista superior de una realización de la parte superior del molde de caja de dos piezas. Descripción detallada ES 2 367 786 T3 La presente invención se refiere a desarrollos utilizando un proceso de moldeado por rotación de acuerdo con la reivindicación 1 que tienen aplicación directa en la mejora de los procesos y productos en estos dispositivos médicos existentes. 2 ES 2 367 786 T3 El primer desarrollo alcanzado por el sistema de moldeo por rotación y el proceso de la presente invención se refiere a su uso en el moldeo por rotación de siliconas y otros materiales con base de solventes o que emiten gases. Esto no ha sido posible hasta ahora en la mayoría de los elastómeros de silicona, incluso los LSR (Cauchos de Silicona Líquidos), debido a que los elastómeros de silicona con suficientes propiedades físicas para su uso con dispositivos médicos son por lo general de alto peso molecular o requieren aportaciones. Estos materiales típicamente tienen una viscosidad demasiado elevada para que fluyan libremente como se requiere en un proceso de moldeo por rotación. Tales polímeros de mayor peso molecular tienen que combinarse con un solvente para hacer una dispersión que tenga una viscosidad adecuada. Esta dispersión con base de solvente, de viscosidad reducida, permite la aplicación del polímero de silicona sobre un mandril por pulverización o por inmersión, después de lo cual se permite que el solvente se evapore. Esa dispersión con base de solvente no ha sido práctica para su uso en un proceso de moldeo por rotación ya que no hay medios disponibles para eliminar el volumen significativo de vapores de solvente que se encuentran atrapados dentro de los moldes cerrados utilizados hasta ahora en los procesos de moldeo por rotación. Sin embargo, mediante la adición de un orificio de ventilación de vacío en el molde, por ejemplo, uno interior en el brazo de rotación de los equipos, se proporciona un medio para eliminar el solvente mientras el brazo está rotando y el material de dispersión fluye y se deposita en la superficie interior del molde. Alternativamente, el molde puede ser construido con un material poroso, tal como un metal o cerámica porosa, a través del cual el disolvente puede ser evacuado a través de toda la superficie del molde. Este desarrollo de la utilización de un orificio de ventilación de vacío o molde poroso en un proceso de moldeo por rotación es aplicable, no sólo a las siliconas, sino a cualesquiera otros materiales que son con base de solvente o emiten subproductos gaseosos durante el curado, tales como poliuretanos u otros polímeros y similares. Un segundo aspecto del proceso de moldeo por rotación de la presente invención se refiere a proporcionar un medio para moldear artículos sin juntas. La mayoría de los artículos fabricados por moldeo por rotación se realizan utilizando moldes huecos de partes múltiples. A menudo es indeseable que los productos médicos destinados a los implantes tengan una junta u otras irregularidades en la superficie. Incluso con mecanizado de precisión del molde, los artículos producidos por los procesos convencionales de moldeo por rotación tienen, como mínimo, una línea divisora testigo en su superficie exterior, debido a las superficies acopladas del molde. Estas líneas divisoras del molde son eliminadas en el proceso desvelado en la presente invención, en primer lugar recubriendo el interior del molde cerrado de partes múltiples con una capa delgada de material de moldeo, tal como polietileno, polipropileno, resina de poliéster o similar para crear un revestimiento del molde. Después de que el revestimiento se haya colado, entonces la materia prima, por ejemplo, silicona, poliuretano, u otro polímero para el artículo deseado, se inyecta en la cavidad del molde y de manera similar se cuela por rotación en el interior del revestimiento, lo cual produce una construcción laminada. Cuando el molde se abre y la construcción se extrae del molde, el material del revestimiento y el artículo deseado son separados físicamente, lo cual produce el artículo deseado que tiene una configuración sin juntas. Un tercer aspecto del proceso de moldeo por rotación de la presente invención se refiere a la capacidad de extraer el producto deseado de un molde de una pieza sin juntas, reutilizable. Un molde de una sola pieza de este tipo puede estar fabricado de plástico moldeado por rotación o de metal por medio de un proceso de níquel electrolítico, fundición de aluminio, técnica de "cera perdida" o similares. Usando cualquiera de estos procedimientos de fabricación de moldes, un molde de una sola pieza puede ser construido con una abertura muy pequeña, por ejemplo, aproximadamente 2,54 cm de diámetro. En esta abertura se dispone un bebedero para dispensar la materia prima que se utiliza en el moldeo del artículo deseado y una conexión de vacío. Puesto que la mayoría de los dispositivos médicos fabricados utilizando el sistema de moldeo y el proceso de la presente invención generalmente tienen paredes muy delgadas, por ejemplo, desde aproximadamente 0,127... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento para moldear un artículo médico que comprende las etapas de: insertar un material de revestimiento en una cavidad (60) dentro de un molde (100); revestir uniformemente el interior de la citada cavidad de molde (60) con el citado material de revestimiento haciendo rotar el citado material de revestimiento en el citado molde alrededor de al menos dos ejes; insertar un material de moldeo en la citada cavidad (60); hacer rotar el citado material de moldeo en el citado molde (100) alrededor de al menos dos ejes para revestir el interior del citado material de revestimiento dentro de la citada cavidad del molde (60) con el citado material de moldeo, y separar el citado material de revestimiento del citado material de moldeo para formar el artículo médico. 2. El procedimiento de la reivindicación 1, que comprende, además, la etapa de aplicar vacío al citado molde (100). 3. El procedimiento de acuerdo con la reivindicación 1, en el que el citado material de revestimiento recubre el interior de la citada cavidad de molde (60) con lo que enmascara cualesquiera irregularidades de la superficie. 4. El procedimiento de acuerdo con la reivindicación 1, en el que el citado material de revestimiento es un termoplástico seleccionado del grupo que consiste en polietileno, polipropileno, nylon y fluoropolímeros. 5. El procedimiento de acuerdo con la reivindicación 1, en el que el citado material de revestimiento es un material termoestable seleccionado del grupo formado por resina de poliéster, poliuretano y epoxi. 6. El procedimiento de acuerdo con la reivindicación 1, en el que el citado material de moldeo es una dispersión de una acetoxi silicona en un solvente curada a temperatura ambiente. 7. El procedimiento de acuerdo con la reivindicación 1, en el que el citado material de moldeo es una dispersión de silicona en un solvente catalizada por platino y curada por calor. 8. El procedimiento de la reivindicación 1, en el que el citado material de revestimiento se separa del citado material de moldeo por medio de la disolución del citado material de revestimiento. 9. El procedimiento de la reivindicación 1, en el que el citado material de revestimiento se separa del citado material de moldeo fundiendo el citado material de revestimiento. 10. El procedimiento de la reivindicación 1, en el que el citado material de revestimiento se separa del citado material de moldeo quemando el citado material de revestimiento. 11. El procedimiento de la reivindicación 1, en el que el citado material de revestimiento se separa del citado material de moldeo despegando el citado material de revestimiento del citado material de moldeo. 12. El procedimiento de la reivindicación 1, en el que el citado material de revestimiento se separa del citado material de moldeo despegando el citado material de moldeo del citado material de revestimiento. 13. El procedimiento de la reivindicación 1, que comprende, además, la etapa de retirar el artículo médico del molde (100) a través de una abertura en el molde (100) dejada por un bebedero (24). 14. El procedimiento de la reivindicación 1, que comprende, además, la etapa de insertar un material de aportación en la citada cavidad de molde (60). 15. El procedimiento de la reivindicación 14, que comprende, además, la etapa de curar el citado material de aportación. 16. El procedimiento de la reivindicación 1 que comprende, además, la etapa de aplicar un acabado superficial al material de moldeo mediante la modificación de la superficie interior del citado material de revestimiento. 17. El procedimiento de la reivindicación 16, en el que se aplica un acabado brillante al material de moldeo. 18. El procedimiento de la reivindicación 16, en el que se aplica un acabado mate al material de moldeo. 19. El procedimiento de la reivindicación 16, en el que se aplica un acabado de texturación al material de moldeo. 20. El procedimiento de la reivindicación 1, que comprende, además, la etapa de insertar el citado material de moldeo y la rotación del citado material de moldeo se repite una o más veces para formar un artículo médico de capas múltiples. 7 ES 2 367 786 T3 21. El procedimiento de la reivindicación 1 que comprende, además, la etapa de insertar un segundo material de moldeo y rotar el citado segundo material de moldeo para formar un artículo médico de capas múltiples compuesto por lo menos por dos materiales de moldeo diferentes. 22. El procedimiento de la reivindicación 1, que comprende, además, las etapas de insertar un material de aportación en el interior de una envuelta formada por el material de moldeo, curar la envuelta y el material de aportación mientras se encuentran en el molde (100), y a continuación, retirar el molde y el material de revestimiento de la envuelta llena. 23. Un procedimiento para moldear un artículo médico que comprende la reutilización de un material de revestimiento formado de acuerdo con el procedimiento de cualquiera de las reivindicaciones anteriores. 8 ES 2 367 786 T3 9 ES 2 367 786 T3 ES 2 367 786 T3 11
Patentes similares o relacionadas:
METODO PARA PRODUCIR ESTRUCTURAS UTILIZANDO FUERZAS CENTRIFUGAS., del 16 de Marzo de 2007, de DALTON, PAUL D. SHOICHET, MOLLY S.: Un proceso para producir un producto, comprendiendo: a) el llenado del interior de un molde (A) con una solu- ción (E) de manera que sustancialmente se elimine del mismo todo […]
UN MÉTODO DE PRODUCCIÓN DE LENTES DE CONTACTO, del 1 de Mayo de 1963, de CESKOSLOVENSKA AKADEMIE VED: Un método de producción de lentes de contacto a partir de materiales hidrófilos por colada y polimerización, caracterizado porque una solución o mezcla […]
PROCESO DE FABRICACIÓN DE TANQUES HERMÉTICOS PLÁSTICOS SUSPENDIDOS, del 24 de Octubre de 2019, de ACTIVE FINANCIAL, S.A. DE C.V: Esta invención se refiere a un proceso industrial de moldeado de polímeros por medio del cual se obtienen depósitos plásticos suspendidos, es decir, depósitos con […]
Artículos rotomoldeados que comprenden una capa de poliolefina y poliéster, del 31 de Octubre de 2018, de TOTAL RESEARCH & TECHNOLOGY FELUY: Un artículo rotomoldeado de dos o tres capas, en el que una capa A comprende:
* de un 50 a un 99,4 % en peso de una poliolefina;
* de un 0,5 a un […]
Artículos rotomoldeados multicapa que comprenden una capa de poliéster, del 14 de Junio de 2017, de TOTAL RESEARCH & TECHNOLOGY FELUY: Un artículo rotomoldeado que comprende al menos dos capas A y B, en el que la capa A comprende:
* de un 50 a un 100 % en peso de poli(ácido láctico),
* de un 0 a […]
Dispositivo para el moldeo rotacional de material plástico, del 28 de Septiembre de 2016, de AMS Belgium: Dispositivo para moldeo rotacional para la producción de un objeto fabricado de un material que contiene una materia prima curable, donde […]
Procedimiento de fabricación de una valla de separación, y valla de separación, del 20 de Abril de 2016, de Outotec (Finland) Oy: Un procedimiento para fabricar una valla de separación para utilizar en un sedimentador de extracción hidrometalúrgica líquido-líquido con solvente, […]
Moldeo por rotación de artículos médicos, del 4 de Septiembre de 2013, de ALLERGAN, INC.: Un procedimiento de fabricación de una envuelta o artículo médico usando un sistema de moldeo por rotaciónde ejes múltiples, procedimiento que comprende las etapas de:
- […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Artículos rotomoldeados que comprenden una capa de poliolefina y poliéster, del 31 de Octubre de 2018, de TOTAL RESEARCH & TECHNOLOGY FELUY: Un artículo rotomoldeado de dos o tres capas, en el que una capa A comprende:
* de un 50 a un 99,4 % en peso de una poliolefina;
* de un 0,5 a un […]
Artículos rotomoldeados que comprenden una capa de poliolefina y poliéster, del 31 de Octubre de 2018, de TOTAL RESEARCH & TECHNOLOGY FELUY: Un artículo rotomoldeado de dos o tres capas, en el que una capa A comprende:
* de un 50 a un 99,4 % en peso de una poliolefina;
* de un 0,5 a un […]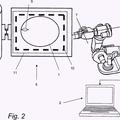 Dispositivo para el moldeo rotacional de material plástico, del 28 de Septiembre de 2016, de AMS Belgium: Dispositivo para moldeo rotacional para la producción de un objeto fabricado de un material que contiene una materia prima curable, donde […]
Dispositivo para el moldeo rotacional de material plástico, del 28 de Septiembre de 2016, de AMS Belgium: Dispositivo para moldeo rotacional para la producción de un objeto fabricado de un material que contiene una materia prima curable, donde […]